高功率电解液在锂离子电池中的应用
2014-01-16高桂红王庆杰
高桂红,王庆杰,陈 香
(梅岭化工厂,贵州遵义 563003)
目前,商品化的锂离子电池很难实现高倍率持续放电,主要原因是电池极耳发热严重,内阻导致电池的整体温度过高,容易发生热失控。
为了得到倍率放电性能较好且安全可靠的锂离子电池,在高倍率放电时,一方面应尽量避免电池产生大量的热,另一方面要提高电池的散热速率。前者的改善可从电极材料、电解液及电池设计着手,而后者可通过优化结构来提高散热速率[1],从而提高电池的安全性。
本文作者在现有高倍率体系锂离子电池结构设计的基础上,添加功率型电解液与常规电解液,研究了电解液对电池在中、高倍率下放电时,容量发挥、电压平台等的影响;测试了电解液对电池循环性能的影响;考察了高倍率放电时电池表面温度的变化,初步分析了发热的来源。
1 实验
1.1 实验电池制备
将正极活性物质LiCoO2(湖南产,电池级)、超导炭黑SP(广州产,电池级)和导电石墨KS-6(广州产,电池级)按质量比91.5∶2.5∶2.5混合,以聚偏氟乙烯(厦门产,电池级)为粘结剂(3.5%)、N-甲基吡咯烷酮(NMP,广州产,电池级)为溶剂,制成正极浆料。将负极活性物质石墨(湖南产,电池级)和超导炭黑SP,按质量比92.5∶2.5混合,以丁苯乳胶(山东产,电池级,1.5%)和羧甲基纤维素钠(广东产,电池级,3.5%)为粘结剂、去离子水为溶剂,制成负极浆料。将正、负极浆料分别涂覆在18 μm厚的铝箔(广东产,99.99%)和9 μm厚的铜箔(广东产,99.8%)上,然后在涂布机上三节干燥(75℃、80℃和65℃)、以10.5 MPa的压力辊压,制成正极(0.135~0.140 mm 厚)、负极(0.145~0.150 mm 厚),再裁切尺寸为75 mm×95 mm的极片(不含极耳),每片正、负极片分别约含活性物质2.56 g、1.26 g。以Celgard 2325膜(美国产)为隔膜,按本单位的工艺,制成2680110型电池,额定容量为20 Ah。
加注功率型电解液 A(北京产,99.9%)、B(广东产,99.9%)、C(江苏产,99.9%)和常规电解液 D(江苏产,99.9%)制备的电池,对应编号为A、B、C及D。电解液的主要技术参数见表1。
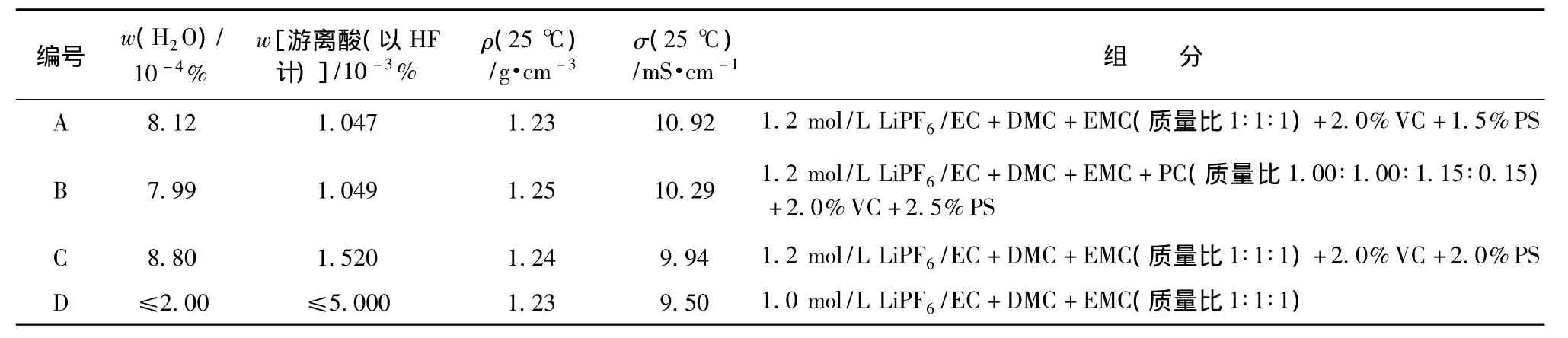
表1 电解液的主要技术参数Table 1 The main technique parameters of electrolyte
1.2 性能测试
用HT-321-40D(5V10A)型电池检测系统(武汉产)对电池进行化成、分容。化成步骤:①恒流0.01 C(0.2 A)充电至3.9 V,在RH≤5%的干燥房内放置;②恒流0.10 C充电至4.2 V,转恒压充电至0.05 C;③恒流0.20 C放电至3.0 V;④按照步骤②、③循环2次。分容标准:容量大于20 Ah。
用RF-T5V100A电池检测系统(山东产)对电池进行中、低倍率性能测试;用VXI综合性能测试系统(四川产)进行高倍率性能测试;用DXA120无纸记录仪(日本产)记录放电时电池的表面温度、放电电压;用BVIR电池电压内阻测试仪(广东产)测量电池的内阻和电压。
循环实验:在室温下,以0.50 C恒流充电至4.20 V,转恒压充电至电流为0.02 C,静置10 min,然后以2.00 C恒流放电至3.00 V,静置10 min;设置循环次数为200次,保护电压上、下限分别为4.25 V和2.95 V。
