螺旋埋弧焊管生产中磁场对焊接质量的影响
2014-03-09尉增强杜方静
尉增强,杜方静
(中石化石油机械有限公司沙市钢管厂武汉分厂,武汉430040)
0 前 言
在螺旋埋弧焊管生产中,焊接电弧周围除了自身电流产生的磁场外,还会在焊点周围存在着其他磁场。按磁力线和电弧轴线相对位置分,外磁场对电弧产生横向、轴向或其他形式的磁场,这种外磁场影响着电弧的稳定性,进而影响螺旋埋弧焊管的焊接质量。这种外磁场的存在和外磁场的强弱主要源于焊接电缆线的分布和走向,尤其是电缆线围绕着某一机械设备时,该设备相当于一个电磁铁,将会产生较强的磁场,如果这种外磁场对电弧产生的是横向电磁力,将严重影响电弧的稳定性。
外磁场的存在使焊点周围的焊剂挡板、成型辊、焊剂回收管、2#辊梁等吸附大量的氧化铁粉,当氧化铁粉聚集到一定程度时会自行落入焊剂中或吸附在带钢的焊接坡口上进入焊点,这种聚集状的氧化铁粉将会引起焊管焊缝气孔和夹杂等缺陷,严重影响焊管质量,威胁油气输送安全。
1 磁场对电弧的影响
焊接电弧是发生在电极和工件之间一种强烈而持久的放电现象,电弧是一种具有一定电离度的等离子气体。该气体具有以下3个特点:①由于电弧内部存在自由电子和带正、负电荷的离子,因此电弧具有很强的导电性;②虽然电弧内部有大量的带电粒子,但是粒子所带正电荷数总等于负电荷数,因此电弧宏观上呈现的是中性,微观上却是正、负电荷分离,且向一定方向运动形成电流;③由于电弧是由大量的带电粒子组成的导电体,因此外磁场对电荷产生力的作用。
在螺旋埋弧焊管生产中,轴向磁场和横向磁场对电弧的作用和影响较大。
1.1 轴向磁场
任何通电导体周围都会产生磁场,同样电弧周围也会产生磁场,这种自身磁场产生电磁收缩力,促进熔滴过渡,并保证一定的熔深,使电弧具有刚直性。所谓电弧刚直性,指电弧作为一个柔性导体抵抗外界干扰,使焊接电流沿焊丝轴向流动的性能,这种性能是由电弧自身磁场决定的,当电流通过电弧流动时,带电粒子的流动在电磁力F的作用下,都会向焊丝轴线方向集中,如图1所示。当电弧受到外界干扰使电弧偏离焊丝轴向时,自身磁场作用有抵抗这种干扰的能力,使电弧尽量保持在焊丝轴向,同时电弧的等离子力、高速气流和周围气流的冷却作用,也有助于电弧的刚直性。
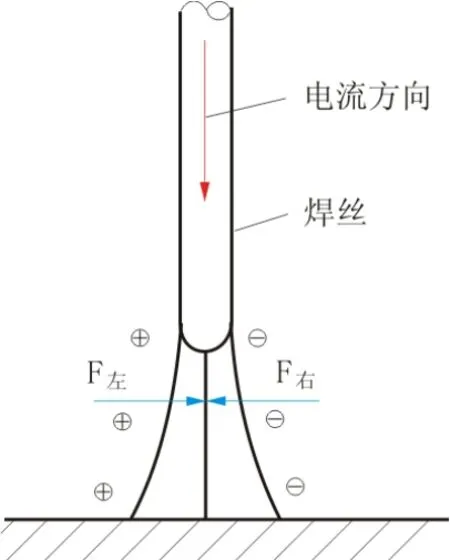
图1 电磁力示意图
当外磁场的磁力线平行于焊丝轴线时,如果电弧中带电粒子运动方向与轴线平行,这个外磁场对电弧不产生作用;如果带电粒子运动方向不与焊丝轴线平行,就会受到外磁场的作用,使带电粒子沿弧柱径向有一个速度分量vx,如图2所示,它垂直于弧柱轴线,产生的洛伦磁力Fz使其圆周运动,圆周半径为r,速度为vz,如图3所示。在轴向磁场的作用下,产生向心力,加速度a为

