基于触摸屏的模具清扫机械手PLC控制系统
2014-01-18张金姣吴斌方王君明
张金姣,吴斌方,王君明
(湖北工业大学机械工程学院,湖北 武汉430068)
泡沫塑料有良好的减震性,有的具有高回弹性,常用于床垫、沙发坐垫、汽车座椅等方面。经填充、增强等改性的泡沫塑料质轻而耐高温,因而用于航天设备中。本文以某汽车座椅用合绵(一种软质泡沫塑料)生产流水线上的成型模具为对象,阐述具有2个自由度的模具清扫机械手控制系统设计思路。
1 控制要求
该汽车座椅用合绵生产流水线共有30台以一定速度运行的小车(图1),一次最多可以容纳30种不同汽车座椅用合绵成型模具。要求清扫机械手能够自动根据模具的形状和尺寸调节动作幅度与顺序,实现对模具型腔内部的清扫工作;清扫机械手采用触摸屏控制,能够在触摸屏上编辑模具序表,能够用触摸屏控制清扫机械手的所有动作;清扫机械手必须同时具有自动和手动两种工作方式。
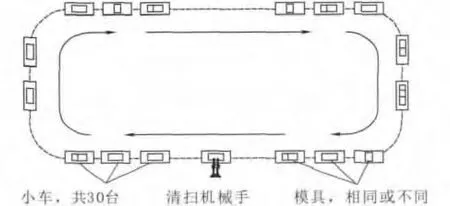
图1 某汽车座椅用合绵生产线清扫机械手位置示意图
2 主要硬件构成
模具清扫机械手控制系统主要由触摸屏、可编程序控制器、控制纵横两个方向直线运动的伺服电机及伺服驱动器组成。
触摸屏型号为MT8104iH,是威纶通科技有限公司生产的新一代人机界面,采用169宽屏设计。其主要性能指标:400MHzCPU,128MB内存,10.4英寸,65 536色TFTLCD,分辨率800×600,使用软件EasyBuilder8000。
可编程序控制器选择日本三菱公司的产品:FX2N-48MT(输入24点,输出24点,晶体管输出型)。FX2N系列PLC是三菱公司近年推出的高性能小型可编程序控制器,其功能强,速度快,质量轻,能耗小,编程简单,配置灵活[1]。
机械手的位置控制采用松下MINASA4系列交流伺服电机MDMA022P1U及配套伺服驱动器MADDT1207003,电机电压220V,额定功率200 W,额定转 速 3 000r/min,编码器 5 线制,2 500(p/r)。松下 MINASA4系列交流伺服电机性价比高,速度频率快,超调整定时间短,可实现快速定位[2]。
伺服驱动器主要参数设置:Pr02(控制模式选择)=0,表示位置控制;Pr04(行程限位禁止输入无效设置)=2,表示CCWL或CWL信号与COM-断路,会发生Err38行程限位禁止输入信号出错报警;Pr40(指令脉冲输入选择)=0,表示脉冲通过普通光耦电路输入;Pr41(指令脉冲旋转方向设置)=0和Pr42(指令脉冲输入方式)=3时,表示指令脉冲输入采用“脉冲+方向”的形式[2],Pr4B(指令脉冲分倍频分母)=1000,表示在Pr48或Pr49=0时电机每转一圈所需的指令脉冲数[3],此值越小,速度越快。另外,Pr04、Pr41和Pr42参数设置值必须在控制电源断电重启之后才能修改、写入成功。