倍率放电:在室温下,对同一只满荷电的电池按低倍率(1.00 C)、中倍率(5.00 C)和高倍率(10.00 C、20.00 C)的顺序进行放电。
2 结果与讨论
2.1 各电池的开路电压与内阻测试
在满荷电态下测量各单体电池的开路电压和内阻,结果见表2。
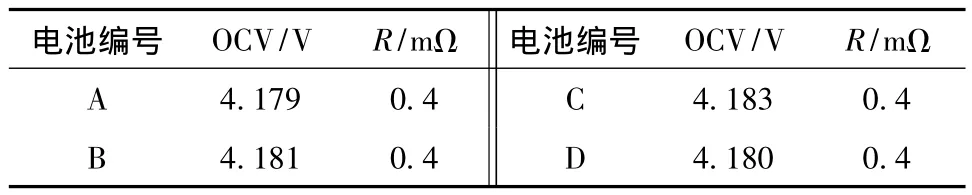
表2 满荷电态电池的开路电压(OCV)和内阻Table 2 Open circuit voltage(OCV)and internal resistance of full-charged batteries
从表2可知,满电、静态的电池,开路电压基本没有区别,内阻相同,表明静态时,各电池的表观性能一致。
2.2 常温1.00 C、5.00 C倍率放电测试
将满荷电态电池在常温下以1.00 C、5.00 C放电,放电曲线见图1,部分参数见表3。放电效率为一定的放电条件下放电至终点电压时,放出的实际容量与额定容量之比。

图1 满荷电态电池的1.00 C、5.00 C放电曲线Fig.1 1.00 C,5.00 C discharge curves of full-charged batteries
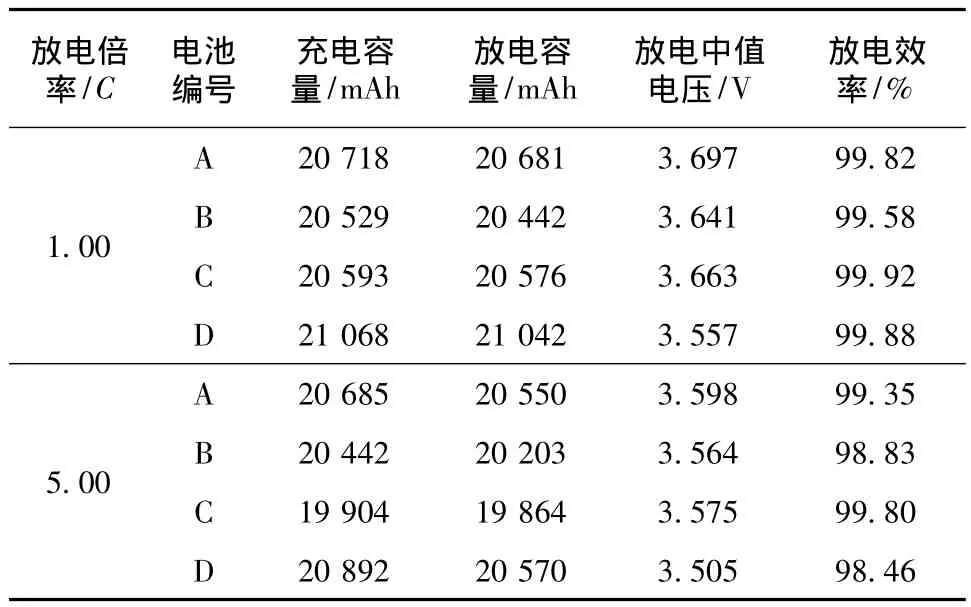
表3 1.00 C、5.00 C放电时的放电容量与充电容量的关系Table 3 Relation between discharge capacity in 1.00 C,5.00 C discharge and charge capacity
从图1可知,电池A、B及C在1.00 C、5.00 C放电时的平台电压平整,放电效率较高,其中电池C的放电效率最高,但与电池D差别不大,电池A、B及C的初始放电电压比电池D高;电池D的电压下降较快,且在相同放电容量下,电压比其他电池约低0.1 V。电池A、B及C的1.00 C放电性能差别不大,绝大部分容量在平台电压以上放出,电压在低于3.5 V后,快速下降,而平台放电容量和放电效率,真正反映了电池容量的可利用率[2]。电池D在5.00 C放电时出现的一个小且不明显的电压低峰,称为低波电压,为3.502 V。在越过该波峰后,电池D的电压逐步上升,并有稳定在3.5 V以上的平台电压,同时,电池D的电压平台偏低。
2.3 常温10.00 C、20.00 C倍率放电测试
满荷电态电池在常温下的10.00 C、20.00 C放电曲线见图2,部分放电参数见表4。在10.00 C恒流放电后,电池B不能充电,因此只进行了电池A、C及D的20.00 C放电。
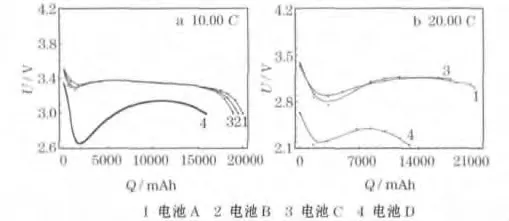
图2 满荷电态电池的10.00 C、20.00 C放电曲线Fig.2 10.00 C,20.00 C discharge curves of full-charged batteries

表4 10.00 C、20.00 C放电时的放电容量与充电容量的关系Table 4 Relation between discharge capacity in 10.00 C,20.00 C discharge and charge capacity
