浅谈TPU注塑制品典型缺陷的形成机理以解决对策
2014-02-09
(派克汉尼汾过滤系统(上海)有限公司,上海201323)
浅谈TPU注塑制品典型缺陷的形成机理以解决对策
葛良
(派克汉尼汾过滤系统(上海)有限公司,上海201323)
TPU材料注塑过程参数process control parameter的合理性直接影响其制品的机械性能、尺寸稳定性、外观等产品技术要求。本文介绍了某款柴油过滤器总成水杯长期存在的尺寸稳定性差等质量问题的分析、解决方法,提高了制品的合格率,为TPU材料制品批量、稳定的加工提供了可以借鉴的经验。
TPU产品开裂尺寸稳定性材料水分比重
1 前言
TPU是一种热塑性聚氨酯弹性体橡胶,材料特性具有硬度范围广(60HA~85HD);承载能力、抗冲击性及减振性能突出;耐寒性突出(通常能达到-50℃,可取代一般PVC因低温脆化而无法应用的各个领域);加工性能好(常见有注塑、挤出、压延等);耐油、耐水性突出。TPU材料广泛应用于汽车部件如防尘盖、踏板刹车器、门锁撞针以及过滤产品总成行业如柴油过滤器水杯等。
TPU材料对加工工艺参数有着严格的要求,只要有一个细小的环节出现偏差就会导致产品机械性能急剧下降、产品尺寸变化不稳定等问题,使生产企业合格率大幅降低。
2 TPU材质制品常见问题
2.1 柴油过滤水杯总成零件
水杯在柴油过滤总成部件中主要起到观察经过过滤后的污染物的多少以方便用户及时地将污染物通过排污阀及时排除和密封的作用。水杯还能集成加热器等零件组成水杯组件,从而保证了柴油过滤器总成能拥有长期稳定的过滤性能以及柴油发动机具有良好的冷起动性能。
上述使用特性决定了水杯零件必须拥有以下两种性能:(1)良好的机械性能以保证能承受内部柴油压力的交替变化;(2)良好的尺寸稳定性以保证永久密封。
2.2 水杯总成零件常见问题
2.2.1 零件尺寸不合格
水杯螺纹尺寸检测不合格,螺纹止规过,见图1。该问题的产生直接导致了柴油过滤器总成安装到柴油发动机后客户进行出厂试车时出现水杯和筒体结合面密封不良的失效模式,使客户的零公里投诉上升,严重时一个月内同一客户就该失效模式投诉了50起之多。
2.2.2 零件开裂
安装螺塞后,水杯开裂,见图2。该问题的产生直接导致了生产线节拍降低、返工数量上升,影响客户的订单交付进度。

图1 螺纹止规过

图2 水杯安装螺塞后开裂
3 问题分析和总结
3.1 问题分析
3.1.1 零件尺寸不合格
收集2个水杯,按照(图3)所标识的尺寸进行为期2个月的跟踪测量。测量结果显示,刚生产完的水杯各项检测数据均符合图纸要求,随着时间的推移,尺寸会渐渐变大直至超出图纸要求(数据见表1)。
3.1.2 零件开裂
将开裂的零件本体取样与材料样块进行红外光谱对比试验发现,两者经过红外光谱检测显示出它的特征峰值与波数基本吻合,可以排除材料本身的问题。
对比开裂零件和完好零件相同的部位,进行了体视镜检查后发现以下3个可疑特征:(1)故障零件裂纹上大下小,表明裂纹从上面开始裂开,见图4;(2)故障零件裂纹上未发现有比较尖锐的角度,表明该裂纹不是受外力产生的,见图5;(3)故障零件裂纹部位材料有熔融痕迹,表明材料受到过高温且在结合时两股材料流体状态存在差异,见图6。
对比完好零件的相同部位,则没有发现有熔融痕迹,见图7。

