马氏体不锈钢HFW管线管的开发
2014-03-09肖国章赵波锋编译
肖国章,高 霞,马 星,赵波锋 编译
(1.宝鸡石油钢管有限责任公司石油专用管分公司,陕西宝鸡721008;2.国家石油天然气管材工程技术研究中心,陕西宝鸡721008;3.宝鸡石油钢管有限责任公司输送管分公司,陕西宝鸡721008;4.中国船级社质量认证公司,北京100006)
0 前言
油气井开发进入中后期,CO2含量大大增加,在该环境中可以使用马氏体不锈钢油井管。但是,由于马氏体不锈钢的焊接性较差,没能得到普遍应用。近几年,一些新型不锈钢改进了其焊接性并投入了使用,但是仍然没有将马氏体不锈钢应用于HFW焊管中。
本研究开发了一种具有良好可焊性和抗湿CO2腐蚀的新型马氏体不锈钢HFW焊管。该马氏体不锈钢中w (Cr)=11%~13%,还有Ni及少量的Mo,C和N。化学成分的控制使该钢具有良好的抗腐蚀性及可焊性。焊接采用了惰性气体保护,防止焊接过程中Cr以氧化物形式产生,焊缝质量良好,焊管具有很好的外观尺寸。笔者就该产品的材料设计理念、生产工艺、外观尺寸、力学性能、抗腐蚀性及焊接性进行了介绍。
1 材料设计理念
1.1 目标性能
马氏体不锈钢管线管的服役环境如图1所示。本次开发的目标是得到表1所示性能的抗湿CO2腐蚀的马氏体不锈钢。
