浅析柴油机装配线实现多系列产品柔性化生产的可行性
2014-02-09
(潍柴动力扬州柴油机有限责任公司,扬州225009)
浅析柴油机装配线实现多系列产品柔性化生产的可行性
田大志,邱扬文
(潍柴动力扬州柴油机有限责任公司,扬州225009)
通过对三大系列产品结构分析,研究多种产品在同一装配线实现柔性化生产的可行性。通过设计发动机装配线上的托盘、关键设备的选择和装配工艺的设计使三大产品共线生产得以实现,并保证了产品质量。物流配送系统和物流信息管理系统为柔性化生产实现提供强有力的支撑。三大系列发动机能在同一条装配线上生产,给公司的生产计划、生产组织和人员配置提供了调整的余地,具有更大的灵活性,能更好地满足市场需求,提高竞争力。
柔性化生产线工艺装备物流配送信息化
1 前言
2007年扬柴公司开始启动退城进园的搬迁工作,当时有3种系列柴油机产品,2种是老产品,1种是新产品。在第四设计院的总体设计下,新址的柴油机装配线是3个系列的产品共线生产,还是每个系列产品各建一条装配线,公司内争议很大。三系列产品是否有共线的基础,取决于以下因素:产品的主要结构是否相似?是否具有共线装配的工艺基础(工艺相似、设备和工装能实现共线)?生产物流系统是否支持?投资额度、人力成本等等因素。
2 三系列柴油机柔性化装配的可行性分析
2.1 三系列柴油机产品结构分析
对于中小功率柴油机而言,其结构相似度很高。主要区别是三系列机体的缸心距不同及机体底面到曲轴中心线的距离不同,见表1。

表1 各系列主要差别
2.2三系列柴油机装配工艺分析
2.2.1 装配线生产节拍确定
生产线纲领:三系列发动机年产共10万台。单班工作制,每天8 h,全年250 d,小时产量=100 000÷8×250=50台/h,工艺节拍时间72 s。这是设计节拍时间,未考虑影响装配线产能的人、机、料、法、环等各方面影响因素,作为设计阶段确定设备实动时间和工艺拆分、工艺平衡的参考。生产节拍时间要在生产线运行,各种因素相互磨合后,从人、机、料、法、环等方面不断采取改善措施,最终趋近设计值。
2.2.2 装配线形式分析
4102系列、485系列柴油机已批量生产多年,有较为成熟的装配工艺。未搬迁前分别在不同的厂区的不同生产线上生产。4102系列柴油机装配线由内装线(辊道线)+外装线(反向积放链)组成;485柴油机装配线是采用地拖链的形式,装配小车的支臂可360°旋转,由涡轮蜗杆驱动,不分内外线;4DH产品虽未批量生产,但产品结构与4102系列、485系列相似,可以采用相同的装配工艺。
原有2条柴油机装配线的最大缺陷是定位精度低、装配线上无法使用精确定位的自动检测设备,如曲轴转动力矩的检查、曲轴轴向间隙的检查等,不利于质量控制。
