辊压方式对圆锯片稳定性的影响
2014-03-07柯建军张明松朱普先朱亿宽
柯建军 张明松 朱普先 朱亿宽
(三峡大学机械与材料学院,湖北宜昌 443002)
圆锯片的稳定性是指锯片在受到各种应力作用时,保持其固有形状和刚度的性质.锯片的稳定性是保证材料加工质量、加工效率、能源利用率以及加工安全的重要前提.圆锯片的不稳定性机制目前证明的有两种:一是锯片的静态弯曲失稳;二是锯片的临界转速失稳.锯片在高速切削工作时,由于制造过程中的自身缺陷、切削热应力和离心应力等影响,锯片容易产生失稳.为了提高锯片的稳定性,锯片制造业广泛采用圆锯片适张处理,目前研究的适张方法有锤击法[1-2]、喷丸法[3-4]、热适张法[5-6]、涨孔法[7-8]和环形辊压法[9-10].随着对加工要求的提高,现有的适张已不能满足使用要求,为此研究径向辊压适张和切向辊压适张对圆锯片稳定性的影响.
1 圆锯片的有限元分析模型
锯片的适张处理本质就是使圆锯片产生一定的内预应张力,提高锯片的动态性能,保证切削稳定性.辊压适张是其中一种.辊压适张是在圆锯片平面装夹部和齿部之间,通过辊压机辊压使锯片局部产生足够的弹塑性变形,从而在锯片体内引入适张应力.辊压机的压轮材料一般多为合金工具钢Cr2、Cr或者滚柱轴承钢制造,经过热处理后硬度能够达到HRC 60~ 65度[11].压轮的形状如图1所示.图中Rg为压轮直径,B为压轮宽度,Rgj为压轮截面半径.压轮的截面半径Rgj存在两个极值,当Rgj=B/2时,压轮截面的半径最小.当Rgj→+∞,压轮截面的半径最大.为了研究的方便,采用图1(c)的压轮截面形式.

图1 压轮的形状
本文研究对象是锯片基体,金刚石圆锯片的基体结构参数见表1,锯片基体经过830℃油淬和540℃回火热处理后,得到的材料性能见表2.

表1 普通金刚石圆锯片基体的结构参数(单位:mm)
表2 金刚石锯片基体的材料弹性
如图2(b)(c),可知它们都是循环对称结构,在每条辊压带的辊压时间都比较短,为此把辊压过程当做静态问题来处理.为了研究的方便,图2(a)中的环形辊压也采用循环对称结构.
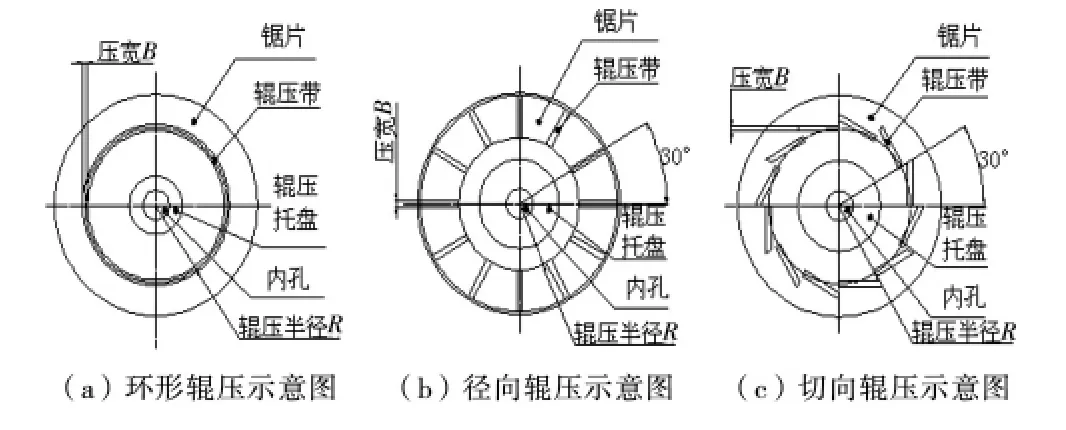
图2 3种辊压方式的示意图
表3为环形辊压、径向辊压和切向辊压的30℃循环对称模型的结构参数.