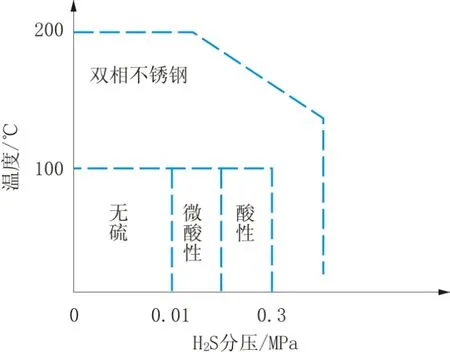
图1 马氏体不锈钢管线管的服役环境

表1 新型马氏体不锈钢合金的目标性能
1.2 新型马氏体不锈钢开发的基本理念
本次设计基本理念是使马氏体不锈钢管线管得到好的焊缝强度、焊接性及抗腐蚀性,如图2所示。为了得到良好的抗CO2腐蚀性能,w(Cr)必须大于等于11%;低的C和N含量使焊缝热影响区的硬度降低;添加Ni预防δ-铁素体粗晶粒的形成和焊缝热影响区强度的降低;添加Mo提高含H2S湿CO2环境的抗SSC能力。
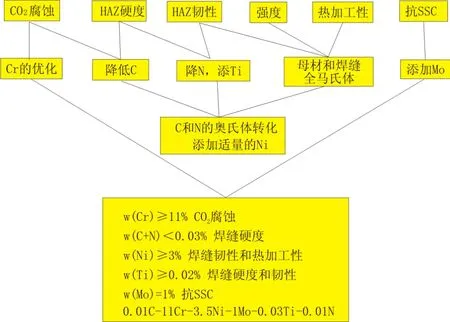
图2 新型马氏体不锈钢合金设计理念
2 新型马氏体不锈钢HFW管线管开发
2.1 化学成分及生产工艺
试验用马氏体不锈钢化学成分见表2,生产工艺如图3所示。热轧后空冷母材具有大的马氏体结构,生产的带钢在AC1线下退火,得到要求的强度。带钢成型后通过HFW得到φ273 mm×7.8 mm规格钢管。采用CO2气体保护焊接以防止生成Cr的氧化物,采用在线焊缝热处理降低焊缝硬度。

表2 新型马氏体不锈钢化学成分%

图3 新型马氏体不锈钢管线管生产工艺
2.2 力学性能及组织
2.2.1 强度