新建装配线要在质量控制方面有较大的提升,拟采用机动辊道加托盘的方式。一般该种形式的装配线要考虑托盘的循环,大多采用环形结构。装配线设有功能性设备:机体180°翻身机、90°翻身机、机体打标志机等,还有用于质量控制的曲轴轴向间隙测量机、转动力矩测量机等,重要力矩控制的拧紧机,对关键零部件的条码进行扫描机,信息保存在数据库中,用于质量的追溯。
2.2.3 工位内容分析和工位数确定
三系列产品的结构虽具有很高的相似度,但是还存在一定的差异。以4102系列柴油机装配工艺为基础,逐道工序对照三系列产品的工序内容,作为三系列产品共线的可行性分析的一个方面,同时提供作为装配线设计的基础材料。在现举例说明,见表2。
因为4102后油封盖采用的是直销定位,为保证油封安装孔与曲轴大端同轴,装配后油封盖时用专用工具、然后用专用铆枪压装油封。485、4DH后油封盖是台阶式定位套定位,用压床将油封压装在后油封盖上后再进行装配。通过三系列装后油封工艺的对照,可以看出工序内容的差异。
对所有工序内容一一进行了以上的比较,综合以前测定的工艺工时,考虑装配工位,返修道岔和预留装配工位,确定装配线的总工位数。柴油机总成装配线线长约160 m。装配线形状为矩形,长68 m、宽12 m。因为各类设备的使用,托盘上的机体在每个工位的姿态都必须是确定的。为尽量减少托盘在装配过程中的转动,在工位内容布置时已确定操作工在内侧还在外侧装配,或内外侧同时设装配工位。新线的设备比较多,需要占用较多的空间位置,为此考虑装配线内、外侧同时设置装配工位。设备的控制部分和供电部分尽量在内侧设置,同步考虑内侧的物流输送和物料的空间,装配线内侧宽度为11 m,将南北两端装配线设计为龙门式结构,发动机在这两段提升到3.4 m以上的高度输送。

表2 三系列柴油机部分总装工序内容分析举例说明
2.3 托盘和设备实现的可行性分析
2.3.1 托盘实现的可行性分析
装配线采用机动辊道加托盘的形式,托盘设计是关键。根据装配工艺流程,机体及半整机(含油底壳)在托盘上有3种定位的状态。上线时机体顶面朝上,用底面的工艺定位孔定位;机体180°翻身后,机体底面朝上,用机体顶面定位孔定位;半整机翻身后,机体的顶面朝上,此后不需要精确定位的设备,可将半整机靠油底壳的两侧边支撑在托盘上。托盘的设计尤为关键,设计的原则是机体的中心与托盘的中心重合;机体底面朝下时,曲轴中心线距离托盘的上平面是同一高度。3种不同机体的顶面、底面定位销的位置,见表3。
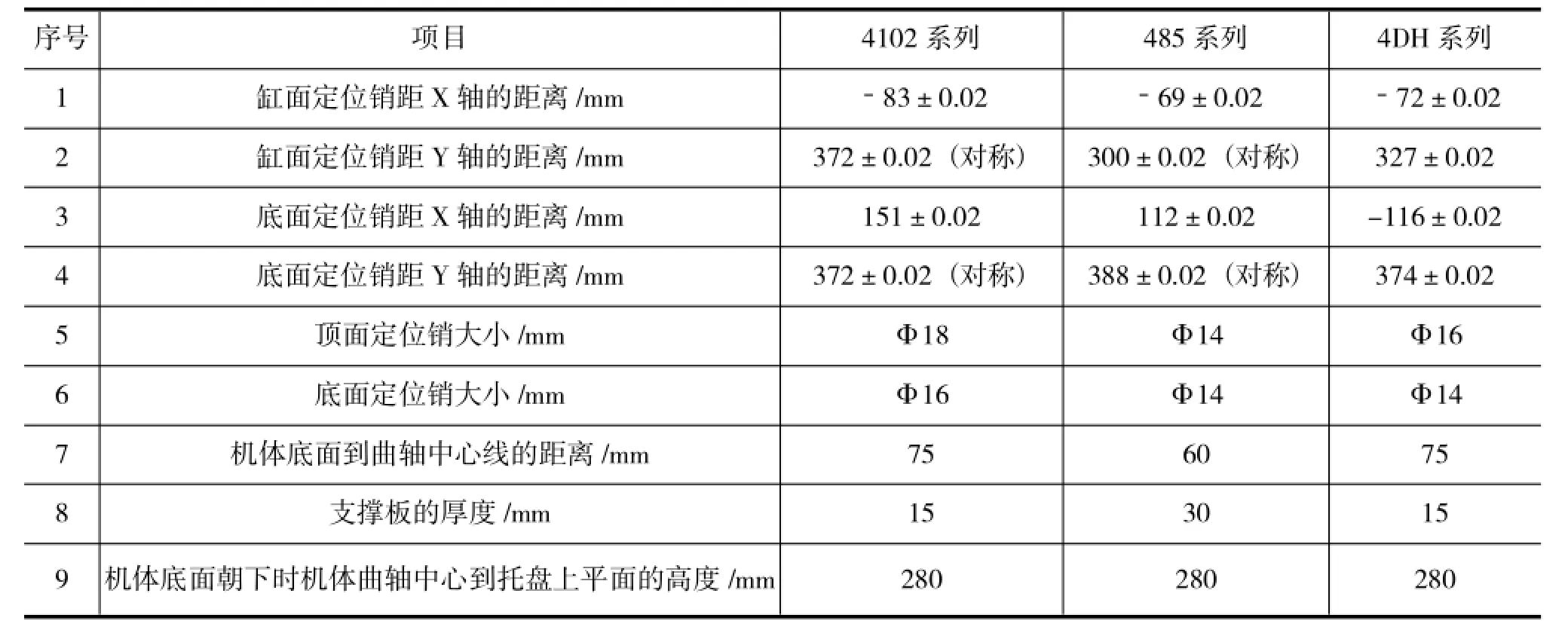
表3 三系列柴油机机体的顶面、底面定位销的位置
使用三维设计,先确定了三系列共用托盘的共用固定支撑柱。从上表数据可以看出,要满足三系列机体定位支撑的要求,需要设计不同尺寸形状的支撑板。共用托盘模型和托盘公共支柱位置、示意图见图1、图2和图3。

图1 共用托盘数模