表3 3种辊压方式循环对称结构的参数
如图3所示,上下压轮都采用图1(c)的压轮截面,在进行辊压时,锯片的内孔装配在芯轴上,下端面由辊压托盘支撑.在上压轮压力P的作用下,把锯片压紧在辊压托盘上,然后上下辊轮等速旋转,通过辊压处产生的摩擦力来带动圆锯片旋转,以实现沿锯片环形辊压.那么锯片的内孔在X方向,Y方向,挠X轴转动,挠Y轴转动都被约束,锯片的下端面Z方向被约束.径向辊压和切向辊压都采用环形辊压的方式.
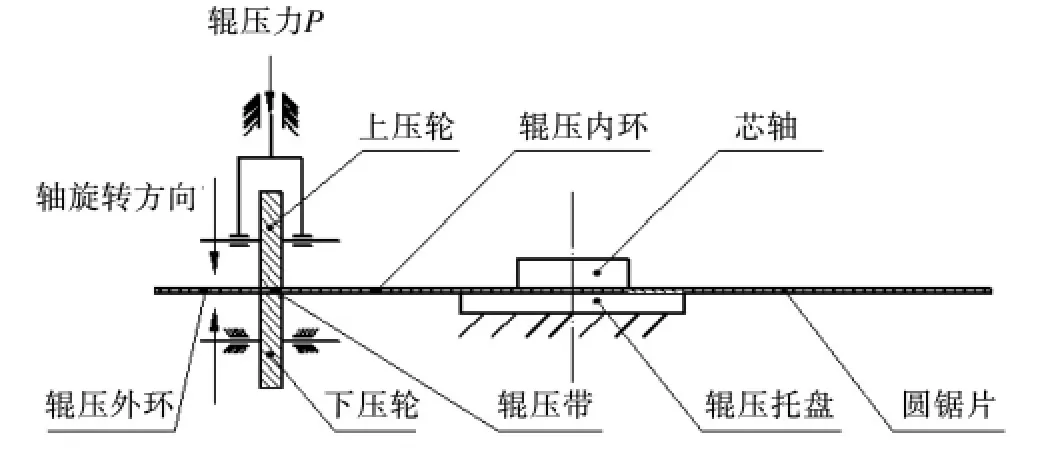
图3 圆锯片环形辊压的示意图
上压轮的压力P由液压系统提供,由于系统的复杂性施加到上压轮的压力P不容易确定.为此在有限元分析时,直接把压力施加在辊压带上.一般锯片厚度均匀,相对锯片直径的也很小,故而将圆锯片视为二维弹性薄板[12].不过实际上,锯片在切削工作时受到的径向力并不是沿锯片厚度均匀分布的,同时锯片在受到轴向载荷时,端面发生变形会严重降低锯片的加工质量,甚至会引起失稳,为此把锯片当做一个带有厚度的实体模型考虑更加合适.
锯片的辊压是一种材料的弹塑性变形,是一种非线性行为.目前的有限元法可以进行弹塑性非线性静态分析,能够满足精度要求.故采用有限元软件ANSYS10.0对3种辊压方式进行分析,采用的结构单元为SOLID185,锯片的3种辊压方式都采用30°循环对称模型,内孔的径向X,切向Y,挠X轴转动,挠Y轴转动都被约束,锯片的下端面Z方向被约束.锯片径向的网格划分每段长为2.5mm.在圆周方向划分15等份,每份对应的圆心角为2°.有限元分析模型如图4所示.
