Gleeble 3500热模拟HFW焊接工艺研究
2014-02-18王军谈笑张峰赵建龙苏琬权勇
王军,谈笑,张峰,赵建龙,苏琬,权勇
(1.国家石油天然气管材工程技术研究中心,陕西宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西宝鸡721008;3.长庆油田分公司机械制造总厂,陕西西安710201)
Gleeble 3500热模拟HFW焊接工艺研究
王军1,2,谈笑3,张峰1,2,赵建龙2,苏琬2,权勇2
(1.国家石油天然气管材工程技术研究中心,陕西宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西宝鸡721008;3.长庆油田分公司机械制造总厂,陕西西安710201)
采用Gleeble 3500实验机模拟了HFW焊接过程,研究了焊缝区金属挤出温度及其硬度和组织。结果表明:挤压形变量、挤压应力的波动变化主要与焊缝区金属挤出过程及焊后冷却过程中的相变有关;试验钢碳当量越高,焊缝区金属挤出开始温度就越高,终止温度就越低,不仅影响焊接质量,而且影响生产效率。
HFW;焊缝区;热模拟;碳当量;冷裂纹;硬度;组织
高频焊接(High Frequency Welding,简称HFW)是焊管制造中最常用的焊接方法之一。由于HFW焊管在焊接过程中不用添加填充金属,因此焊接速度快、生产效率高,被广泛用于油气输送和钻采领域[1-3]。然而HFW焊管质量受原材料和工艺等诸多因素的影响,生产质量控制较难,成材率和焊接工艺仍需不断提高和完善[4-6]。热模拟试验不用通过直接焊接,就能方便地模拟出HFW焊接接头不同部位的温度及其组织变化,从而很方便地对焊接接头各特定温度区的组织及性能进行分析[7-9]。
HFW焊接过程经历了组织粗化、在挤压辊的机械挤压作用下焊缝金属挤出以及快速加热与冷却等热力过程,并最终在焊缝中心形成一条宽度为0.05~2.00 mm的熔合线。由于焊接过程的特殊性,造成母材和焊缝区的微观组织差异,从而显著降低了焊缝区的冲击韧性,成为焊管的薄弱环节,因而提高HFW焊管的焊缝性能就成为HFW焊接研究的重点[10-11]。本文采用Gleeble 3500实验机模拟HFW焊接过程,研究不同成分试验钢焊缝区金属的挤出温度及其硬度和组织差异,以期为HFW焊管焊接工艺的制定提供参考。
1 试验材料及方法
采用真空感应炉冶炼了5种不同成分的试验钢,其主要化学成分见表1。
从表1可以看出:1号试验钢微合金元素含量较少,仅含少量的Cr、Mo等微合金元素;2号、3号试验钢除了碳含量不同外,其余化学成分基本相同;4号、5号试验钢分别在2号、3号试验钢的基础上,增加了Mn、Cr合金元素的含量,并添加了0.05%的V。Mn、Cr、Mo合金元素有利于提高试验钢的强度和淬透性,Nb、V、Ti合金元素将以碳氮化物的形式析出,从而提高试验钢的强度和韧性。
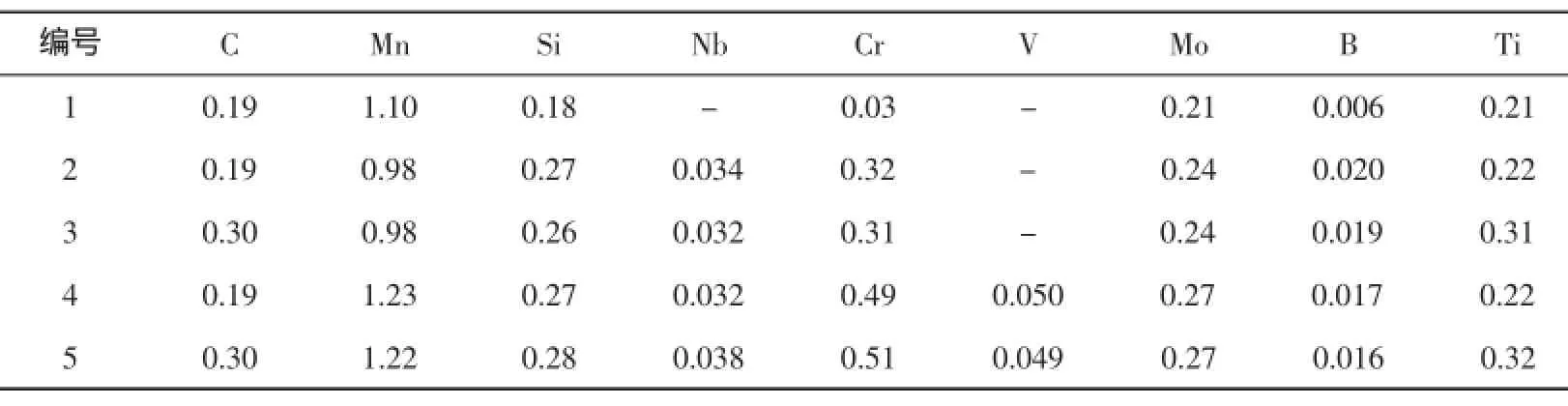
表1 5种试验钢的主要化学成分(质量分数)%