向心力F=ma,已知洛伦磁力F=BvxQ,则

根据(1)式、 (2)式和(3)式, 有

式中:m-带电粒子的质量;
vx-带电粒子运动速度在弧柱径向的分量;
vz-带电粒子受到洛伦磁力时的圆周运动速度;
B-磁感应强度;
Q-电荷量。

图2 不沿轴线运动的带电粒子速度分解示意图

图3 带电粒子圆周运动
由于带电粒子不仅有vx和vz运动速度,而且还有vy运动速度,所以带电粒子的实际运动路线是以r为半径的螺旋线。因此在外加轴向磁场的作用下,电弧中带电粒子的运动将变成沿磁力线方向的螺旋运动,磁感应度和电荷量越大,螺旋半径越小,电弧收缩,可以使焊缝熔深增大,改善焊缝的成形。
1.2 横向磁场
横向磁场是外磁场的磁力线垂直于焊丝轴线,如图4所示。电弧在外磁场的作用下将产生磁偏吹,使电弧偏向焊丝轴向一侧,如图5所示。电弧磁偏吹不仅减弱了电弧轴向的刚直性,而且使焊缝熔池偏离了焊丝的轴线。
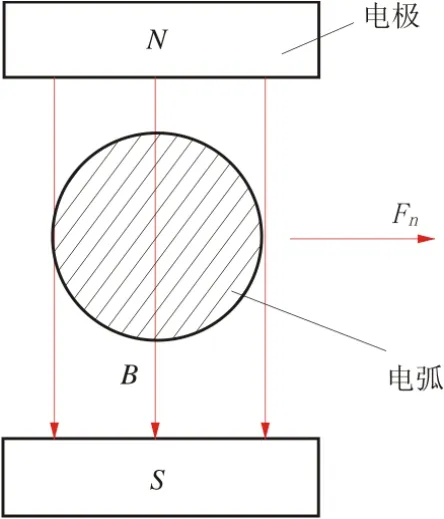
图4 横向磁场示意图

图5 磁偏吹示意图
电弧焊时不仅电流通过焊丝和电弧产生磁场,而且通过工件的电流也会在空间产生磁场,当焊丝垂直于工件表面时,由于电流通路与电弧相互垂直,则在电弧左侧的空间为两端导体周围产生的磁力线叠加,而右侧空间只有电弧自身产生的磁力线,因此电弧左侧的磁力线密度大于右侧磁力线密度,使电弧向右倾斜,如图6所示。

图6 磁偏吹原理
此种情况在螺旋焊管的外焊焊接中表现得最为明显,如图7所示。在焊枪的右侧由于电弧自身磁场和电流流经管体产生磁场的叠加,焊枪右侧的磁力线密度大于左侧的磁力线密度,使焊接电弧产生了向左侧磁偏吹,为了保证焊缝的形状和焊接质量,通常使外焊枪有一个左侧的倾角,以解决由于电流流经管体时造成的磁偏吹。
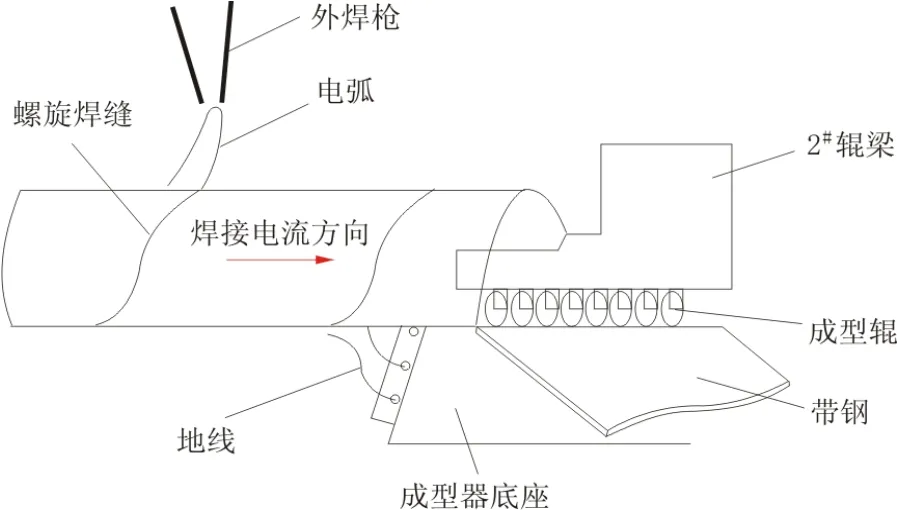
图7 螺旋埋弧焊管外焊电弧磁偏吹示意图
在螺旋埋弧焊管生产中,横向外磁场的存在不仅影响电弧轴向刚直性和稳定性,而且容易引起咬边、气孔、夹杂等焊接缺陷。再者,当电弧的刚直性和稳定性受到影响时,熔池同样也会受到影响,当熔池在结晶过程中分子之间的结合力小于带钢啮合时的内应力时,此时容易出现内应力裂纹而造成质量事故。
如果磁偏吹使电弧向焊管移动方向的前方偏离,则会造成均匀的宽而浅的焊缝;如果电弧向后方偏离则会产生咬边和过高的焊缝余高;如果电弧向焊缝的一侧偏离,则会使焊接熔池偏向焊缝一侧,造成焊缝单侧连续性咬边。
生产中常遇到磁偏吹现象,严重时导致焊接过程不稳定,操作难以控制,焊缝成形不良。这时,可用以下办法消除和减小磁偏吹:①缩短电弧;②改变接线位置或采用两端连接地线的方法;③焊丝倾向电弧偏吹一侧;④通过外加磁场来控制电弧形态及运动,满足焊接工艺要求。
2 螺旋埋弧焊管生产中外磁场的影响
螺旋埋弧焊管生产中外磁场的来源主要是焊接电缆线的分布和走向,当焊接电缆线围绕着某一机械设备时,相当于一个封闭的通电线圈缠绕一个铁芯的电磁铁。
螺旋埋弧焊管生产中内焊焊接电缆线的分布和走向如图8所示,地线接线处在内焊点下方的成型器底座上,焊接电缆线从成型器底座后方绕成型器底座和行进带钢后在成型器底座上方连接到焊点位置,因内焊焊接电流极性采用直流反接,根据焊接电流方向,按照右手定则将会产生垂直于电弧的横向磁场。
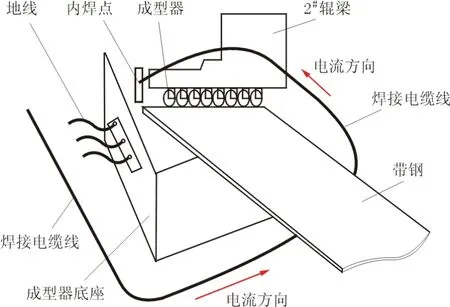
图8 焊接电缆的分布和走向
这种垂直于电弧的横向外磁场不仅影响着电弧轴线的刚直性和电弧稳定性,而且使成型器内磁场较大,增加了焊剂挡板、焊剂回收管、成型辊上氧化铁粉的附着量,如图9所示。

