SPC技术在高纯四氟化硅生产中的应用
2014-02-10李丹丹李翔宇郑秋艳张净普孙秋丽
李丹丹,李翔宇,郑秋艳,张净普,孙秋丽
(中国船舶重工集团公司第七一八研究所,河北邯郸056027)
继续教育
SPC技术在高纯四氟化硅生产中的应用
李丹丹,李翔宇,郑秋艳,张净普,孙秋丽
(中国船舶重工集团公司第七一八研究所,河北邯郸056027)
本文以高纯SiF4生产过程中精馏后的HF含量作为质量管理的对象,论述SPC技术在SiF4生产质量控制中的初步应用。
SPC;四氟化硅;控制图;过程能力指数
SPC(Statistical Process Control)源于二十世纪20年代,以美国休哈特发明控制图为标志,是一种用来分析数据的科学方法,并且利用分析结果来解决实际问题[1]。SPC技术在我国普及和推广已有多年,但效果并不理想。国内很多企业在使用SPC技术控制产品的生产流程上不成熟,导致产品不合格率较高,无论是返工还是报废,都会产生较高的生产成本。在全球经济一体化和知识经济的时代,将更加突出地影响到企业的生存和发展。
七一八所从事高纯电子气体的研制工作已有30多年的历史,是国内唯一有能力稳定生产高纯度电子气体的单位,已建立了完善的质量管理体系,产品质量已达到国际先进水平。SiF4在电子和半导体工业中,主要用于氮化硅(Si3N4)和硅化钽(TaSi2)的等离子蚀刻、发光二极管P型掺杂、离子注入工艺、外延沉积扩散的硅源和光导纤维用高纯石英玻璃的原料。当前电子企业对高纯电子气体产品质量高度关注,希望获得稳定的产品。因此,如何运用SPC技术评价和提高SiF4气体的生产能力,从而稳定提高SiF4产品质量,是SiF4生产需要深入研究的课题。本文以SiF4精馏后的HF指标为研究对象,将SPC技术应用于四氟化硅产品的质量控制中,通过SPC对过程质量特性进行实时监测,提高高纯SiF4产品的质量。
1 SPC的基本原理
SPC是一种借助数理统计方法的过程控制工具。在产品的生产过程中,由于受到机加工、原材料、人和环境等外界因素的影响,其加工性能参数是有一定的波动的。SPC技术能够对产品的生产过程进行实时监控,科学的找出影响产品生产质量加工参数的波动,它对生产过程进行分析评价,根据反馈信息及时发现参数波动出现的征兆,使生产人员采取措施消除其影响,将生产过程维持在仅受随机因素影响的受控状态,以达到控制质量的目的[2]。
2 SPC在SiF4生产中的实施
2.1 确定控制对象
选取SiF4精馏后的HF含量作为控制对象,其对SiF4生产的质量影响较大,并且具有易出现问题、波动较大、稳定性较差等特点。
2.2 SPC的实施
2.2.1 数据采集选取七一八所2013年SiF4精馏后HF的含量数据。本文从2013年4月1日开始收集相应的数据,每日收集1个数据,并将相应的数据进行整理,剔除明显异常的点。要求HF的含量控制在小于或等于25×10-6。收集的数据见表1。
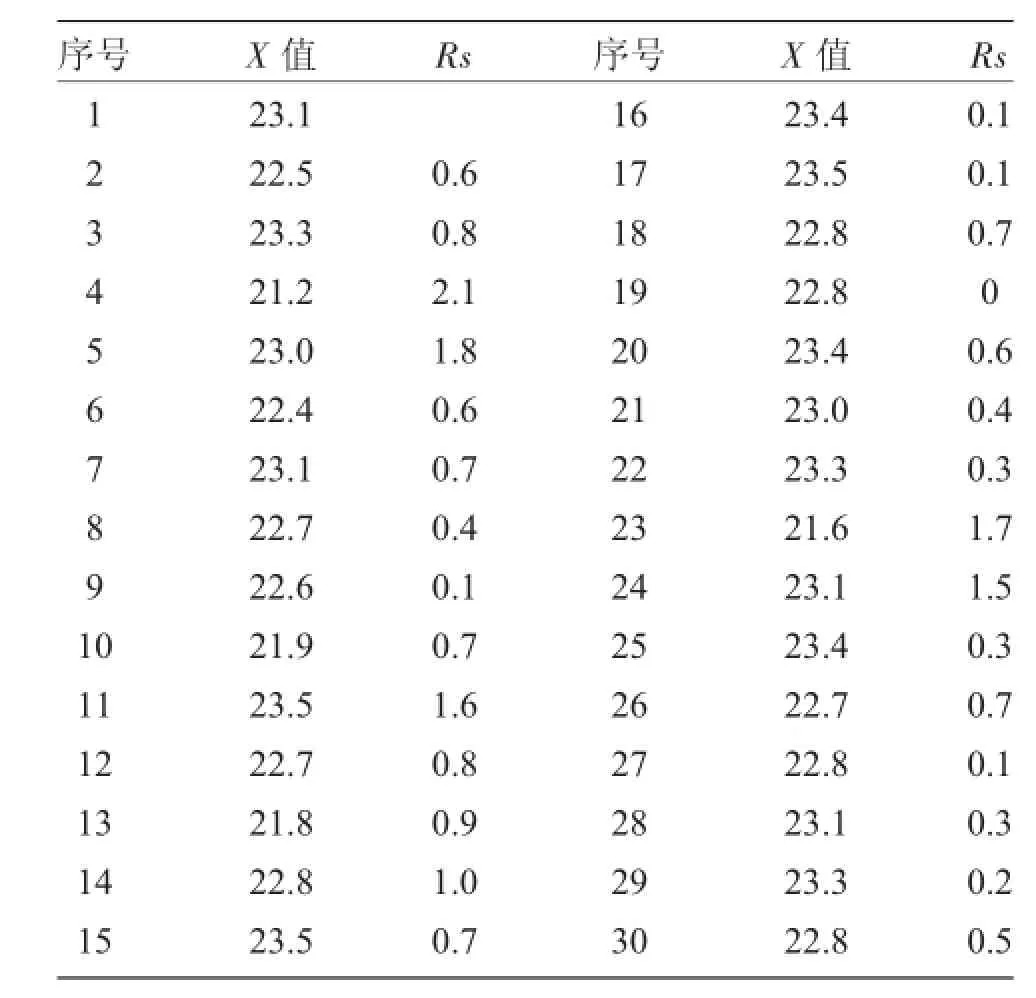
序号Rs 1 2 3 4 5 6 7 8 9 1 0 11 12 13 14 15 X值23.1 22.5 23.3 21.2 23.0 22.4 23.1 22.7 22.6 21.9 23.5 22.7 21.8 22.8 23.5 0.6 0.8 2.1 1.8 0.6 0.7 0.4 0.1 0.7 1.6 0.8 0.9 1.0 0.7序号16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 X值23.4 23.5 22.8 22.8 23.4 23.0 23.3 21.6 23.1 23.4 22.7 22.8 23.1 23.3 22.8 Rs 0.1 0.1 0.7 0 0.6 0.4 0.3 1.7 1.5 0.3 0.7 0.1 0.3 0.2 0.5
2.2.2 平均值(X¯)和移动极差均值()的计算