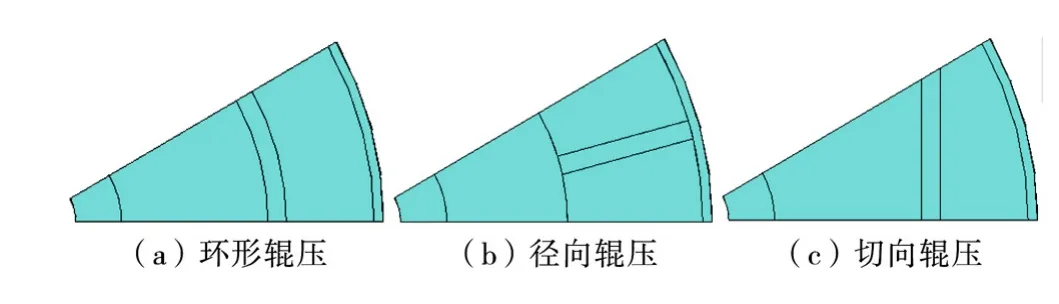
图4 3种辊压方式的30°循环对称模型
2 辊压后圆锯片的应力应变
锯片的辊压过程可以分为两个阶段,第1个阶段是把锯片放在芯轴上,下端面由辊压托盘支撑,然后用压轮对锯片进行辊压适张.第2阶段是辊压完成,把压轮移走.上面辊压的两个阶段,在ANSYS10.0中可以通过施加两个载荷步的形式来模拟.第1个载荷步对锯片施加压力进行弹塑性分析,第2个载荷步删除施加压力对锯片进行残余应力分析.在有限元分析中,施加压力P=1.5×109Pa.在锯片上端面,角度为0°,径向方向从内孔到锯片外圆的路径定义为路径1.有限元的分析结果如图5所示.由图5可知,径向辊压的径向位移都为正值,即锯片在辊压时,从锯片内孔到锯片外圆在径向上伸张.环形辊压和切向辊压在辊压带以内的径向位移为负值,即在辊压时辊压带以内的锯片被挤压,同时由于内孔存在约束,导致被挤压部分不能伸张,使得径向收缩,在辊压带以外径向位移为正值,即在辊压时辊压带以外的锯片受到辊压带的伸展而被挤压,由于锯片外圆没有约束,在挤压力的作用下锯片向外伸张.
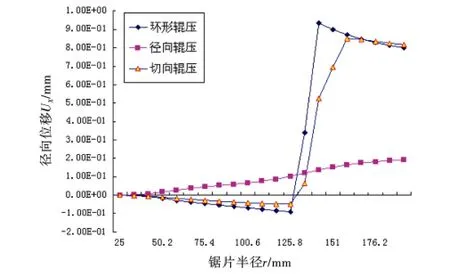
图5 路径1上的径向位移
由图6可知,环形辊压的径向应力都为压应力,先增加后减小.径向辊压的径向应力都是拉应力,先增加再减小,再增加再减小,呈现波浪形.切向辊压的径向应力在辊压带以内都是压应力,在相邻两辊压带的位置,有少量的区域为拉应力,锯片边缘都为压应力.锯片在高速切削工作时,受到离心力和热应力的作用,形成径向拉应力[13].为了维持锯片的稳定性,不能让这些拉应力过大,为此通过辊压引入径向压应力,抵消离心力和热应力的影响.通过对图6分析,径向辊压会增加离心力和热应力的影响,不利于锯片的稳定,而环形辊压与切向辊压可以起到抵消拉应力的效果,增加锯片的稳定性.