图9 氧化铁粉附着在相关设备上的照片
当这种聚集状的氧化铁粉聚集到一定量时,会落入焊剂中随后进入焊接点,造成气孔、夹杂等焊接缺陷,缺陷焊缝X射线拍片结果如图10所示。

图10 缺陷焊缝X射线拍片结果
另外成型器内磁场过大时也会使带钢递送边和自由边坡口吸附大量的氧化铁粉,并随带钢一起进入焊接点,如图11所示。同样会造成气孔、夹杂等焊接缺陷。

图11 氧化铁粉吸附在坡口上的照片
外磁场对电弧的影响最明显的就是焊缝外观,当焊接电压超出正常值大约5 V时,会出现焊缝宽度窄、余高过高、焊接咬边等缺陷。
3 减少焊接时外磁场的措施
经过对焊接缺陷和内焊打断试样分析讨论后,为减少外磁场对焊接质量的影响,重新布置了焊接电缆线和走向,以消除由于焊接电缆线的分布和走向而引起的外磁场影响。重新布置后的焊接电缆线和走向如图12所示。
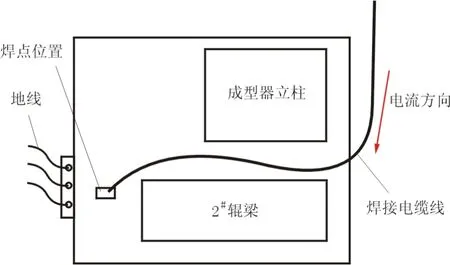
图12 重新布置后的焊接电缆线和走向示意图
改变焊接电缆线的布置和走向后,成型器内磁场过强的现象有了明显改观,电弧的磁偏吹减弱,附着在焊剂挡板、焊剂回收管、成型辊、递送边和自由边坡口等处的氧化铁粉明显减少。
4 结 语
螺旋埋弧焊管生产中,当焊接质量不稳定时,在焊接参数、焊接设备及电器调整的同时,磁场所引起的因素往往被忽略或遗漏,这时就需要对引起焊接质量缺陷的各种因素综合考虑,以解决生产中的实际问题。
[1]华爱兵,陈树君,殷树言,等.横向旋转磁场对TIG焊焊缝成形的影响[J].焊接学报,2008,29(01):05-08.
[2]张忠典,李冬青,尹孝辉,等.外加磁场对焊接过程的影响[J].焊接,2002(03):10-14.
[3]卢振洋,白韶军,汤金蕾,等.横向旋转磁场作用下TIG焊电弧的运动机制[J].北京工业大学学报,2008,34(09):902-907
[4]李景波,王东健,王刚,等.冶金高炉炉体横环缝自动化焊接技术及设备的研究与应用[J].焊接,2006(04):47-50.
[5]YIN Shuyan,CHEN Shujun,WANG Jun,et al.Mathematical Model and Magnetic-Control Mechanism of the Stability of Rotating Spray Transfer[J].China Welding,2003,12(01):57-61.
[6]陈树君,华爱兵,殷树言,等.旋转磁场作用下的TIG焊电弧运动特征[J].焊接,2006(10):34-36.
[7]罗键,贾昌申,王雅生,等.外加纵向磁场GTAW焊接机理-电弧特性[J].金属学报,2001,37(02):212-216.