母材和焊缝拉伸试验结果见表3。从表3可以看出,断裂处在母材,表明焊接性良好。在25℃,100℃和200℃时焊缝的屈服强度和抗拉强度如图4所示。随着温度的升高屈服强度有少量的降低,在100~150℃温度时,焊缝的屈服强度与室温时的屈服强度接近。

表3 拉伸试验结果
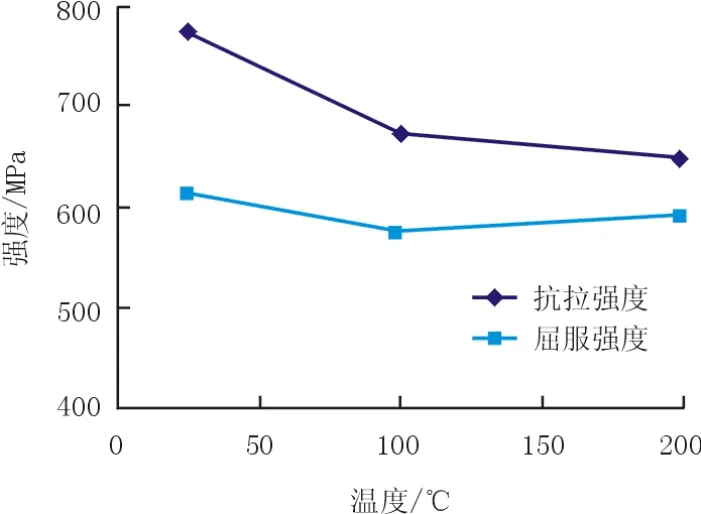
图4 25益,100益和200益时焊缝强度
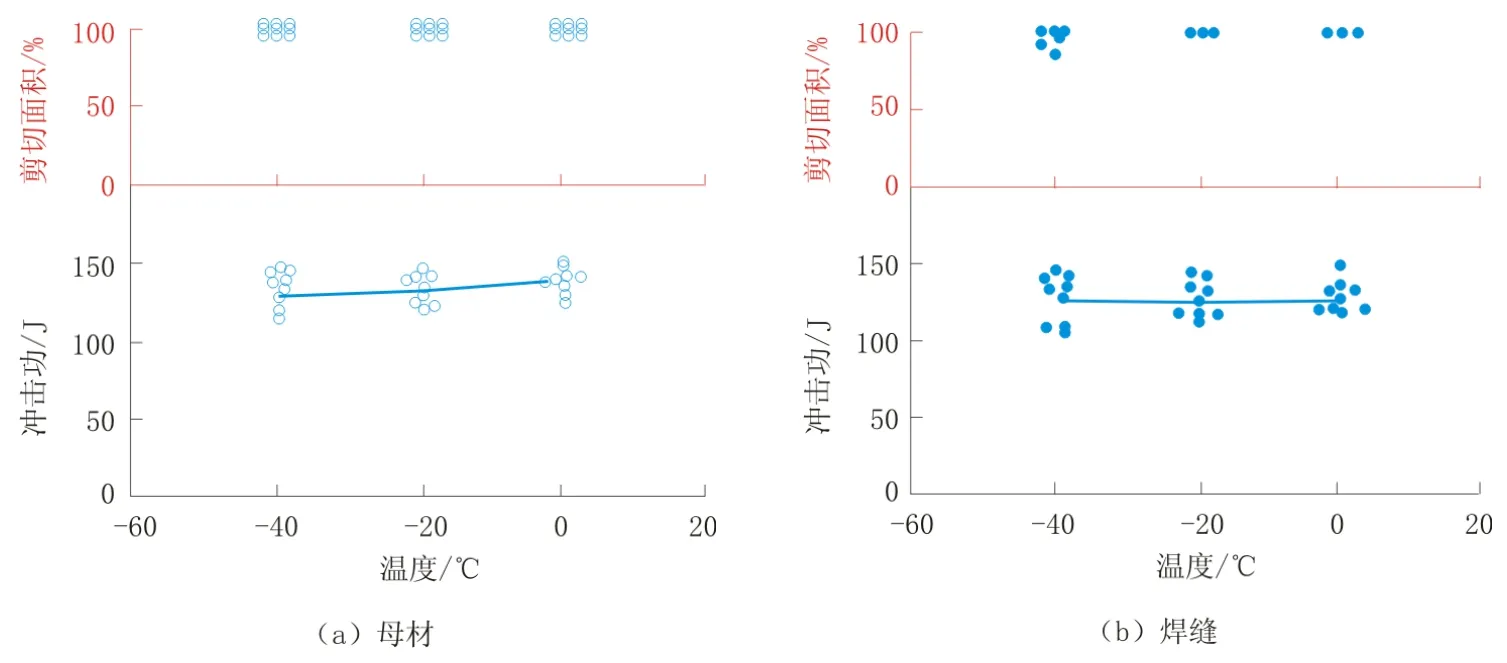
图5 -20益时母材和焊缝的横向夏比冲击值(1/2尺寸)
2.2.2 韧性
母材和焊缝的夏比冲击性能如图5所示,在-20℃具有足够的冲击值。焊缝经热处理后,热影响区不同位置的V形槽试验结果见表4。
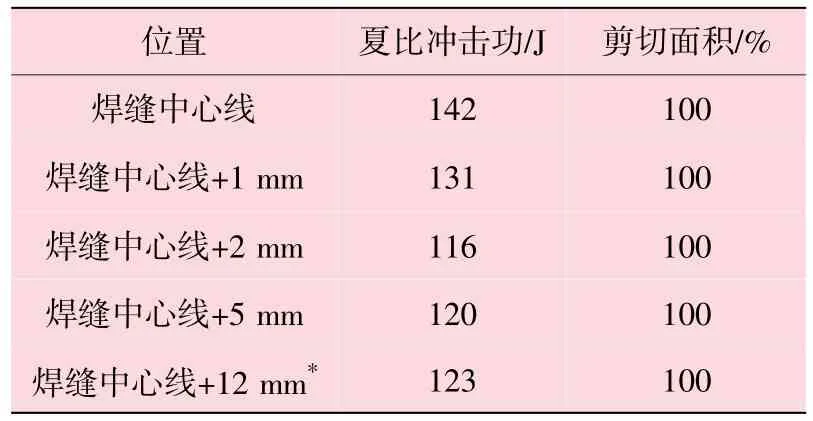
表4 -20益时焊缝不同位置的夏比冲击功
2.2.3 裂纹尖端张开位移(CTOD)
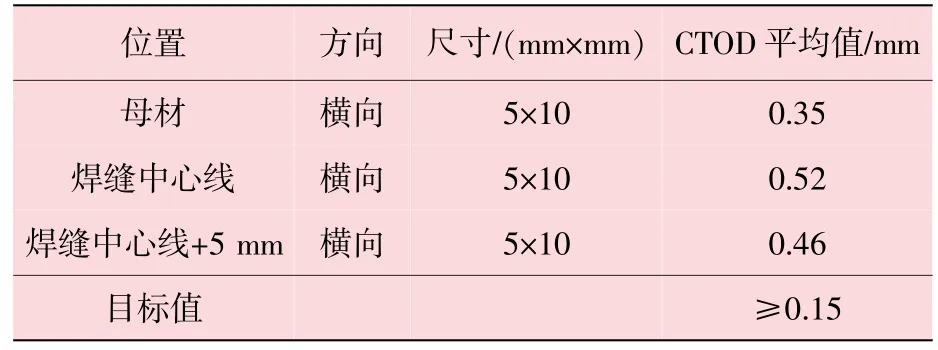
表5-20益时CTOD试验结果
裂纹尖端张开位移试验(-20℃)结果见表5。
2.2.4 硬度
母材和焊缝的维氏硬度试验结果如图6所示,HV10<300,满足不高于350的目标要求。
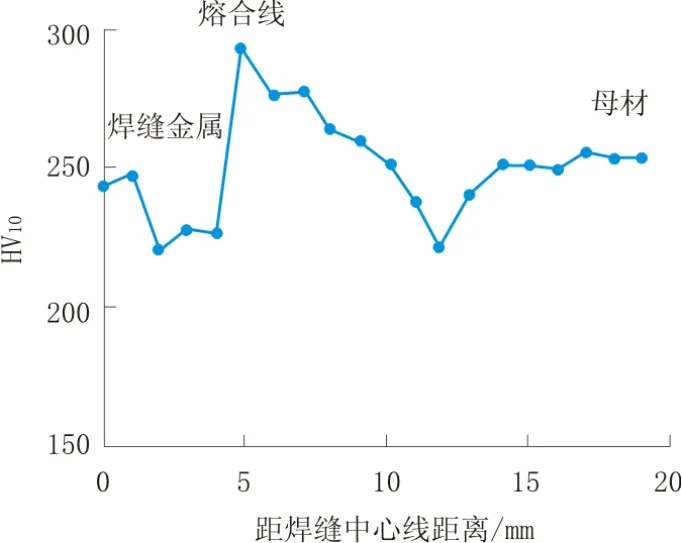
