Φ273 mm三辊连轧管机轧制机架的研制与改进
2014-02-18武莹吴泽波朱殿瑞杨刚
武莹,吴泽波,朱殿瑞,杨刚
(太原重型机械集团有限公司,山西太原030024)
Φ273 mm三辊连轧管机轧制机架的研制与改进
武莹,吴泽波,朱殿瑞,杨刚
(太原重型机械集团有限公司,山西太原030024)
介绍了Φ273 mm三辊连轧管机轧制机架的制造和检验情况,重点对轧制机架的不合格原因进行了查找及分析,并确定主要原因为摆动架(轧制机架的三大主要组成部分之一)的加工缺陷。从加工方法和加工工艺两方面对摆动架进行了改进,使轧制机架的合格率由原来的50%提高到92.3%。
三辊连轧管机;轧制机架;精度检验;摆动架;加工方法;加工工艺
三辊连轧管机的轧管过程主要通过机架的3个轧辊来实现,生产不同直径的钢管需要配备相应规格的轧制机架[1-2],其制造精度决定着钢管产品的质量;因此,有必要用制造实例来研究轧制机架在制造中存在的问题。本文以太原重型机械集团有限公司(简称太重)自主研发并生产的Φ273 mm限动芯棒三辊连轧管机轧制机架为例进行研究。
1 轧制机架的制造与检验情况
太重研制的Φ273 mm限动芯棒三辊连轧管机轧制机架如图1所示。轧制机架由主机架、摆动架和轧辊装置等三大部件组成,轧辊装置安装在摆动架上,摆动架通过销轴安装在主机架上,3个轧辊在机架内呈120°布置[3],孔型调整时摆动架以销轴为支点摆动,机架内的3个轧辊在压下机构和平衡装置的控制下构成一个孔型。1台连轧管机要求配有6套轧制机架,且6套轧制机架中心线与轧制中心线一致[4-5]。
太重先期制造了4架轧制机架,发运到装配现场,在机架标定装置上对其精度进行检查[6]。机架标定装置如图2所示。检查要求为:3个轧辊围绕芯轴抱紧,轧辊与芯轴之间的间隙≤0.2 mm时,即判定三辊中心与机架标定装置中心重合,为合格件;反之则为不合格件。检查结果显示2架机架合格,合格率为50%,不合格的机架返厂处理。
2 轧制机架检查不合格原因分析
2.1 轧制机架缺陷查找
轧制机架的三大部件(主机架、摆动架、轧辊装置)直接影响着轧制机架三辊的中心精度;因此从这三大部件查找缺陷原因。
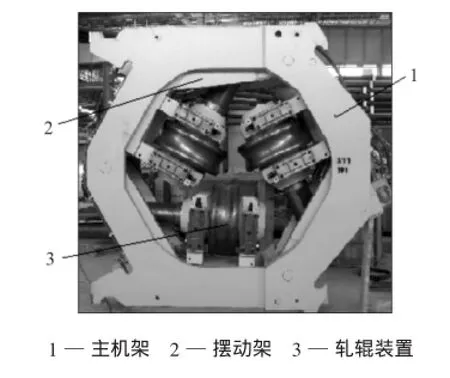
图1 Φ273 mm限动芯棒三辊连轧管机轧制机架
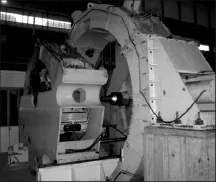
图2 机架标定装置
对现场合格机架编号为1号和2号,不合格机架编为3号和4号,然后将合格机架与不合格机架的三大部件进行互换,再在机架标定装置上进行检验。检验结果:①轧辊装置互换没有改变检查结果,因此排除轧辊装置对机架质量的影响;②由于摆动架的原因,导致3架轧制机架不合格,不合格频率为75%;③由于主机架的原因,导致1架轧制机架不合格,不合格频率为25%。由此可以看出,影响轧制机架质量的主要问题是摆动架不合格。
2.2 摆动架加工缺陷分析
依据经验和实际情况,利用排除法,得出导致摆动架存在缺陷的原因主要有以下3点:①摆动架变形大,零件单薄,精加工留余量大,存在加工应力,易发生变形;②加工时装夹不合理,由于摆动架竖立加工,因而2-Φ112H6孔处于悬空状态,稳定性差,需增加辅助支撑,这便产生了过定位,导致工件变形,摆动架加工时的装夹状态如图3所示;③基准选择不合理,以底面为定位基准,虽然有许多优点,可以一次装夹,同时加工2-Φ112H6孔、铣定位面、镗2-Φ70H7孔,容易保证摆动架各孔、面的形位精度,但是由于2-Φ112H6孔处于悬空状态,系统稳定性差。