图3 测量示意图

图4 故障件体视镜低倍照片

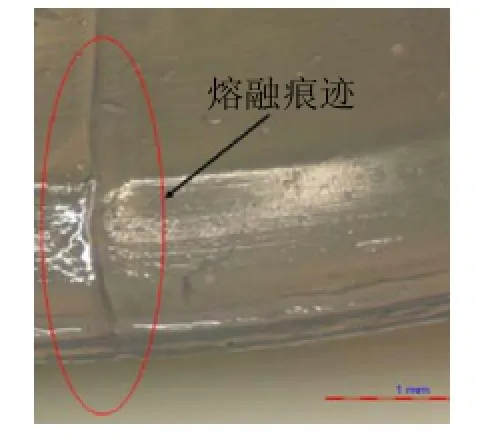
图6 故障件体视镜高倍照片
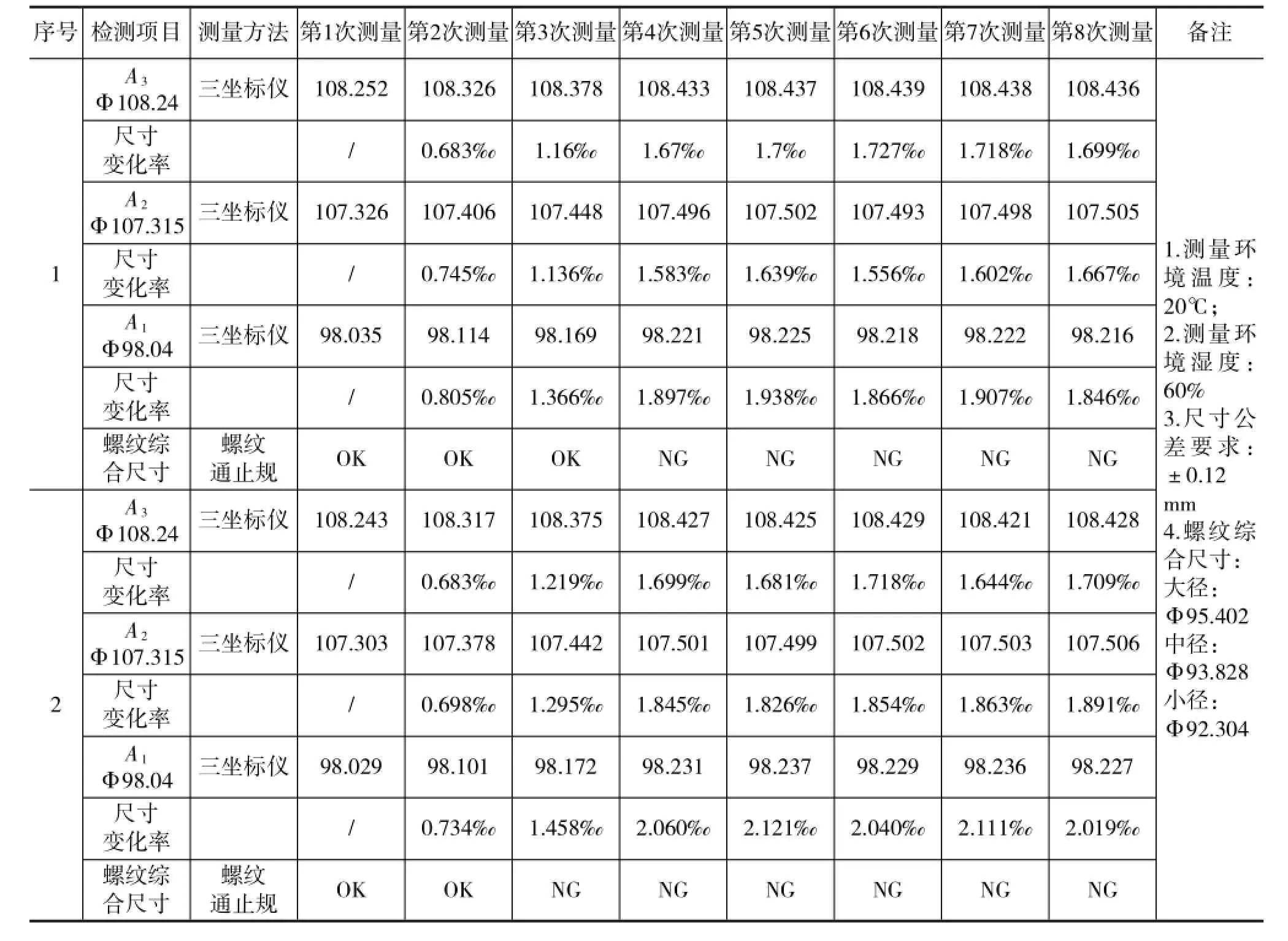
表1 跟踪检测数据