图6 母材及距焊缝中心不同位置的硬度试验结果
2.2.5 金相组织
母材和焊缝的金相组织如图7所示,可以看出均为回火马氏体。
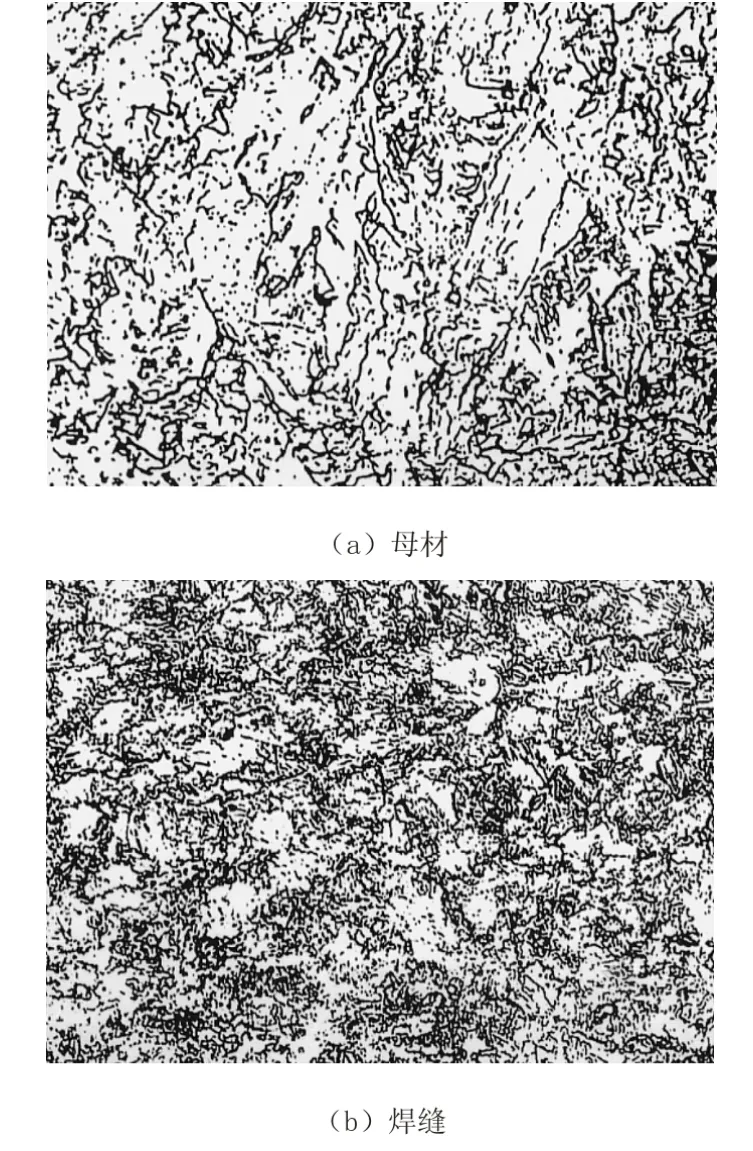
图7 焊缝和母材金相组织
2.3 钢管外观尺寸
试验钢管的圆度和偏心度见表6,圆度和偏心度的平均值分别为0.15%和0.9%,HFW焊管外观尺寸大大优于普通无缝钢管。

表6 试验钢管圆度和偏心度
2.4 焊接接头
焊接接头采用气体保护钨极电弧焊(GTAW),焊缝的剖面图和组织见图8。焊缝横向拉伸试验值为770 MPa,776 MPa和781 MPa,且均在母材上断裂。表7为-20℃横焊缝接头夏比冲击性能。CTOD试验结果见表8。试验结果表明,焊缝性能和母材一样良好。焊接参数见表9。
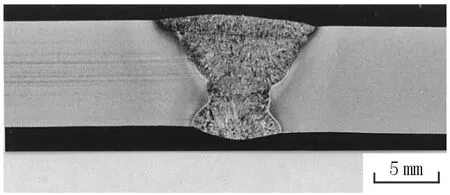
图8 横焊缝金相组织照片
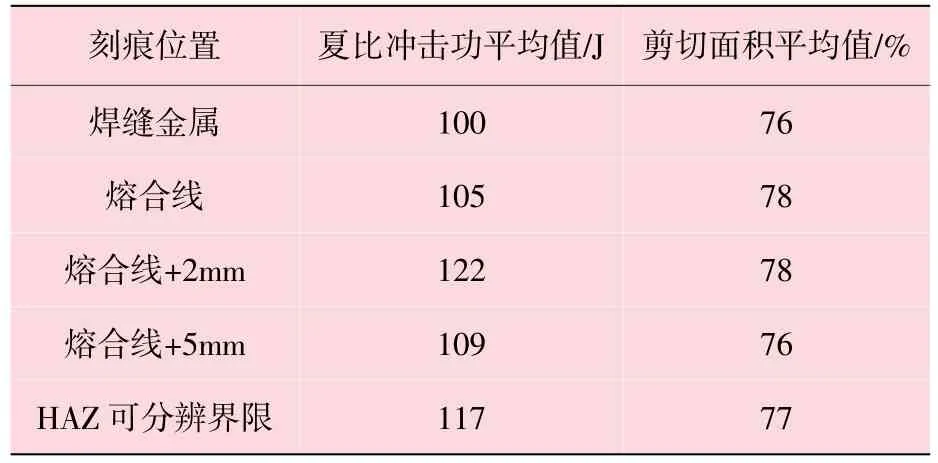
表7 -20益横焊缝接头夏比冲击功(横向,1/2尺寸)

表8 -20益横焊缝接头CTOD试验结果

表9 环焊缝焊接参数
3 腐蚀性能
3.1 一般腐蚀性能
在100℃,H2S分压分别为0 MPa和0.01 MPa时,25%NaCl溶液中,对母材和焊缝进行腐蚀试验。分别对试样进行喷丸和机加工,腐蚀720天后,腐蚀速率低于0.01 mm/a,没有出现腐蚀裂纹。