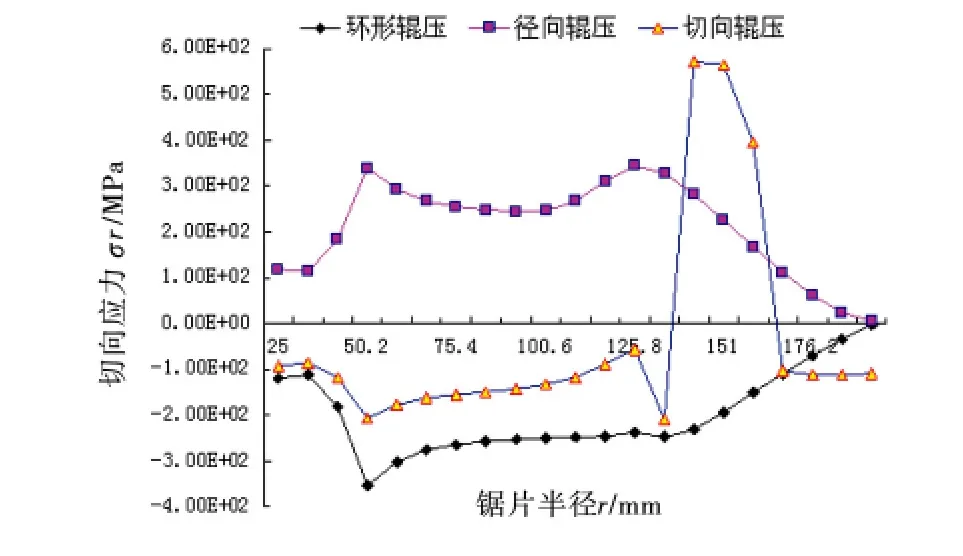
图6 路径1上的径向应力
如图7所示,环形辊压和切向辊压在辊压带附件,端面位移都是正值,说明锯片辊压时锯片翘起,翘起量向两边逐渐减小,在辊压带位置端面被压缩,压缩量较大.径向辊压的端面变形都为负值,说明锯片辊压时锯片下垂,由锯片内孔到锯片外圆逐渐增大.

图7 路径1上的端面位移
从图8中看到,圆锯片在环形辊压时,辊压带以内切向位移为正值,周向向两外侧伸展,辊压带以外,切向位移为负值,周向向两内侧压缩.径向辊压时,在辊压带锯片周向向两外侧伸展,位移较大,同时两个辊压带之间的周向伸展相互挤压,在辊压带以内,周向位移较小,且都为负值.切向辊压时,在辊压带以内切向位移都为正值,锯片在周向方向上向两外侧伸张,同时越靠近辊压带的位置,变形越大,在辊压带以外切向位移都为负值,锯片在切向方向上向内两侧压缩,同样越靠近辊压带的位置,变形越大.环形辊压与切向辊压产生周向位移内部伸长,外部压缩,是因为在辊压带以内,由于辊压使得锯片向内挤压,径向被压缩,同时内孔被约束,导致径向被压缩的部分向周向转移,使得周向向两外侧扩展.辊压带以外,辊压使得锯片向外挤压,由于锯片外边缘没有约束,径向向外伸张,同时由于径向的向外伸张变形远远大于切向向外侧伸张的变形,即切向与径向的变形不协调,使得径向在向外伸张变形时,导致切向向两内侧压缩.