图2 三系列共用的公共支柱位置图
托盘上3个共用支柱,为上下2段的插拔式连接方式。支柱的下端固定在托盘上,上端与支撑板(包含定位销)用螺栓连接。每次换装不同系列产品时,旋松锁紧块,上端带着支撑板一起拔下,切换插入另一系列机型的支撑板,插到位后转动锁紧块锁紧。采用这样的结构,换系列装配时,只需要增加一个工位,进行支撑板的切换,满足了装配线快节奏的要求。

图3 三系列共用的公共支柱结构示意图
2.3.2 设备实现的可行性分析
三系列机体共用托盘的方案可行,机体在设备中的准确定位就顺利解决了。
三系列机体因高度和外形的差异,在使用机体180°翻身机、90°翻身机、曲轴轴向间隙测量机、转动力矩测量机时,通过设计不同的快捷工装,每个工装都设计有相同位置的定位销和紧固螺栓,采用PLC程序控制。在换型装配时,每个快捷工装只需要松开两颗螺栓就可以进行换装,变换控制旋钮实现控制程序的选择。
三系列机体出厂编号需要打刻在不同的位置,机体打标机设备设有便捷的手动调整装置,自动接收数据的功能,接收不同程序命令以执行不同程序的功能。
主轴承、连杆拧紧机采用悬挂的两轴拧紧机,拧紧的程序只与拧紧扭矩对应,拧紧机有机械结构独立变距功能,可实现多种中心距的手摇丝杠变距。考虑到生产线的节拍,每组螺栓的拧紧时间小于15 s。对缸盖螺栓拧紧,考虑到需拧紧的螺栓数量多,采用一次拧紧,使缸盖变形小,每个系列采用不同的拧紧机,分别悬挂在3个工位上。
2.4 生产物流及物流信息管理系统的支持
通过2.1、2.2和2.3小节的分析可以看出,三系列产品共线装配从技术上论证是可行的。但要使装配流水线生产过程平稳连续,协调、均衡、高效,还需要有一个与之匹配的生产物流系统和物流信息管理系统的支持。
公司从2004年开始已启动实施ERP项目,到2008年开始退城进园,该项目实施了4年多时间。ERP系统已基本能做到:物料编码的准确率达99%,产品BOM结构数据的准确性95%,仓库出入单据与实务日结日清达到95%。采购订单、到货报检单,车间任务单、车间作业工票、提货单、采购发票销售发票等全部进入ERP系统。这也具备了三系列柴油机共线装配的物流配送和物流信息管理的基础。
2.5 三系列柴油机零部件的仓储
发动机有众多零部件构成,要使装配线生产顺利进行,必须要有一定的零部件库存。公司采用了使用占地小、容量大的高架仓库,配合无线射频技术的使用,将货物以托盘为基本数字化管理单位,在托盘上嵌入一个电子标签,每种零部件放置在规定的货位,进货时每托盘的货物信息,通过手持式读写器写入电子标签,用专用叉车输送到定点货位;出货时按清单到定点的货位叉取托盘货物,更新电子标签的货物数量,将货物输送到上线准备区拆包装和上料架,按发动机装机顺序定时、定点、定量发往装配线,实现了货物的先进先出和仓库库存的实时化。
2.6 与三个系列柴油机装配线的相适宜的物流配送方式