3.2 SSC性能
对管线管进行SSC试验,试验条件为25℃,H2S分压 0.01 MPa,CO2分压 10 MPa, 5%NaCl溶液,pH值为4,施加100%屈服强度。试验720天后,没有出现腐蚀裂纹。
3.3 阴极保护性能
阴极保护下抗氢脆检验条件(四点弯曲试验)如下:①焊缝取横焊缝与HFW焊缝,不压平;②焊接试样表面保持原貌,机加工平后抛光,HFW焊缝保留原貌;③施加应力为100%屈服强度;④试验溶液为3.5%NaCl,试验前pH值5.4,试验后 pH 值 5.8(-1 194 mV)和 6.3(-894 mV);⑤阴极保护条件为-1 194 mV vs SCE(-1 150 mV vs Ag/AgCl), -894 mV vs SCE (-850 mV vs Ag/AgCl);⑥试验时间为90天,温度为25℃。
在-1 194 mV vs SCE阴极过保护条件下,没有裂纹出现,甚至在阴极保护时不出现氢脆。
4 结论
(1)新型可焊接马氏体不锈钢可以生产薄壁高精度不锈钢管线管,可以用气体保护技术进行HFW焊接。
(2)新型马氏体不锈钢管不用焊前预热和焊后热处理,焊缝所有性能满足目标力学性能,具有高抗腐蚀性能。