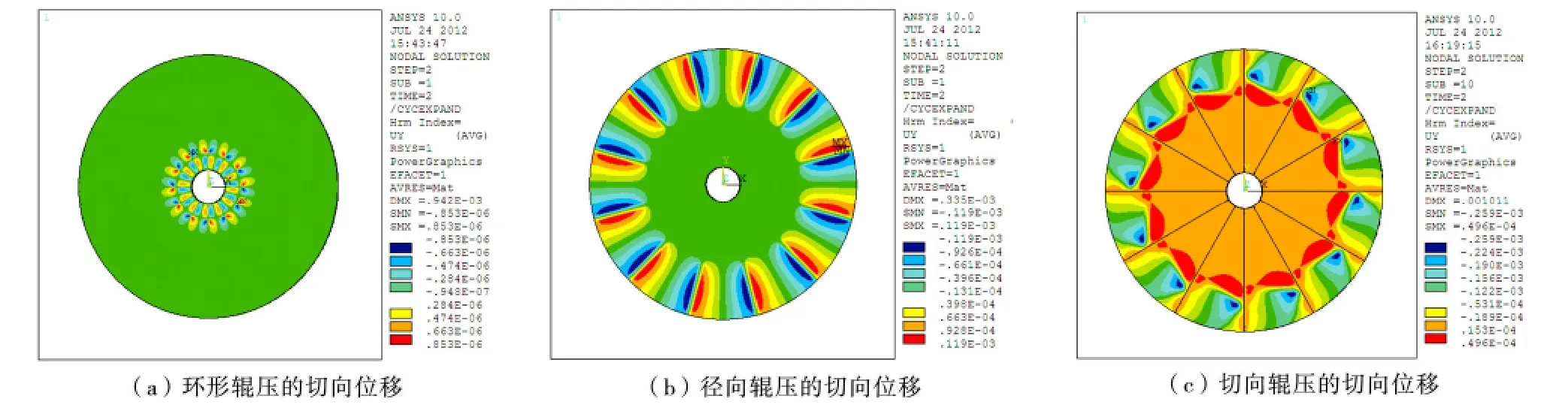
图8 3种辊压方式的切向位移
由图9可知,环形辊压在辊压带以外是切向拉应力,在辊压带以内是切向压应力.径向辊压后,锯片的切向应力整体的分布是辊压半径以内都是拉应力,辊压半径以外几乎为压应力,辊压位置的应力最大,同时在辊压带终止附近存在拉应力,不过区域很小.切向辊压后,锯片在辊压带以内为压应力,由辊压带向内逐渐减小,辊压带以外为拉应力,由辊压带向外逐渐增大,同时由切点位置到终止位置,拉应力也由小逐渐增大.
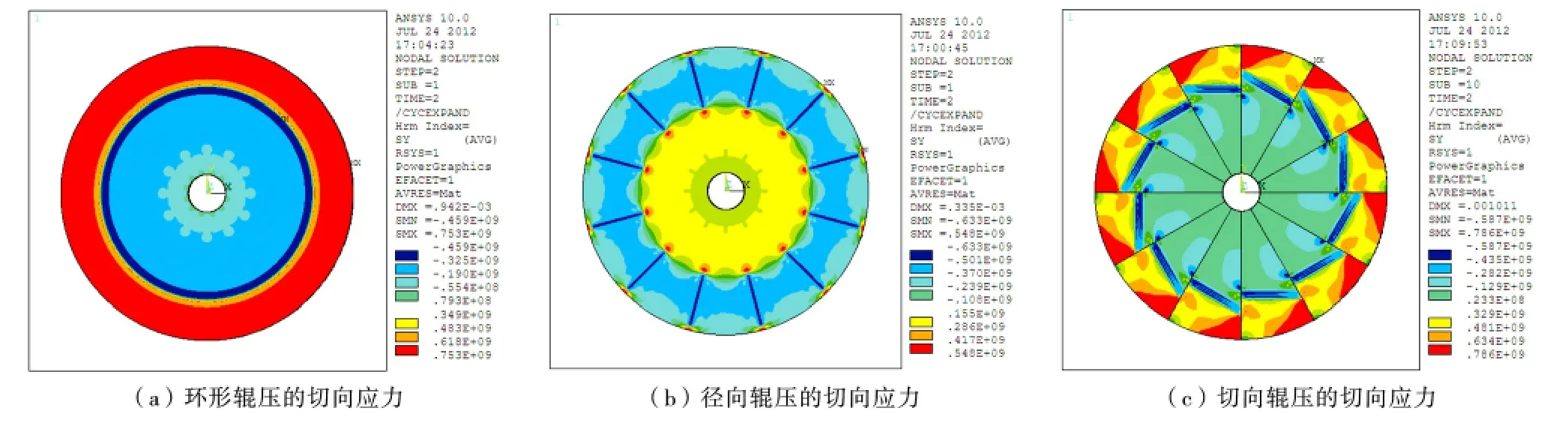
图9 3种辊压方式的切向应力
锯片工作时受到热应力的作用,在锯片形成由锯片内孔的拉应力逐渐过渡到锯片边缘的压应力.同时锯片锯切时锯齿受到径向力作用,在锯片上产生切向压应力.而环形辊压与切向辊压产生的切向应力可以起到抵消热应力和锯齿受到径向力的效果,可以增加锯片的稳定性.径向辊压就没有这个效果,而且还会使锯片失稳.
