精密矫直机单轴伺服电机控制方式实验研究
2014-01-15牛玉玺袁国忠
牛玉玺,卢 红,肖 雄,袁国忠
(武汉理工大学机电工程学院,湖北 武汉430070)
精密矫直机采用三点弯曲原理对金属导轨进行挠度测量并矫直,需要完成对金属导轨跨距两端进行夹持固定并且在跨距中心位置进行压力矫直。实现对金属导轨快速精确的夹紧和压力反弯,对精密矫直机压头、夹头和跨距轴伺服电机的控制方式提出了要求。本文主要完成对精密矫直机单轴伺服电机控制方式选型,并且对各单轴伺服电机运行状态和速度曲线进行理论分析,从而提高矫直精度和效率。
1 精密矫直机主体结构和单轴电机选取
精密矫直机的主体结构由压头(A轴)、夹头(C、D轴)和跨距(B轴)三部分组成,(图1),每个部位由相应的伺服电机驱动,实现不同的功能。

图1 精密矫直机主体结构图
其中压头为曲柄连杆机构,通过设定矫直行程,完成对金属导轨的压力弯曲矫直;夹头分为左右两个,完成对金属导轨的夹持固定,并且保证矫直过程的夹紧状态。跨距采用同步带传动保证夹头运行状态的同步,合理确定跨距行程。
一般情况下,伺服驱动器对伺服电机的控制方式有三种:位置模式、速度模式和力矩模式,每一种控制方式都有相对应的控制指令来实现不同的功能[1]。根据实现功能的不同,对压头、跨距和夹头分别配置了不同控制方式的伺服电机。压头电机和跨距电机需要实现对导轨位置的精确控制,减小测量误差,因此选用伺服电机位置控制模式。夹头电机需要对导轨进行位置固定,并且确保矫直过程中导轨反弹力矩不影响夹紧效果,故选用伺服电机力矩控制模式。
2 精密矫直机单轴伺服电机控制方式选型
2.1 夹头电机力矩模式下的位置指令
在对金属导轨进行夹紧时,相应的截面宽度能够通过测量精确获得,通过确定伺服电机旋转位移来确定金属导轨是否处于夹紧状态,选取位置指令对夹头伺服电机进行控制。采用力矩模式下的位置指令,且夹头夹紧位移

s1为夹头零点位置位移;s2为金属导轨截面宽度。
根据上述公式,设想给予伺服电机PR赋值一个S的位置指令后,伺服电机会完成工件的夹紧,参数设置见图2。选取截面宽度为20mm的金属导轨进行实验,验证该方法能否满足夹紧要求。常用的位置指令如下:SH启动电机,指令后添加电机代号确定将代号电机处于启动状态;AC设置电机运行中的加速度,指令后添加脉冲数确定加速度的大小;DC设置电机运行中的减速度,指令后添加脉冲数确定加速度的大小;PR设置电机的相对位置,指令后添加脉冲数确定下一步电机运动的距离和方向;SP指令由于设置各轴独立定位运动中的运动速度;TP查询编码器反馈位置值。

图2 夹头电机力矩模式下的位置指令
当PR赋值为s1-20时,金属导轨有时候夹紧,有时候松动,不能保证夹紧工序的完成;当位移赋值超过s1-20时,夹头夹紧工件后,编码器读取位移信号反馈给伺服驱动器,因为未能达到电机的位移赋值,此时电机会转动,反向力矩阻碍电机的旋转,导致过载,伺服驱动器报错,系统卡死。实验证明,转矩模式下的位置指令不能满足夹紧要求。
2.2 夹头电机力矩模式下的力矩指令
转矩模式下,当金属导轨夹紧之后,电机会自动检测反向力矩的大小并将其反馈给上位机,从而确定工件的夹紧状态。常用的力矩指令如下:CN用于设置极限信号输入、原点开关输入、锁存信号的极性;MO电机关闭,此时控制器不能控制电机运动;OF设置偏置电压,或者返回一个设定的值,抵消放大器的偏移。
力矩模式下,上位机给予偏置电压使电机能够克服偏移电压和本身的阻尼而转动,并且保证夹头能够实现夹紧金属导轨的功能,需要确定偏置电压的赋值大小。精密矫直机夹头电机,系统默认赋值正值电压,夹头松开;赋值负值电压,夹头夹紧。参数设置见图3。