从试验板材上切取Φ6 mm×80 mm的试样,在Gleeble 3500实验机上模拟HFW焊接过程,峰值温度为1 350℃,焊接线能量为16.1 kJ/cm,挤压应力为25 MPa。用Gleeble 3500实验机自带的HAZ软件包来生成热循环曲线,对热循环曲线上的1 350℃、800℃、500℃和模拟终止温度295℃等关键数据点进行离散化,并采集这些关键数据点所对应的时间。图1是HFW焊缝区的热循环模拟曲线,分别为未添加和添加Force项(25 MPa)进行Table控制的焊点处温度-时间曲线。
采集HFW焊接模拟过程中的TC1、Stroke、Force数据,在数据分析的基础上采用双坐标形式对TC1-Stroke、Stroke-Force、TC1-Force关系进行分析;其中,TC1为热电偶焊点处的实测温度,Stroke主要用以表征焊接热循环过程中的挤压形变量,Force主要用以表征焊接热循环中的挤压应力。在Gleeble 3500热模拟实验机上模拟HFW焊接过程,在热电偶处沿轴向或径向将焊接试样切开,并对试样的轴向截面和径向截面进行硬度(HV10)测试与组织观察。焊缝区取样位置如图2所示。
2 试验结果与讨论
2.1 焊缝区金属挤出温度的研究
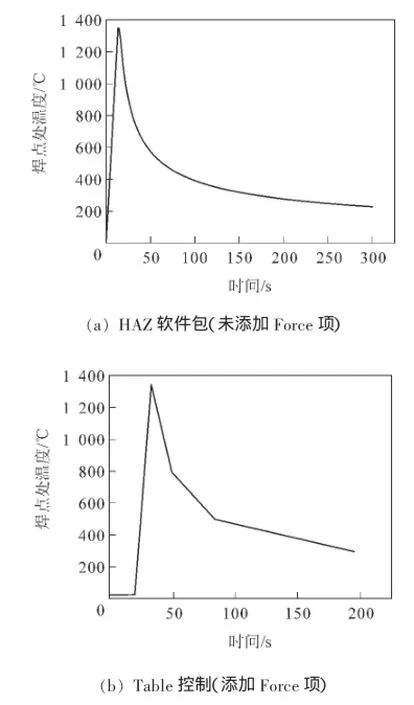
图1 HFW焊缝区的热循环模拟曲线

图2 焊缝区取样位置示意
以1号试验钢为例,对挤压形变量随时间变化的曲线进行分析,如图3(a)所示。可将该曲线分为3个阶段:阶段Ⅰ为HFW焊接热循环的准备过程,在室温恒定挤压应力控制下挤压形变量趋于稳定;阶段Ⅱ前期为模拟HFW快速加热管体膨胀过程,后期为在挤压辊作用下HFW焊接接头形变将焊缝区金属挤出焊缝的过程;阶段Ⅲ为HFW焊接挤压形变冷却后挤压形变量的稳态过程。以1号试验钢为例,对挤压应力随时间变化的曲线进行分析,如图3(b)所示。Gleeble模拟整个HFW焊接过程中,以恒定挤压应力进行控制,但在实际试验过程中挤压应力随时间变化的曲线存在较大波动,也主要划分为3个阶段:阶段Ⅰ为HFW焊接热循环的准备过程,阶段Ⅱ和阶段Ⅲ中挤压应力的波动主要与挤压辊作用下焊缝金属的挤出和HFW焊接热循环冷却过程中相变的发生有关。

图31 号试验钢挤压形变量、挤压应力变化曲线
以1号试验钢为例,对Gleeble模拟HFW焊接热循环中的挤压形变量-挤压应力、焊点处温度-挤压应力变化曲线进行分析,如图4所示。从图4可以看出:除HFW焊接热循环的准备阶段,挤压应力波动变化主要有2个阶段,阶段Ⅰ发生的剧烈波动与挤压形变量相对应,即与焊缝金属的挤出有关;阶段Ⅱ波动变化较为平缓,并且集中在冷却相变温度区间500~1 130℃。因此认为相变导致了挤压应力的波动变化。

图41 号试验钢挤压形变量-挤压应力、焊点处温度-挤压应力变化曲线
分析挤压形变量-焊点处温度关系,可知挤压辊挤压形变HFW焊接接头将焊缝区金属挤出焊缝过程的温度区间。各试验钢的挤压形变量与焊点处温度的变化曲线如图5所示。从图5可看出:1~5号试验钢挤压辊挤压形变HFW焊接接头将焊缝区金属挤出焊缝过程的温度区间(挤出开始温度→峰值温度→挤出终止温度)分别为930℃→1 350℃→1 230℃、1 000℃→1 350℃→1 220℃、1 070℃→1 350℃→1 150℃、1 040℃→1 350℃→1 190℃、1 070℃→1 350℃→1 100℃。