从图2可知,在10.00 C放电时,电池A、B及C的放电曲线比电池D的平滑,但有一个较小的低波电压,电池A、B及C的初始放电电压分别为3.507 V、3.505 V和3.485 V,电池D的初始放电电压为3.350 V,比其他电池约低0.15 V,表明高倍率条件对电池D放电的影响明显。电池A、B及C的低波电压分别为3.327 V、3.302 V和3.270 V,电压平台稳定在3.3 V以上;电池D的低波电压为2.660 V,且有一半的容量在低波电压范围内放出。以20.00 C放电时,电池A、C及D的低波电压分别为2.735 V、2.816 V和2.150 V,电池D的电压一直很低,低波电压范围内的容量基本占放电容量的一半,有一个短时间、较低的平台电压(约2.4 V),放电容量较小,电池A、C也存在低波电压,为2.745 V,有较稳定的平台电压,但平台电压较低,基本上稳定在约3.15 V。
锂离子电池的高倍率放电性能与Li+在电极、电解质及两者界面处的迁移能力密切相关。在高倍率放电的最初阶段,电压迅速下降可能是浓差极化所致[3]。放电电流密度的增加,使电极的孔隙率、表面积相应减少,不利于Li+在电极-电解质相界面层中的电荷传递和电极-电解质相界面层传质过程的扩散,导致电池极化内阻加大,但电导率的增加,欧姆内阻也就减少,低波电压后的抛物线现象就是这两种效应平衡的结果。电池放电过程的内阻不仅决定着电池的过电位,还影响电池的温度。锂离子电池的内阻是由电解液的导电能力、Li+在极片中的扩散能力决定的,电解质的电导率是重要影响因素。大部分文献认为,锂离子电池电解质在常温下的导电能力接近于Vogel-Tamma-Fulcher(VTF)方程[1]:

式(1)中:κ是电导率,S/m;A是固定参数,S;R是气体常数,J/(mol·K);T是溶液温度,K;T0是溶液玻璃化转变温度,K;Ea是阿伦尼乌斯活化能,J。电极的导电能力由Li+在正、负极之间的迁移能力决定,扩散系数D与溶液温度T的关系为[4]:

式(2)中:D0是频率因子,cm2/s;ED是离子扩散活化能,J。分析式(1)、(2),可近似认为温度对锂离子电池的电解液导电能力有较大的影响,因此提高电解液的导电率,是改善锂离子电池大电流放电能力的关键因素。
电池在中低倍率放电时,内阻较小,极化不严重,发热较少,电池温升不高,但在10.00 C、20.00 C放电时,由于极化严重,温升较高(见图3)。
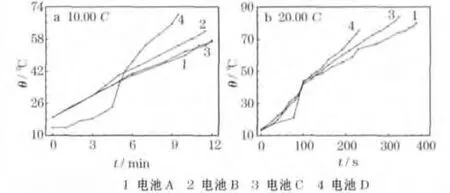
图3 满荷电态电池以10.00 C、20.00 C放电时的表面温度Fig.3 Skin temperature of full-charged batteries during 10.00 C,20.00 C discharge
从图3可知,以10.00 C放电时,电池A、B及C的温度变化呈直线趋势,其中电池B升温较快,电池D升温缓慢,在放电约4.5 min后,升温很快,可能是由于电池D电解液的电导率相对较低,在大电流放电时极化较严重(图2显示电池D的放电电压较低),热量在电池内部大量积累,极片传热速率较慢导致电池表面温度变化滞后,当热量大量传到电池壳外壁后,升温很快。以20.00 C放电时,电池A、C及D在放电过程中,温度呈线性上升的趋势,电池D温度较低,是因为放电时间短;电池A、C的表面最高温度分别为80.0℃和83.8℃。电池A的放电时间比电池C长,但表面最高温度低于电池C,可能是由于电池C电解液的电导率较低,内阻较大,在放电过程中产生的热量较多。电池表面温度和放电时间(可转换成放电容量)基本上呈线性关系,由热功关系式[式(3)]可知,当内阻R与电流I保持不变时,Q与时间t成正比。

锂离子电池在放电时的内阻变化不大,因此表面温度和放电时间(放电容量)呈线性关系。这也说明,内阻对锂离子电池放电时的温升有直接的影响[1]。