3 辊压后圆锯片受轴向载荷的变形
锯片辊压后要进行刚度测试,检验锯片适张的程度和锯片的稳定性.刚度测试是把锯片固定在芯轴上,用夹盘夹紧,然后在锯片的边缘施加一个冲击力,并在锯片的一定位置测量锯片的端面变形量.端面的跳动量反映了不同的辊压方式对锯片端面平整度的影响,端面变形量反映了锯片辊压后抵抗轴向变形的能力.变形量越小,说明效果越好.锯片辊压后进行刚度测试,在有限元分析中可以通过施加3个载荷步的形式来模拟.第1个载荷步是在辊压带施加辊压力,第2个载荷步是撤除施加的压力,第3个载荷步是在距离锯片边缘5mm的环形区域施加5 000Pa的压力.在锯片上端面,半径为193mm,角度从0°到30°的锯片边缘定义为路径2.通过有限元分析,得到的端面位移如图10~11所示.
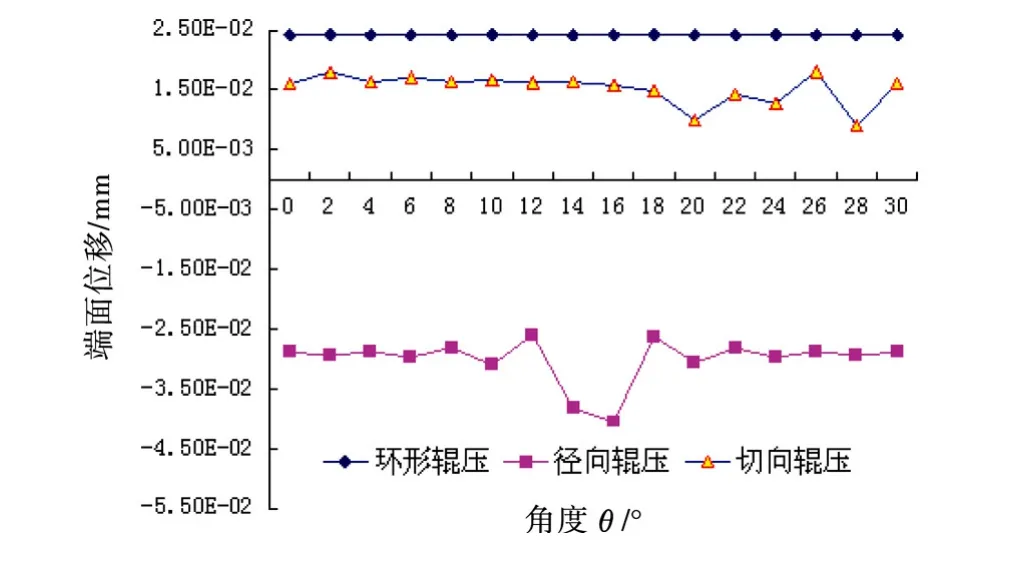
图10 路径2的端面辊压位移
图10为锯片经过辊压后,沿路径2的端面位移.由图知,环形辊压后端面各处位移相等都为0.024 2 mm.径向辊压后端面位移最大值-0.025 9mm,最小值为-0.038 4mm.切向辊压后端面位移最大值0.018 1mm,最小值为0.009mm.