图3 夹头电机力矩模式下的力矩指令
通过对OF进行不同的赋值,确定夹头电机达到夹紧和松开的偏置电压值,从而保证夹头的正常夹紧和松开。实验数据见表1。
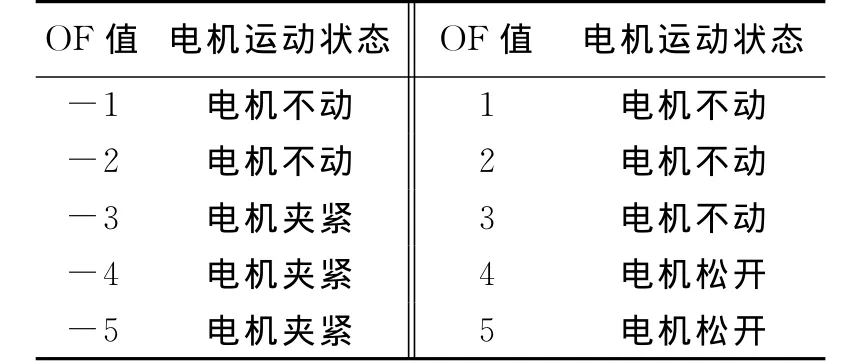
表1 不同OF值下电机的运动状态
实验证明了力矩模式下的力矩指令能够满足精密矫直过程中两端固定夹紧的要求,且矫直过程中不会产生松动。实验结果中夹紧、松开状态偏置电压不同,是因为夹头夹紧后,金属导轨的弹性变形作用一个反向力矩于电机,电机需要相应的力矩来克服此反向力矩。
2.3 压头、跨距电机位置控制模式下的位置指令
精密矫直机基于三点弯曲压力原理进行金属导轨的矫直,矫直过程中压头的下压量以及矫直跨距行程决定金属导轨的矫直精度。就压头电机和跨距电机而言,能够较为精确地到达上位机位移指令相对应的位置,对压头电机和跨距电机的控制方式提出了要求,故选取位置控制模式。参数设置见图4、图5。
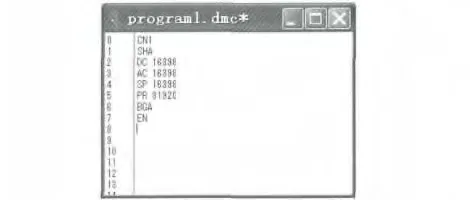
图4 压头电机位置控制模式位置指令

图5 跨距电机位置控制模式位置指令
位置模式下,电机的转速、转角和转矩都受到控制,其中脉冲频率控制转速,脉冲个数控制旋转角度。脉冲频率f与电机转速n(r/min)、脉冲个数p、电子齿轮比G以及电机的旋转角度β的关系如下[2]:

所以,当上位机给予电机一个确定的脉冲量时,电机会接受此指令并且控制伺服旋转的角度,实现位移的精确定位。精密矫直机压头和跨距部分采用齿轮和滚珠丝杠进行传动,为实现金属导轨的批量矫直,需要确定压头和跨距的传动比例。矫直加工过程中,为确保跨距行程和矫直行程的精确,必须准确测量金属导轨的挠度和单轴的传动比例。对于压头电机,当上位机输入脉冲个数n1时,通过压头上方电感笔准确测得该状态下的挠度r1;当上位机输入脉冲个数n2时,挠度为r2,则压头电机发送n2个脉冲时,电机的实际位移公式为