2.4 循环性能测试
电解液中某些添加剂的加入能够提高某些性能,并使其他性能降低,因此,研究了电池的循环性能,结果见图4。
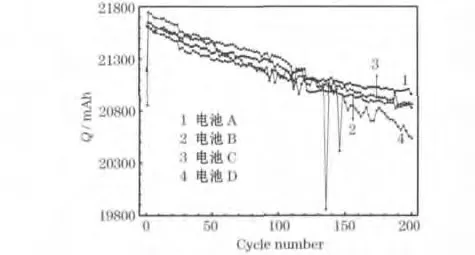
图4 制备的电池的循环性能Fig.4 Cycle performance of prepared batteries
从图4可知,电池A、B及C的首次放电容量偏低,从第3次循环开始,放电容量逐步降低;电池D的放电容量随着循环次数的增加而下降,循环过程中2次“跳水”的现象,可能是测试过程中突然断电所致。电池A的循环性能最好,第200次循环的容量保持率达98.93%,电池B为98.20%,电池C的容量保持率为95.94%,电池D的容量保持率较低,为95.01%。这说明,不同电解液在电池的性能表现上有差别,可能与添加剂成分、杂质含量及水分含量有关[5]。VC可提高电池容量、延长循环寿命,对负极有益,对正极无不利影响[5];PS可抑制电解液中溶剂的还原、提高电池的首次效率循环,但过量会对负极有不利影响[6]。2.0%VC+1.5%PS配合使用,对提高电池的放电倍率和循环性能最好。
3 结论
满电、静态时,添加4种电解液的电池的内阻均较小,表观性能保持一致;以1.00 C、5.00 C放电时,功率型电解液放电效率的优势不明显,但放电电压平台较常规电解液约高0.1 V;以10.00 C、20.00 C放电时,功率型电解液表现出明显优势,倍率性能较好,但倍率性能的好坏与电解液添加剂含量及电解液中杂质控制等有关;高倍率放电条件下,电池的极化严重,导致电池内阻增加产生大量的热,是电池发热的主要来源;功率型电解液仍然保持良好的循环性能。
[1]CHANG Zhao-rong(常照荣),LU Hao-jie(吕豪杰),FU Xiaoning(付小宁),et al.软包装锂离子电池的高倍率放电性能电池[J].Battery Bimonthly(电池),2008,38(4):231 -233.
[2]PANG Jing(庞静),LIU Bo-wen(刘伯文),LU Shi-gang(卢世刚).锂离子电池性能研究现状与进展[J].Battery Bimonthly(电池),2004,34(4):289 -291.
[3]QIN Yu-xia(覃宇夏),LI Qi(李奇),XIONG Ying(熊英),et al.锂离子电池高倍率放电性能影响因素[J].Battery Bimonthly(电池),2009,39(3):142 -144.
[4]Zhang S S.Electrochemical study of the formation of a solid electrolyte interface on graphite in a LiBC2O4F2-based electrolyte[J].J Power Sources,2007,163(2):713 -718.
[5]Reddy T B.电池手册[M].WANG Ji-qiang(汪继强),LIU Xing-jiang(刘兴江)译,Beijing(北京):Chemical Industry Press(化学工业出版社),2013.639-640.
[6]Cousseau J F,Siret C,Biensan P,et al.Recent developments in Li-ion prismatic cells[J].J Power Sources,2006,162(2):790-796.