保持架模具铣削方法改进
2014-03-07张丽焕杨五星王振新
张丽焕,杨五星,王振新
(1.哈尔滨轴承集团公司 工具分厂,黑龙江 哈尔滨150036;2.哈轴精密滚子制造有限公司,黑龙江 哈尔滨150036)
保持架模具铣削方法改进
张丽焕1,杨五星2,王振新1
(1.哈尔滨轴承集团公司 工具分厂,黑龙江 哈尔滨150036;2.哈轴精密滚子制造有限公司,黑龙江 哈尔滨150036)
针对保持架模具外形特殊、装夹定位困难、加工繁琐等问题,改进了模具的装夹和加工方法,使加工简化,提高了产品质量和加工效率。
保持架模具;刀具;装夹方法;加工方法;效率
1 前言
我分厂加工的产品中,大部分产品都是给轴承生产配套的工装模具,而很多工装模具外形各异,很不规则,使得装夹定位都很困难,加工起来也很麻烦。为了简化加工、提高加工效率,在长期的工作实践中摸索出一些较方便、较简便的加工方法,并通过设计一些较简单的加工夹具、改进一些加工刀具等,使得很多繁琐的加工变得简单方便,下面具体举出两例加以介绍,仅供参考。
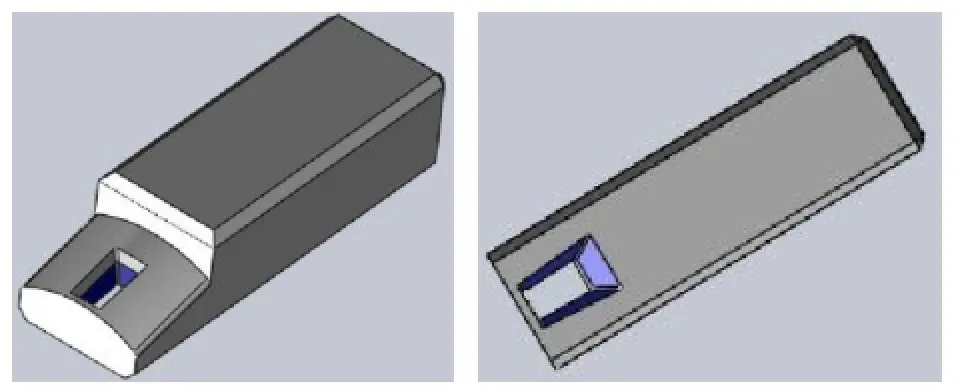
图1 筐形保持架冲孔凹模
2 筐形保持架冲孔凹模漏料孔铣削方法的改进
筐形保持架冲孔凹模如图 1 所示,材料为轴承钢(GCr15),是冲压筐形保持架圆周上等分方孔的模具,冲压加工时冲孔凹模的方孔上部直面部位参与切削,冲下的废料通过下部带有斜面的漏料口排出。
以往冲孔凹模加工漏料孔时需要按上道工序钳工划的参考线找正,先粗钻孔,然后粗铣、再精铣、再将立铣头拨角度、铣三个角度斜面,一个产品需要装夹七到八次才能将各面都加工出来,然而加工出来的产品表面光洁度还不好,连接斜面处比较粗糙,使用过程中漏料不顺畅,有时还卡料,造成漏料孔堵塞,使漏料孔涨裂,出现废品。虽然这种产品看起来加工难度并不大,但加工起来却很繁琐,很耗时,加工出的产品质量也很难保证。这类产品每个月加工一百件左右,如果用立铣刀拨角度加工,按每个产品经粗铣、精铣、清根、四面倒角装夹加工七次计算,就得装夹加工一千多次,非常繁琐,经过反复琢磨,多次实践,设计了一系列与各规格冲孔凹模锥面相适合的斜面垫块,垫在圆锥面下面用来定位;又将键槽铣刀进行了改进,将键槽铣刀切削部分用径磨磨出相应的锥度,用刃磨磨好刃部,使之变成角度铣刀,这样就可以把筐形冲孔凹模两次装夹加工完成,即保证了产品尺寸及光度,又提高了生产效率,还缩短了生产周期。具体的加工状态如图2。
Improvement of milling method for cage mould
Zhang Lihuan1,Yang Wuxing2,Wang Zhenxin1
((1.Tool Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China;2.Hazhou Precision Roller Manufacturing Co.,Ltd., Harbin 150036,China )
For cage mold shape special, the clamping and positioning diff i cult, and processing complicated ,etc., clamping and processing ways were improved to process simplify and improve product quality and processing eff i ciency.
cage mold; cutting tool; clamping way;processing way; eff i ciency
TH133.33
B
1672-4852(2014)01-0034-02
2013-07-25.
张丽焕(1969-),女,技师.