计算可知:1~5号试验钢的碳当量依次为0.421%、0.465%、0.573%、0.557%和0.669%。通过分析试验钢的碳当量、挤压形变量与焊点处温度变化曲线发现,试验钢的碳当量直接影响到焊缝区金属(氧化物)的挤出温度。试验钢的不同碳当量对焊缝区金属挤出温度的影响如图6所示。对其进行线性拟合,可得到焊缝区金属挤出开始温度Ys与挤出终止温度Yf的计算公式:


图5 1~5号试验钢的挤压形变量与焊点处温度变化曲线
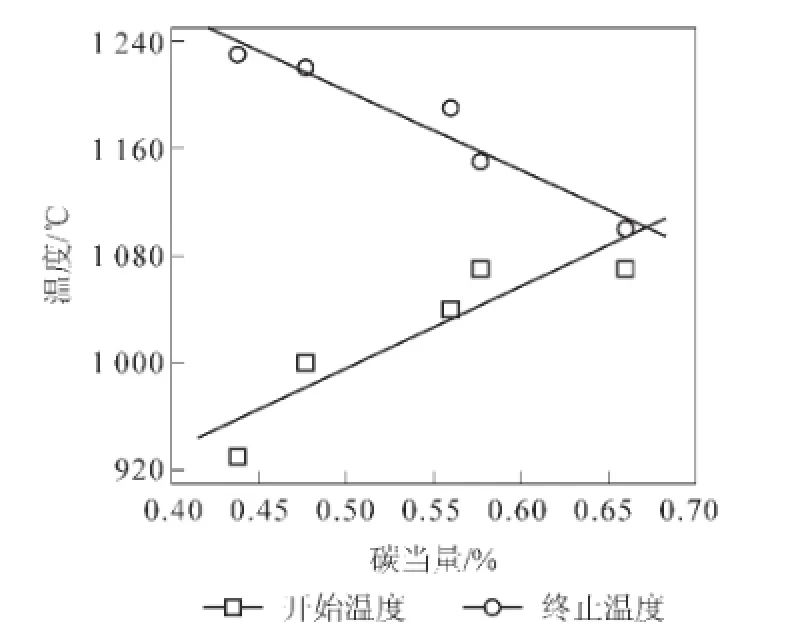
图6 试验钢的不同碳当量对焊缝区金属挤出温度的影响
式中CE——碳当量。
从图6可以看出:试验钢的碳当量越大,焊缝区金属的挤出开始温度越高,终止温度就越低,不仅影响焊接质量,而且影响生产效率。
2.2 焊缝区冷裂纹敏感性分析
HFW焊接过程中,在焊缝区形成了不同的组织,因而焊缝区的硬度分布存在显著差异。国际焊接学会认为:焊缝区的最大维氏硬度大于350 HV10时,焊接性能变差,焊接冷裂纹敏感性变高。1~5号试验钢HFW焊缝区的硬度分布如图7所示。
从图7(a)可以看出:1~5号试验钢焊缝区的径向硬度平均值依次为240 HV10、258 HV10、310 HV10、302 HV10和351 HV10,这与它们碳当量大小的变化趋势基本一致。其中,5号试验钢的硬度为351 HV10,大于国际焊接学会对焊缝区最大维氏硬度值的要求,表明5号试验钢的焊接冷裂纹敏感性较高,焊接性能较差。5种试验钢焊缝区的径向硬度分布比较均匀,不存在明显差异,这说明在模拟HFW焊接过程中试样的径向温度分布比较均匀,因此焊缝区的径向组织也比较均匀。
图7(b)可以看出:1~5号试验钢焊缝区的轴向硬度均呈先升高后趋于稳定的分布趋势。这是因为在模拟HFW焊接过程中,焊缝区存在温度分布梯度,这样就在焊缝区轴向的不同位置形成不同组织,从而导致焊缝区的轴向硬度分布存在明显差异;其中粗晶热影响区的硬度最大(图7b中4 mm位置附近),主要与HFW焊接过程中形成的淬硬组织及微合金元素的析出有关。1~5号试验钢焊缝区的轴向硬度分布与径向一致,其中,5号试验钢轴向的最高硬度为427 HV10,因此具有最高的冷裂纹敏感性,焊接性能较差;1号和2号试验钢轴向的最高硬度分别为259 HV10和276 HV10,因此具有较低的焊接冷裂纹敏感性,焊接性能较好;而3号和4号试验钢轴向的最高硬度相对较大,分别为325 HV10和319 HV10,与国际焊接学会规定的焊缝区最高硬度值350 HV10比较接近,因此3号和4号试验钢的焊接性能较1号和2号差。

图71 ~5号试验钢HFW焊缝区的硬度分布
2.3 焊缝区的组织分布
HFW焊接过程中主要是利用集肤效应、邻近效应和热传导等共同作用,快速加热管坯边缘,然后在挤压辊的挤压作用下完成制管。该过程具有加热速度快、热输入量大、峰值温度高、挤压力大、保温时间短和自然连续冷却等特点,因此距离线能量输入位置由远及近的焊缝区不同位置经历了不同的热循环过程,从而导致焊缝区不同位置的组织和性能存在显著差异。以1、3、5号试验钢为例,分析各试验钢焊缝区的组织分布。