图3 摆动架加工时的装夹状态示意
3 摆动架加工缺陷的改进
3.1 加工方法改进
(1)为减少变形,对不重要的加工面采用半精加工,按图纸尺寸要求加工;对重要的面和孔,单边留余量1 mm,并增加振动时效以消除应力。
(2)改变装夹方法,零件侧立放置,按下侧工艺基准面定位,压紧点选择工艺块上方,降低零件高度,稳定性好,不会发生过定位现象。
(3)重新选择基准面,在摆动架侧面两处点焊Φ50 mm×30 mm的工艺块(图4),并将工艺块基准面铣平,要求平面度不大于0.03 mm。

图4 工艺块焊接位置
3.2 加工工艺改进
(1)以侧面工艺基准面定位,选择刚性好的支撑位置压紧,防止压紧变形。
(2)精铣平面,精镗各孔,一次装夹保证孔Φ112H6、Φ70H6的精度和尺寸1 100 mm±0.02 mm、477.5 mm±0.05 mm的精度。
(3)在上平面铣工艺基准面,使平面度不大于0.03 mm。
(4)零件翻转时以上基准面定位,以精加工后的Φ112H6孔为中心找正,找正误差不大于0.03 mm。精镗Φ112H6孔至图纸要求。
改进后的摆动架加工装夹状态如图5所示。通过质量攻关,使摆动架加工质量得到了明显提高。轧制机架装配后,13架机架运到用户现场,在机架标定装置上进行检查,仅有1架机架不合格,合格率为92.3%。

图5 改进后的摆动架加工装夹状态
4 应用前景
5 结论
(1)可采用互换部件的方法对连轧管机轧制机
Φ273 mm限动芯棒三辊连轧管机生产效率高,钢管表面优良、尺寸精度高,是目前世界先进的钢管生产设备之一。以前国内钢管生产企业为了生产多种规格的钢管,全部从国外进口轧制机架,进口机架价格高,交货期长。
太重对该连轧管机轧制机架的制造,成功实现了用国产产品代替进口产品[7-9]。按照一种规格的钢管生产需要2组轧制机架,6架轧制机架为一组进行计算,生产4种规格的钢管就需要48架轧制机架[10-12]。国产轧制机架价格(按人民币计价)为60万元/架,而进口轧制机架价格为120万元/架,仅此项成本就可为钢管生产企业减少投资2 880万元。架进行问题查找,轧制机架的摆动架和主机架的加工过程容易产生加工缺陷。
(2)轧制机架的摆动架变形大、零件单薄,容易由于加工过程中的装夹以及加工基准面的选择不合理,造成摆动架出现加工缺陷。
[1]张旦天,钟锡弟.PQF与FQM三辊限动芯棒连轧管机展望[J].天津冶金,2009(5):13-18.
[2]张良夫.浅谈连轧管机生产技术的发展[J].轧钢,2008,25(3):48-49.
[3]王敏.Ф273Assel热轧无缝钢管机组轧管机力能参数试验研究[J].凿岩机械气动工具,2011(2):19-23.
[4]孙建国,张彩婷.天津无缝钢管厂引进轧管机组轧辊支架国产化[J].天津冶金,2006(3):36-38.
[5]石恩斌,王帅,高美荣.轧管机主机机架的分体设计[J].冶金设备,2012(S1):88-89.
[6]李元德,李国栋,田颖峰.对连轧管机机型选择的探讨[J].钢管,2011,40(2):20-24.
[7]陈勇,李道刚,孙玉成.PQF连轧管机轧制中心线的检测与校正[J].钢管,2011,40(3):50-52.
[8]张良夫,王爱国,徐迎春.国产三辊轧管机生产线的工艺设备特点[J].轧钢,2007,24(2):42-44.
[9]陈江林,夏洪斌.新一代Φ159三辊式限动芯棒连轧管机[J].四川冶金,2009,31(2):26-29.
[10](德)Pehle Hans Joachim.新型三辊组合式轧管机——3RCM的工艺特点[J].郭桦,译.钢管,2003,32(2):51-54.
[11]李群,杨帆,丁德元,等.从MPM到PQF——限动芯棒连轧管机回顾及展望[J].钢管,2007,36(6):19-24.
[12]陈碧楠.三辊连轧管机的发展及分析对比[J].钢管,2010,32(3):6-9.
Development and Improvement of Rolling-stands of Φ273 mm Three-roll Mandrel Pipe Mill
WU Ying,WU Zebo,ZHU Dianrui,YANG Gang
(Taiyuan Heavy Machinery Group Co.,Ltd.,Taiyuan 030024,China)
Elaborated here are the manufacture and check activities of the rolling stands of the Φ273 mm 3-roll mandrel pipe mill,focusing on investigation and analysis of the causes for nonconformance of the stands.It is identified that the main cause is the processing defect of the swing rack which is one of the three major parts of the rolling stand.Accordingly the said rack is modified in terms of processing method and processing technology.As a result,the qualification rate of the rolling stands has been increased from the original 50%to 92.3%.
3-roll mandrel pipe mill;rolling stand;accuracy check;swing rack;processing method;processing technology
TG333.13
B
1001-2311(2014)06-0061-03
2014-04-04;修定日期:2014-09-05)
武莹(1977-),女,工程师,主要从事轧钢、锻压设备的制造工艺研究工作。