图7 完好零件高倍照片
3.2 问题总结
3.2.1 产品尺寸稳定性差问题
针对测量数据进行理论上的分析。由于TPU材料分子从微观上观察是个长链段,本身是卷曲状的。当注塑时,由于注塑压力,注塑速度等加工条件的作用,其进入模具后呈现拉直的状态;但是分子本身一定会尽量回复成卷曲状,所以高分子材料的收缩不可避免。在合理的加工工艺条件下,链段只会被微小的分离。分离后的链段其中的基团和分子比较多,意味着相斥力比较大,可以撑起比较大的体积和复杂的形状,收缩比较小;随着分子链段的分离,基团数量和分子比较少,那么相斥力也相对减小,体积、形状变化不规律,收缩比变大。合理的加工工艺条件下,成品的尺寸变化率应该在0.2‰至0.4‰之间。然而,经过跟踪测量后,可以明显发现尺寸变化率大大超出了理论值。
3.2.2 产品开裂问题

图8 模具示意图
从零件的注塑工艺、模具结构来看,该裂纹部位在模具里是一个嵌件的结构。出现的熔融痕迹可以充分说明,两股材料流体在汇合时没有很好地结合从而导致了熔融痕迹的产生,见图8。但是,光有熔融痕迹还不足以导致零件的开裂。因为当材料进入模腔,在注塑工艺参数的作用下,分子链段的轻微分离性保证了制品的机械强度和尺寸的稳定性;只有当注塑工艺出现异常,分子链段才会发生严重的分离,导致制品的机械强度出现明显的下降和制品尺寸稳定性的不可控制。
综上所述,零件尺寸变化不受控和零件开裂问题,最直接的原因为分子链段被严重分离。然而导致分子链段严重分离的根本原是因为塑料粒子中的水分在进入模腔前没有被彻底去除。因为只有水分在高温的作用下,会使长的高分子链段缩减成短的高分子链段。高分子材料的物理性能和链段长短有关系且成正比;如果链长很短,那么也意味着物理性能的损失相当大,反之亦然。
查阅材料加工技术手册,TPU材料要求在加工前需要进行干燥处理,以免造成不必要的聚合物降解。加工前充分的干燥对于TPU来说是至关重要的。故TPU原料的烘干设备要求控制干燥空气的露点值,露点必须在-40℃以下。如果干燥机中空气的露点高于-40℃,那么干燥处理将反而会增加树脂中的湿气。对于TPU材料在加工时水份含量(重量)的控制必须低于在0.02%,最好是0.01%以下时,它能够为产品提供非常卓越的综合性能。而如果水分含量超过这个范围,那么在加工时可能会造成TPU材料的严重降解[1]。
4 改进措施以及效果验证
4.1 现行工艺评审
4.1.1 现行注塑工艺参数评审
造成熔融痕迹的产生可以通过调整注塑工艺参数来解决。现行的注塑工艺参数见表2。

表2 现行的注塑工艺参数
4.1.2 现行原料烘干工艺评审
在生产现场对原料烘干后的残留水分进行了检测。结果(见表3)显示原料在现行的烘干工艺条件下水分含量大大超出了材料加工技术手册的建议值。究其原因主要为:
(1)原料预烘桶密封性不良,导致原料在进入烘桶前已经吸附了大量的水分;
(2)原料在烘桶内装的太满。因为,烘料时热气从烘料筒下方往上吹,穿过粒子后从上方排出。当热气从粒子中通过时,会将粒子中的水分不断带出,如果全部装满粒子的话,热气到烘料桶上方碰到冷粒子,水汽会重新冷凝,黏附在粒子表面,造成粒子水分含量偏高。