2.61 配送方式
配送人员要按当日的生产计划在生产准备区进行拆包装和分拣,然后配送人员按配送作业看板要求用电动牵引车、电动托盘叉车、电动叉车将分拣好的零部件以顺序式或补充式送货上总装线,同时从总装线上回收空箱或料架带回到生产准备区备用。
2.62 配送周期
要按当日的生产计划定时、定点、定量送料到装配线工位,配送到装配线工位的时间间隔一般为30 min配送一次,对某些比较小的零件如螺钉、定位销等可以一次配送一天的量,而对某些体积较大的物料,甚至10 min就要配送一次,总体原则是根据当天的生产计划和装配线的节拍,以及线边的空间来定。
2.7 三系列柴油机装配线物料防错系统的构建
设备的防错在装配线设计时已考虑得比较充分,机体识别检测装置、所有托盘均安装MP数据存储卡,通过读写装置对重要及关键数据进行数据的采集、交换;拧紧机具有扭矩控制和角度控制功能。多系列产品混合的装配线,突出特征为在装配线上同时装配多品种,装配物流呈现以下的特征:由于不同零部件的配送方式,造成各装配工位装配操作的复杂性,另一方面在产品切换时,使问题更加复杂,会造成零部件的错漏装,严重影响产品的质量。物料的防错从以下几个环节进行构建:
(1)技术通知从源头要把好关,保证技术通知的正确性和唯一性;除了自带铭牌的发动机部件,其他因配套厂家的不同,同一功能的零件的形状、大小会有一些变化,为了现场装配时更好地识别零件,需要按公司标识文件的要求在指定的部位做上永久性标识。标识为该零件的物料编码。将技术通知导入公司ERP系统时,保证导入的正确性;技术配套需每年组织力量对多时不供的柴油机的订货号进行整合,减少配置;在ERP系统申请零部件物料编码时,物料定义中,在助记码一栏中填写特性标识零部件的标识要在图样的技术要求中体现,作为进库检验的必检项。
(2)工艺方面,特性标识的组成中需包含零部件的物料编码,便于识别。细化工位的BOP,保证技术状态在生产过程的正确传递。对经常发生的错漏装的失效模式,拍照做成警示牌,提醒操作者;每个操作工位编写档位记录,对该档位所装配的零部件的外观的差异特征进行描述,辅助采用照片的形式将同类不同形状零部件做成目视化文件,将物料编码和该物料装配的订货号对应,指导操作工识别。
(3)物流配送按生产计划和ERP生成的配置配送物料,并在物料架上标明零部件图号及所配装的订货号。
(4)操作者需正确识别零部件,装配前进行核对确认。
3 小结
装配线要实现多系列多品种柴油机柔性化生产,不仅工艺、工装、设备要可行,还需要物流配送系统及物流信息系统的强有力支撑。柔性化柴油机装配线给公司的生产计划、生产组织和人员配置提供了调整的余地,具有更大的灵活性,能更好地适应市场需求,提高竞争力。
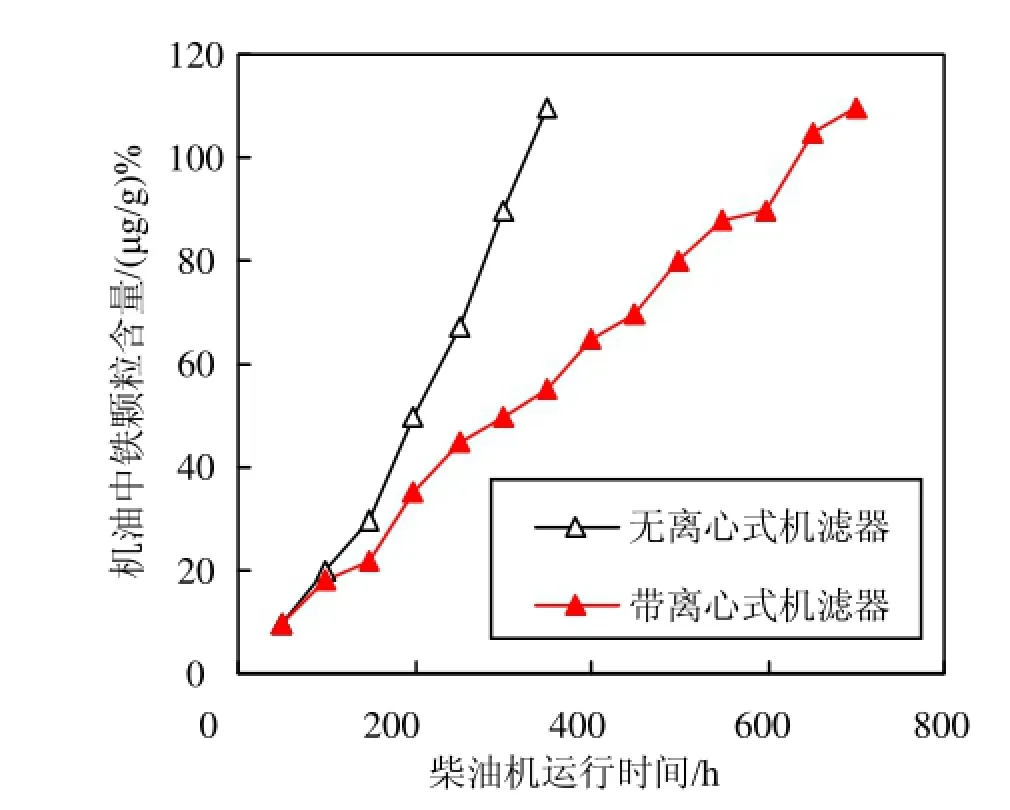