1号试验钢HFW焊缝区(轴向)及母材的组织形貌如图8所示。从图8可以看出:热机械交界区主要为细长的魏氏体和少量的马氏体;热影响区主要为粗大的贝氏体;正火区主要为细小的贝氏体;母材由多边形铁素体和一定量的珠光体组成,具有明显的带状组织特征。
3号试验钢HFW焊缝区(轴向)及母材的组织形貌如图9所示。从图9可以看出:热机械交界区主要以马氏体为主,需要焊后热处理进行改善和消除;热影响区也主要以马氏体为主,并含有少量的魏氏体;正火区主要为细小的贝氏体和准多边形铁素体;母材主要为针状铁素体和贝氏体。

图81 号试验钢HFW焊缝区(轴向)及母材的组织形貌
5号试验钢HFW焊缝区(轴向)及母材的组织形貌如图10所示。从图10可以看出:热机械交界区和热影响区主要以相对粗大的马氏体为主;正火区主要以细化的贝氏体和准多边形铁素体为主;母材与正火区相似,但组织更为粗大。
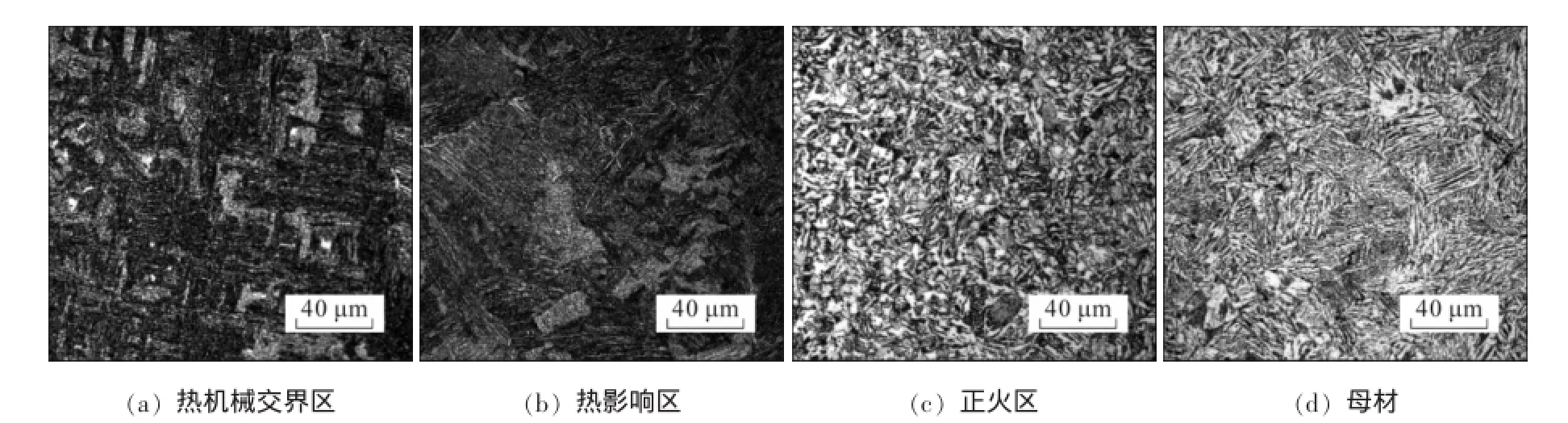
图93 号试验钢HFW焊缝区(轴向)及母材的组织形貌

图105 号试验钢HFW焊缝区(轴向)及母材的组织形貌
综上所述,1、3、5号试验钢HFW焊缝区的热机械交界区组织粗大,并出现魏氏组织和淬硬的马氏体。魏氏组织作为一种恶化焊缝区塑性和韧性的缺陷组织,必须通过后续热处理进行消除;马氏体作为一种淬硬组织加剧了焊缝区的淬硬倾向,在一定程度上也恶化了焊接性能,也需要通过热张力减径或焊缝退火处理进行改善[11]。
3 结论
(1)挤压形变量、挤压应力的波动变化主要与HFW焊接接头经挤压辊作用形变将焊缝区金属挤出焊缝的过程及焊后冷却过程中的相变有关。
(2)试验钢碳当量越高,焊缝金属的挤出开始温度就越高,终止温度就越低。
(3)1号、2号试验钢的焊接性能较好;3号、4号试验钢的焊接性能相对差些;5号试验钢的焊接性能最差,必须通过后续热处理进行改善。
[1]史福忠,马建国,陈燕军.ERW焊管焊缝热影响区性状与焊管质量的相关性初探[J].焊管,2007,30(3):60-62.
[2]李鹤林,张亚平,韩礼红.油井管发展动向及高性能油井管国产化[J].钢管,2007,36(6):1-6;2008,37(1):1-6.
[3]牛娟霞,巨西民,马佼佼,等.我国ERW焊管发展现状及趋势[J].辽宁化工,2012,41(7):712-713,716.
[4]冯大奎,田道建.HFW焊管焊接质量主要影响因素分析[J].焊管,2012,35(2):30-33.
[5]贺飞,尚成嘉,张峰,等.合金设计对高强HFW焊管用钢强度和韧性的影响[J].焊管,2012,35(11):13-16,20.
[6]赵卫东.高频焊管的焊接工艺分析[J].河北冶金,2007(4):58-62.
[7]刘俊松.Gleeble焊接热模拟HAZ编程及应用[J].现代焊接,2012(11):22-24.
[8]赵敏,孙长伟,杜则裕.焊接热模拟技术及其应用[J].焊接技术,1999(4):41-42.