对于跨距电机,两个夹头电机之间通过同步带连接,当上位机给予脉冲个数时,通过精确测量两夹头之间的位置变化即可得出跨距的精确传动比。
实验证明,对于压头电机和跨距电机,位置控制模式下的位置指令能够比较精确地实现对压头和跨距的位置控制,并且通过多次实验能够获得精密矫直机压头和跨距电机的精确传动比例,便于批量生产的实现。
3 单轴伺服电机运行状态和速度曲线分析
精密矫直机单轴伺服电机的控制方式已经确定,研究各个伺服电机的运行情况对提高精密矫直的效率和精度都有极为重要的意义。
3.1 伺服电机力矩控制模式速度分析
对于夹头部位,快速准确的夹紧和松开金属导轨,能够提高矫直的加工效率,所以研究夹头伺服电机在力矩模式下的速度曲线,对提高机器性能和加工效率都要重要的意义。针对夹紧过程,当偏置电压(OF赋值)为-3V时,伺服电机输出额定转矩,此时电机正常运行;当偏置电压设置大于-3V时,则输出转矩将高于伺服电机的额定转矩。但是该电压对应的是实际的输出转矩,并不能控制伺服电机的转速。当实际输出转矩不断增大时,电机的转速也会大幅度提升,电机启动和停止时,都会对电机和金属导轨产生较大的冲击[3],并且容易导致位置偏差,因此需要对伺服电机转矩的最高速度进行设定,从而选取合适的速度,保证电机的运行快速平稳。精密矫直机选用的是安川电机,该电机通过修改Pn407的参数值来修改电机的最高速度。下面针对Pn407参数的不同取值进行实验,从而确定最优值。实验数据见表2。
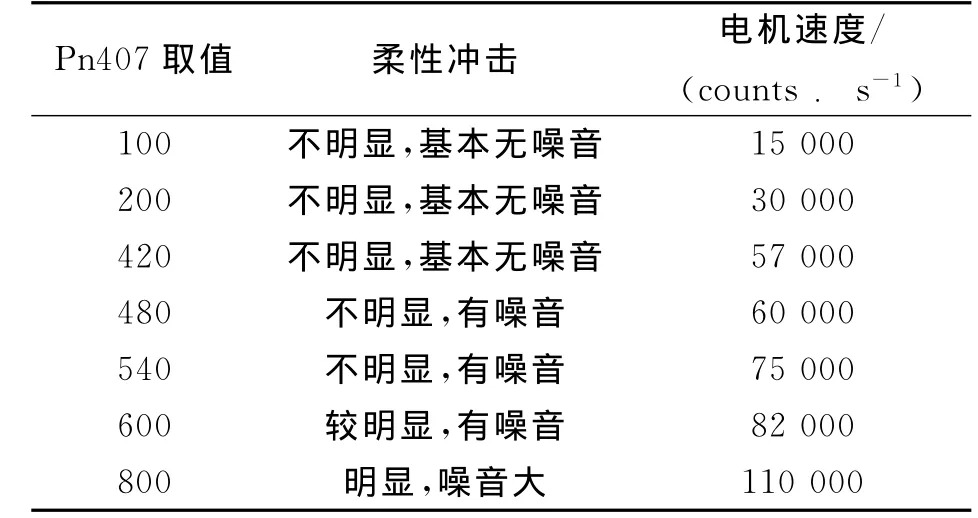
表2 不同限制速度下矫直夹头的各项参数
实验证明了驱动器Pn407的作用,也证明了此驱动器参数下的速度就是伺服电机平稳运动时的速度[4]。针对松开过程,由于工件的不同,只需要根据工件的截面宽度和运行速度,通过设定等待时间来执行停止指令,既可以保证电机的正常松开,又能保证夹头不因为过度松开而影响矫直效率。
3.2 伺服电机位置控制模式速度分析
对于压头和跨距部位,准确定位矫直行程和跨距行程,能够提高矫直的加工精度。位置模式控制下,伺服电机的运行主要有梯形速度曲线和抛物线——直线速度曲线[5]。为保证电机的平稳运行,选择梯形速度曲线作为压头和跨距电机的速度运行曲线(图6)。

图6 电机梯形速度曲线
根据AC/DC指令,设置伺服电机的加速度和减速度,降低加减速度过程的刚性冲击,快速达到平稳速度。为减轻加减速开始阶段的刚性冲击,以及减小指令值与实际值之间的偏差,需要确定电机最合适的速度曲线。实验数据见表3。

表3 不同速度参数下的运行状态
由表3中数据可以得知,加、减速度和速度以及相对位置之间具有某种关系,改变其中任意一个,都会影响伺服电机的稳态[6]运行速度。通过上述运行状态对比可知,选择 AC16384,DC16384,SP8192,不仅能够保证电机运行速度比较高,而且编码器反馈位置稳定且误差最小,故为最佳速度曲线。
4 小结
针对精密矫直机压头、跨距和夹头电机,采用理论和实验结合的方法确定了单轴的控制方式,并且提出了一种精确测量单轴电机传动比例的方法,从而为实现批量生产和提高矫直效率提供了依据。在此基础上对各单轴伺服电机运行状态和速度曲线进行理论分析,确定合理的控制电机速度参数,保证电机平稳快速的完成功能要求,对提高精密矫直机的加工效率和精度具有重要的意义。
[1] 高俊山,沈秀风,闫 哲.交流伺服系统驱动器控制参数的实验研究[J].自动化技术与应用,2009,28(04):62-68.
[2] 刘彩霞.TOM-L5641数控铣床伺服电机的选型与计算[J].包头职业技术学院学报,2014,15(01):24-27.
[3] 谢展强.浅析数控机床驱动技术[J].现代经济信息,2013,10:328.
[4] 邹 宇,向凤红,王剑平,等.交流电机控制策略研究进展[J].电机与控制应用,2013,40(03):30-36.
[5] 王邦继,刘庆想,周 磊,等.步进电机速度曲线的设计与FPGA实现[J].微电机,2012,45(08):67-71.
[6] 蔡桂英,万 丰,李大勇,等.采煤机截割部双电机运行状态分析与研究[J].煤炭技术,2013,32(06):21-23.