式中Xi:第i个检测值;Rsi:第i个移动极差;n:检测值的个数。
2.2.3 计算中心线和控制界限
用CL表示控制图中心线,UCL表示控制图上控制界限,LCL表示控制图下控制界限。

2.2.4 控制图的选取及绘制控制图
控制图分为分析用控制图和控制用控制图两种。分析用控制图用于工序开始过程不一定恰好处于稳态,在实施过程控制时首先要将过程调整到稳态;控制用控制图用于待过程调整到稳态后,延长分析用控制图的控制线作为控制用控制图。
在SiF4的生产现场,需要控制的关键参数之一是精馏后HF的含量。气体具有扩散性,其浓度相对比较均匀,为计量型数据,在不同时间间隔所取样品的检测结果相对比较稳定;从采样到分析出检测结果所需时间较长,不能迅速得出结果,影响现场的生产控制,采用单值-移动极差(X-Rs)控制图进行研究和分析比较合适。每个样本组只包含一个样品,即样本大小n=1。绘制X质量控制图及Rs质量控制图(图1),按照控制图的分析和判定准则,即(1)点超出控制限;(2)连续7点在中心线同一侧;(3)连续6点递增或递减。
若满足以上3点中的任何一点,则说明检测数据异常,需要调整控制图;若未发现有检测异常数据,则可用于监控检测过程。
本文所有初始研究数据及移动极差均在上控制线与下控制线之间,可进入下一步。否则转入步骤2.2.1重新开始。

图1HF含量的分析用控制图Fig.1HF content Analysis using Control charts
2.2.5 过程能力评价在本例中,只存在规格上限而不存在规格下限,即精馏后HF的含量越低越好,采用精馏后HF的含量要求值25×10-6作为规格上限值,同时本例中也不存在规格中心M,即过程能力指数与实际过程能力指数相等。所以本例的过程能力指数表示为:

式中TU:规格上限;X:样本均值;σ:标准差。
本例实际计算Cpk为1.16,由过程能力指数Cpk值的评价参考1.00≤Cpk<1.33属于第Ⅲ级[3],可知其过程能力充分,过程处于统计控制状态,可以转入实时控制阶段。过程能力见图2。
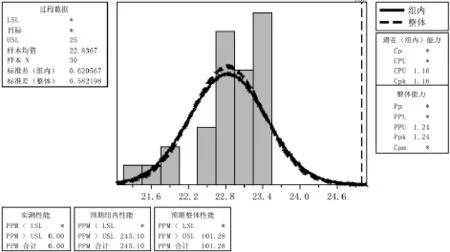
图2 分析用过程能力图Fig.2Analysis using Process Capability chart
2.3SiF4的生产实时监控
由以上结论,将图1的上、下控制线进行延长,进入实时监控。将后续的检测数据进行收集整理,见表2。