[9]杜敏.P91钢焊接热过程的数值模拟及对接头性能影响的研究[D].天津:河北工业大学,2007.
[10]王军,王燕,张峰,等.焊接套管与无缝套管性能对比研究[J].钢铁钒钛,2013,34(4):99-103.
[11]王军,毕宗岳,张峰,等.HFW焊接套管的热张力减径工艺研究[J].钢管,2013,42(4):16-26.
Research on HFW Process with Gleeble 3500 Thermal Simulator
WANG Jun1,2,TAN Xiao3,ZHANG Feng1,2,ZHAO Jianlong2,SU Wan2,QUAN Yong2
(1.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,China;2.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,China;3.Changqing Petroleum Exploration Bureau Machinery Manufacture Plant,Xi’an 710201,China)
With the Gleeble 3500 thermal simulation testing machine,the HFW process is simulated to analyze the extrusion temperature,hardness and microstructure of weld zone metal.The test result shows that fluctuations of the extrusion deformation rate and the extrusion strain are mainly related to the phase transition of the weld zone metal during extrusion process and the after-welding cooling process.The higher the carbon equivalent of the tested steel,the higher the initial temperature of the weld zone metal extrusion,whereas the lower the final temperature,which not only affects the welding quality,but also affects the production efficiency.
high frequency welding(HFW);weld zone;thermal simulation;carbon equivalent;cold crack;hardness;microstructure
TG444
B
1001-2311(2014)06-0024-06
2014-04-29;修定日期:2014-06-04)
王军(1981-),男,硕士,工程师,主要从事新型油套管开发工作。