图7 机油中Fe含量增速对比
1 Bowen A D.离心式机油滤清器效果——试验室试验结果和现场使用经验[J].国外内燃机,1992(1).
2杨连生.内燃机设计[M].机械工业出版社,1980.
3曼·胡默尔集团.汽车行业中的过滤技术[M].现代工业出版社,2002.
4罗君,赵高晖,祝兴福.FL115离心式机油滤清器的特性研究与试验分析[J].上海理工大学学报,2007(1).
5 GB/T 7607-2010.柴油机油换油指标[S].中国标准出版社,2011.
Feasibility Analysis on an Flexible Assembling Line for Multi-Series Diesel Engines
Tian Dazhi,Qiu Yangwen
(WeiChai Power Yangzhou Diesel Engine Co.,Ltd.,Yangzhou 225009,China)
The feasibility of three series engines assembled on one assembly line is investigated through detailed analysis of the structures of the three products.The design of a pilot that can support three products, key equipment selection and design of assembly process enable three series engines to be assembled on the same assembling line with good quality.Logistics and information provide great support to the flexible assembly.Such assembling line offers adjustment for production plan,production organization and labor arrangement,thus being flexible to satisfy market demand to improve company's competitiveness.
flexible production line,assembly process,logistics,informatization
来稿日期:2013-10-04
田大志(1963-),男,工程师,主要研究方向为柴油机装试、质量控制。
10.3969/j.issn.1671-0614.2014.03.009
