硫酸氢钠复合催化剂催化合成乙酸正丁酯的研究
2014-03-13袁旭宏曾春元叶余原熊双喜
袁旭宏,曾春元,陈 红,叶余原,熊双喜
(1.台州职业技术学院生化系,浙江台州318000;2.浙江奥翔药业有限公司,浙江临海317000;3.台州学院医药化工学院,浙江台州318000)
乙酸正丁酯,别名醋酸正丁酯;乙酸丁酯,英文名称:butyl acetate;butyl ethanoate,是冰醋酸与正丁醇的酯化产物。微溶于水,溶于醇、醚等多数有机溶剂[1],如制革、食用香料、制药及涂料等作为溶剂,同时也是一类重要的化学工业原料和化学中间体,目前,合成有用硫酸法,其主缺点是副产物过多、腐蚀性较强等。近年也有一些新的方法如结晶AlCl3催化[2]、硫酸锌催化[3]、TiO2负载杂多酸催化[4]、强酸型阳离子树脂催化等[5],因此,对乙酸正丁酯的合成研究有着相当重要的意义。
该文以NaHSO4复合催化剂催化合成乙酸正丁酯并确定了最佳催化剂用量、反应温度、物料配比、反应时间等最佳条件,为此工业生产提供了有参考价值的数据。
1 实验部分
1.1 试剂及仪器
乙酸(上海青析化工科技有限公司),正丁醇(浙江中星化工试剂有限公司),NaHSO4(广东汕头市西陇化工厂),浓H2SO4(无锡市展望化工试剂有限公司)以上试剂均为分析纯;NaHCO3及环己烷等。
岛津FTIR-8400 型傅立叶变换红外分光光度计(日本岛津公司);WZSⅠ型阿贝折射仪(国营上海光学仪器厂)等。
1.2 乙酸正丁酯合成方法
在100mL 三颈烧瓶中添加相应比例的乙酸、正丁醇、NaHSO4复合催化剂等,摇均匀后加入几粒沸石,按装好回流冷凝管、以及分水器和温度计等,进行加热反应回流一段时间,待反应至基本无水生成。冷却后过滤,多次洗涤产物,液体用蒸馏装置,蒸掉多余醇和环已烷。产品用阿贝折射仪测定折光率、红外光谱仪测定结构。
2 结果与讨论
2.1 乙酸正丁酯反应条件考查及优化
对影响乙酸正丁酯产率的因素:醇酸摩尔比、催化剂需用量、催化剂用量比、反应时间及温度等。以酯化率为研讨目标,带水剂选环己烷。
2.1.1 醇酸摩尔比对酯化率的影响 变化醇的用量,合成条件为:乙酸0.12mol,正丁醇1.8mol,温度90~108℃,回流时间160min,NaHSO4为1g,H2SO40.30g,15mL 为环己烷,对酯化率的影响因素考查,结果见表1。
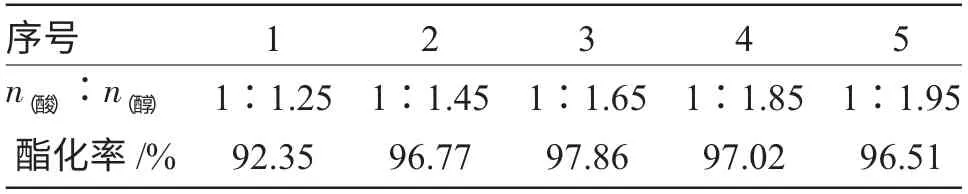
表1 醇酸摩尔比对酯化率的影响Tab.1 Esterification efficiency vs.n(alcohol):n(salicylic acid)
从表1 可见,当酸醇摩尔比1∶1.65 时,酯化率97.86%,再增加n(酸)∶n(醇)比,对应的酯收率变化不大,因此,最佳的酸醇摩尔比1∶1.65。
2.1.2 催化剂用量对酯化率的影响 变化NaHSO4催化剂用量,合成条件为:酸醇摩尔比1∶1.65 时,温度90~108℃,回流时间160min,NaHSO4为1g,硫酸0.30g,15mL 为环己烷,对酯化率的影响因素考查,结果见表2。

表2 催化剂用量对酯化率的影响Tab.2 Esterification efficiency vs.catalyst dosage
从表1 可见,当催化剂用量为1.65g 时,酯化率97.95%,再增加催化剂用量,对应的酯收率变化不大,因此,最佳的催化剂用量为1.65g。
2.1.3 NaHSO4与浓H2SO4之比对酯化率的影响 变化nH2SO4∶nNaHSO4摩尔比,合成条件为:酸醇摩尔比1∶1.65 时,温度90~108℃,回流时间160min,15mL 为环己烷,对酯化率的影响因素考查,结果见表3。