表2 X-Rs控制用控制图数据的收集和计算(X值的单位为×10-6)Tab.2X-Rs Control using control chart data collection and calculation(X unit is×10-6)
固定控制线后,将表2的数据按照时间的顺序输入到图1中,在将样本点49输入到图1中,发现单值(X)图超出上控制线(见图3)。
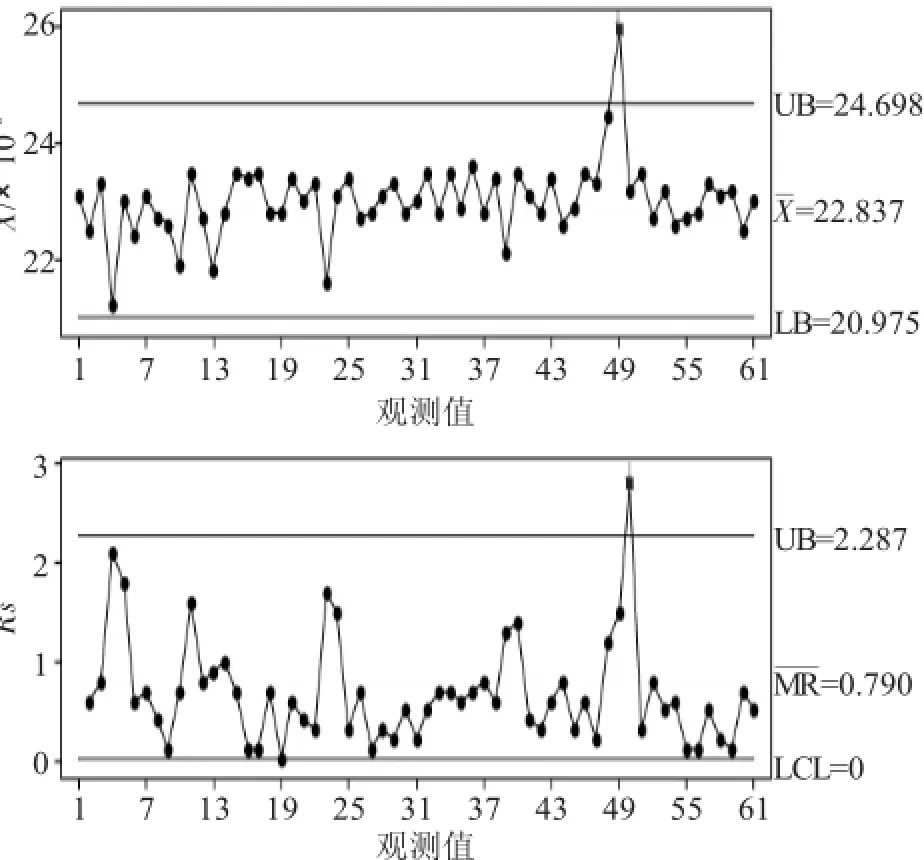
图3HF含量的控制用控制图Fig.3HF content Control using Control charts
由图3表明,SiF4的生产在此时出现一定的异常,于是立即将该情况反应相关负责人,并组织相关人员进行分析、讨论,最终确定是分析仪器的检测数据偏高造成的,先将该分析仪器进行重新标定,并进一步查找分析仪器检测数据偏高的深层次原因,发现分析人员未按正常的周期对仪器进行维护。当将样本点50校正重新输入进去后,X图又恢复了正常。但移动极差(Rs)图在此时亦超出上控制线,这主要是因为在X图中样本点49数据过大,而样本点50数据则趋于均值,两者之差(即移动极差)过于悬殊造成的。当将样本点51输入后,两图均正常。
3 结论
SPC作为国际上行之有效的质量管理技术,正在受到国内越来越多企业的重视和采用,利用SPC技术,可减少生产过程中的异常波动,建立完整的过程加工能力评价系统,提高生产的稳定性。同时,通过一系列措施的实施,将过程能力指数大大提高,提高产品质量。在高纯SiF4的生产过程中,还需进一步拓展SPC应用的范围,如关键设备的参数、原料的质量控制、纯化过程中的精品收集流量等,使SPC技术得到更有效、更广泛的应用。
[1]张美华.浅谈SPC的有效实施[J].电子材料与电子技术,2004(4):34-38.
[2]崔喜权,解治宇.SPC技术在质量管理中的应用[J].矿业工程,2007,(3):9-11.
[3]张公绪,孙静.新编质量管理学[M].北京:高等教育出版社,2003.
Application of SPC technology in high-purity silicon tetrafluoride production
LI Dan-dan,LI Xiang-yu,ZHENG Qiu-yan,ZHANG Jing-pu,SUN Qiu-li
(The 718 Research Institute of China Shipbuilding Industry Corporation,Handan 056027,China)
In this paper,hydrogen fluoride content of high-purity silicon tetrafluoride production after distillation was as quality management objects,was discussed preliminary application of quality control of THe SPC(statistical process control)technology in the production of silicon tetrafluoride.
SPC;silicon tetrafluoride;control charts;process capability indices
TQ127.2
A
1002-1124(2014)01-0015-03
2013-11-04
李丹丹(1984-),女,汉族,助理工程师,就职于中国船舶重工集团公司第718研究所,主要从事高纯电子气体的研究工作。