表3 原料水分残留检测汇总
4.2 改进措施汇总
(1)调整注塑工艺参数,主要调整内容如表4所示。
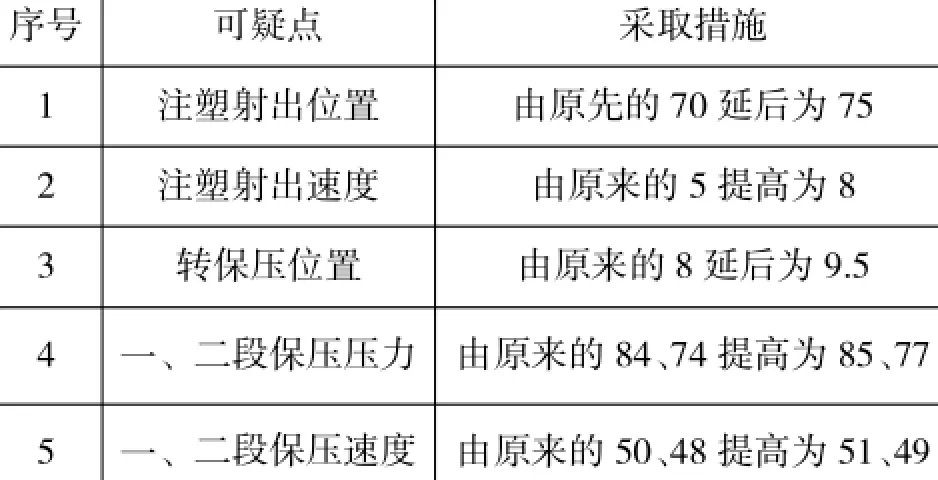
表4 主要注塑工艺参数调整
(2)改进目前的烘料工艺,添置密封性能良好的预烘桶;
(3)通过调整抽料间隔时间,改进目前的烘桶装料数量,使之保持在烘桶总量的70%左右。
4.3 改进效果验证
经过注塑工艺优化后的水杯,经过3个月的连续生产再也没有出现过开裂的问题。改进烘干工艺后,原料的残留水分检测达到预期,结果见表5。
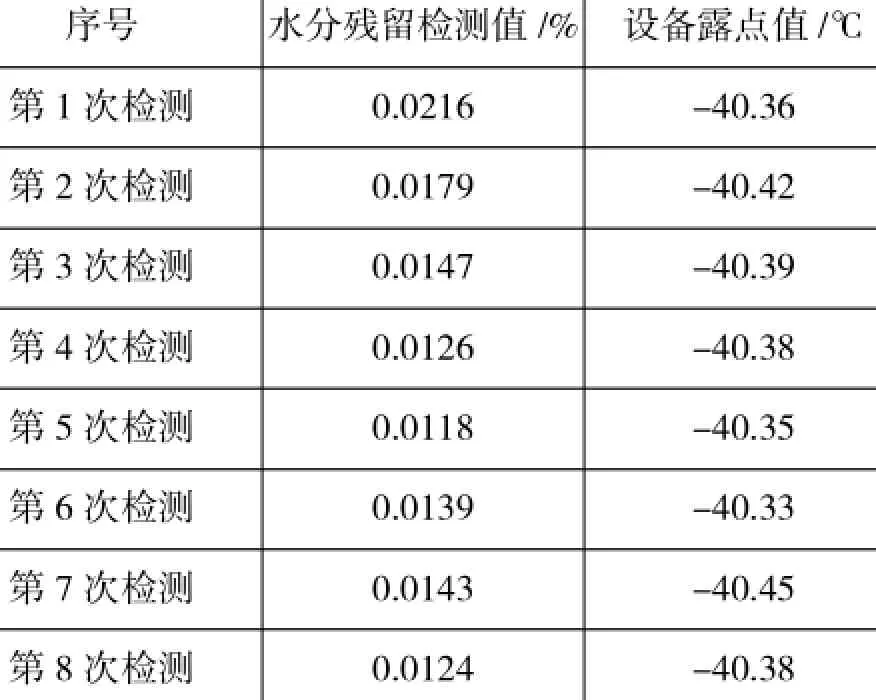
表5 烘干工艺改进后原料残留水分检测
改进烘干工艺后,产品尺寸稳定性提高,跟踪测量结果汇总见表6。
5 结论
经过为期半年的技术、质量攻关,终于使该零件的供货质量水趋于稳定。回顾改进的过程,对于TPU材质的加工特性有了深入的了解。要想获得良好稳定的TPU制品,必须在加工前对原料进行彻底地烘干。一般建议烘干后水分残留控制在0.01%至0.02%之间。总之,在TPU材料的加工工艺中最重要的问题就是干燥!如果没有办法获得彻底干燥的TPU,那么千万别尝试生产TPU材料制品。
1 TPU树脂加工技术手册[R].上海:允圣贸易(上海)有限公司,2007.
Discussion on Defect Formation Mechanism of TPU Injection Product and Countermeasures
Ge Liang
(Parker Hannifin Filtration Products&Systems(Shanghai)Co.,Ltd.,Shanghai 201323,China)
The proper control of process parameters has direct influence on the mechanical properties, dimensional stability and appearance of TPU injection products.A diesel filter cup of TPU injection product has questions of size stability and crack for a long time,which affects the cup quality.Through careful analysis from defect formation mechanism,product dimensions to manufacturing process,the root causes is found and corresponding measures are taken to solve the problems,thus raising the qualification rate of the product.It provides a reference for making TPU products in mass production with stable processing.
TPU,product cracking,size stability,material moisture proportion
来稿日期:2014-04-15
葛良(1981-),男,工程师,主要研究供应商质量控制以及质量改进。
10.3969/j.issn.1671-0614.2014.03.012