由图11的曲线可得,环形辊压的端面测试位移各处相等都为-0.036mm.径向辊压的端面测试位移最大值-0.084 7mm,最小值为-0.099 4mm.切向辊压的端面测试位移最大值-0.036mm,最小值为-0.047 8mm.
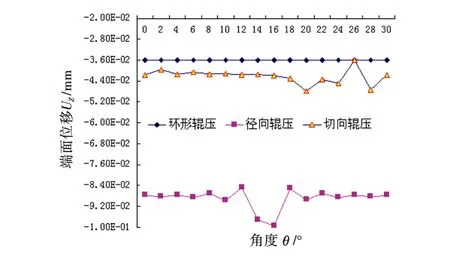
图11 路径2的端面测试位移
为此锯片在环形辊压后,沿路径2的端面跳动量为0,测试的跳动量也为0,辊压与测试的端面变形量为0.06mm.锯片径向辊压后,沿路径2的端面跳动量为0.013mm,辊压与测试的端面变形范围是[0.047,0.074]mm,平均的端面变形量为0.061 mm.锯片切向辊压后,沿路径2的端面跳动量为0.009mm,辊压与测试的端面变形范围是[0.045,0.067]mm,平均的端面变形量为0.056mm.
4 结 论
1)环形、切向辊压产生的径向应力是压应力,可以起到抵消离心力和热应力的作用,增加锯片的稳定性;径向辊压产生的是拉应力不利于锯片的稳定.
2)环形、切向辊压的切向位移是辊压带以内伸张,以外压缩;径向辊压反之.
3)环形、切向辊压产生的切向应力在辊压带以内为压应力,以外为拉应力,径向辊压反之.因此,环形、切向辊压产生的切向应力可以增加锯片的稳定性.而径向辊压就没有这个效果,而且还会使锯片失稳.
4)环形、切向辊压都有较好的平整性,而径向辊压平整性比较差.在锯片的3种辊压效果上,切向辊压锯片的端面平均变形量最小,说明切向辊压有比较好的适张效果.
5)研究表明切向辊压是一种有效的辊压适张方式,可以提高锯片的稳定性.而径向辊压的适张效果不理想,会增加锯片的失稳.
[1] 洪德纯,张莫福.圆锯片适张度处理的实用技术[J].木材加工机械,2000(4):20-22.
[2] 张占宽,习宝田,安静贤.圆锯片轴向多点加压适张及振动模态分析[J].木材加工机械,2002(3):2-4.
[3] 徐 晶.一种获得圆锯片适张度的新技术[J].木工机床,1989(2):48-49.
[4] 范秀丽.圆锯片喷丸适张度处理技术[J].木材加工机械,1989(3):18-19.
[5] 崔 波,杨 冲.圆锯加热适张度的研究试验[J].木工机床,1992(3).
[6] 刘济生.热控圆锯片适张度的理论讨论[J].林业机械与木工设备,1985(5):1-5.
[7] Schajer G S,Mote C D.Asymmetric Tensioning of Circular Saws[J].Holz als Roh-und Werkstoff,1983(4):143-151.
[8] Parker R G,Mote C D.Tuning of the Natural Frequency Spectrum of a Circular Plate by in-plane Stress[J].Journal of Sound and Vibration,1991,145(1):95-100.
[9] Stakhiev Y M.Research on Circular Saws Roll Tensioning in Russia:Practical Adjustment Methods[J].Holz als Roh-und Werkstoff,1999(1):57-62.
[10]Nicoletti N,Fendeleur D,Nilly L,et al.Using Finite Elements to Model Circular Saw Roll Tensioning[J].1996(2):99-104.
[11]唐振雄.带锯条辊压机及其使用技术[J].木工机床,1982(4):33-36.
[12]高永军.金刚石圆锯片基体的失效分析[D].桂林:广西大学,2007.
[13]李 黎.温度场对圆锯片动态稳定性影响的理论与实验研究[M].北京:中国环境出版社,2006:96-98.