表3 nH2SO4∶nNaHSO4摩尔比对产品产率的影响Tab.3 Influence of Molar ratio of reactants on Product yield
从表3 可见,当nH2SO4∶nNaHSO4摩尔比为0.17∶1时,酯化率97.87%,再增加对应的酯收率变化不大,因此,最佳的nH2SO4∶nNaHSO4摩尔比为0.17∶1。(相当5D 硫酸)。
2.1.4 反应时间对酯化率的影响 变化反应回流时间,合成条件为:酸醇摩尔比1∶1.65 时,温度90~108℃,nH2SO4∶nNaHSO4摩尔比为0.17∶1,15mL 为环己烷,对酯化率的影响因素考查,结果列入表4。
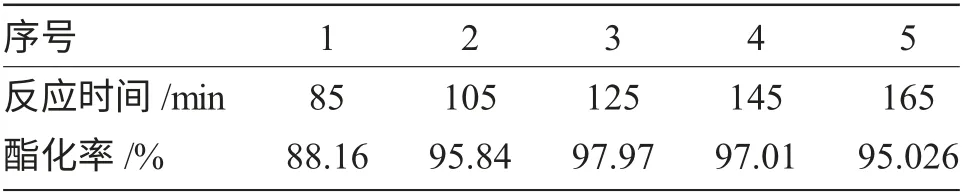
表4 反应时间对酯化率的影响Tab.4 Esterification efficiency vs. reaction time
从表4 可见,当反应时间为125min 时,酯化率较高为97.97%,再增加反应时间,相应的酯收率变化较少,因此,最适宜的反应时间为125min。
2.1.5 温度对酯化率的影响 变化反应温度,合成条件为:酸醇摩尔比1∶1.65 时,温度90~108℃,nH2SO4∶nNaHSO4摩尔比为0.17∶1,反应时间为125min,15mL 为环己烷,对酯化率的影响因素考查,结果列入表5。

表5 温度对酯化率的影响Tab.5 Esterification efficiency vs. reaction temperature
从表5 可见,当反应温度为90~100℃时,酯化率较高为97.68%,再增加反应温度,相应的酯收率变化较少,因此,最适宜的反应温度为90~100℃。
2.1.6 优化条件下重复实验 合成条件为:酸醇摩尔比1∶1.65 时,nH2SO4∶nNaHSO4摩尔比为0.17:1,反应时间为125min,15mL 为环己烷,反应温度为90~100℃。对酯化率的影响因素考查,结果列入表6。

表6 重复实验的结果Tab.6 The result of repeat experiment
由表6 可知:在优化的条件下实验,酯化率均在97.6%以上,较稳定,达到优化目的。
3 产品的结构分析
3.1 折光率
在20℃下5 次测定它的折光率,平均为1.3940,与文献值基本相一致。
3.2 红外光谱
由红外光谱图可得,1742.4cm-1(C=O),1241.8cm-1(C-O-C);与乙酸正丁酯的标准红外光谱相一致。
4 结论
(1)NaHSO4与H2SO4复合催化剂是合成乙酸正丁酯的良好催化剂,并具有价廉、易得、易与反应液分离、催化性能好、对设备无腐蚀、操作方便等优点。
(2)NaHSO4与H2SO4复合催化剂合成乙酸正丁酯的最优条件:酸醇摩尔比1∶1.65,nH2SO4∶nNaHSO4摩尔比为0.17∶1,反应时间为125min,15mL 为环己烷,反应温度为90~100℃,酯化率均在97.6%以上。
(3)对合成乙酸正丁酯工业有应用价值。
[1]徐克勋.精细有机化工及中间体手册[M].北京:化学工业出版社,1998.311-319.
[2]宁满霞.结晶三氯化铝催化合成乙酸正丁酯的研究[J].东莞理工学院学报,2002,10(1):26-29.
[3]杜贵英.用硫酸锌催化合成乙酸正丁酯[J].陕西化工,1997,(2):24-25.
[4]黄金凤,王世铭.TiO2负载杂多酸催化合成乙酸正丁酯[J].福建化工,2002,(3):4-6.
[5]黎中良,李加贵,朱万仁.强酸型阳离子树脂催化合成乙酸正丁酯的研究[J].玉林师专学报,1999,20(3):49-50.