PLC外部接线图如图2所示[4-5]。另外,触摸屏通过RS-232串行通信口与PLC实现通信,通过USB接口从上位计算机下载数据与程序。

图2 PLC外部接线图
3 软件设计方案
模具清扫机械手的控制系统分为手动和自动两种工作方式,采用步进顺控法编程。S1是手动的初始步,由X4激活;S0为自动的初始步,由X5激活,受X轴与Y轴原位行程开关X7和X12限制,即自动控制开始的原始位置:X轴在SQ2处,Y轴在SQ5处。
3.1 手动工作方式
模具清扫机械手的手动工作方式,用于两台伺服电机在系统正式使用前的调试和系统突然出现故障后的回零,以及手动控制吸尘电机的通断与吸尘电磁阀的开合。当X2满足时,通过按钮SB3、SB4、SB5可以对横轴(X轴)进行正转、反转和回原点操作;当X3满足时,通过按钮SB3、SB4、SB5可以对纵轴(Y轴)进行正转、反转和回原点操作;同时,通过开关SA3控制吸尘电机的接通与断开,通过开关SA4控制吸尘电磁阀的开合。
3.2 自动工作方式
汽车座椅用合绵生产流水线上的30台小车最多可以容纳30种不同的成型模具,因为模具的形状、尺寸各不相同,清扫机械手的动作势必不同。因此,在自动工作方式下,首先要在触摸屏中建立30个模具的序表(图3),分别用1~30代表30种不同的模具。该序表要反映汽车座椅用合绵生产线30台小车上模具的安放顺序,即依次通过清扫机械手的模具的顺序。序表中可以是30个同一种模具,也可以是30个完全不同的模具,即使不足30个模具也可以(用0表示未安放模具的小车)。模具序号通过触摸屏依次保存到PLC数据寄存器D201~D230中,按下重置按钮X25,可以对模具序表进行修改或重新设置。
在自动工作方式下,编程的重点和难点就是模具的判定。PLC必须首先判定模具的编号,然后才能控制清扫机械手做出相应的动作,以完成对模具型腔内部的清扫。如图4所示,PLC自动控制部分程序,数据寄存器D300通过X14(小车到行程开关)对依次通过清扫机械手的小车进行计数,计数满30时延时一段时间清零(T10设置时间,比相邻两辆小车通过X14所需时间稍小即可),表示一次循环结束,然后重新计数;将D300中的数据传送到变址寄存器Z1中,通过Z1改变地址(D200Z1)逐一读取D201~D230中保存的模具编号,如果D200Z1中的模具编号为1,则激活步S11,如果D200Z1中的模具编号为2,则激活步S12,依此类推。步S11~步S40是机械手分别清扫1号模具~30号模具动作顺序的起始步。M8000表明只要PLC在运行状态下,就不会停止对经过机械手的模具编号进行判定,而M5由M0和X15(模具到行程开关)相与控制,表明只有小车上有模具且按下起动按钮X23时,机械手才会产生动作。数据寄存器D301中保存的是模具的计数值,该值在触摸屏界面上动态显示(图3)。
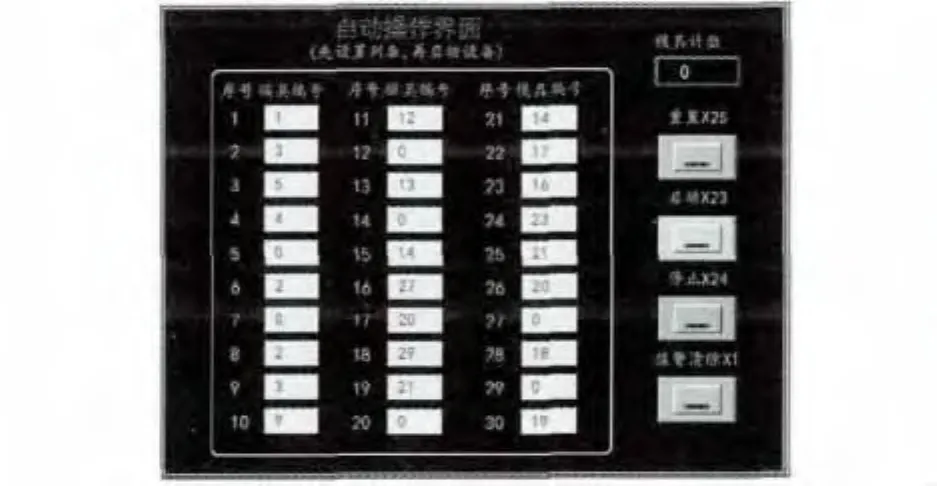
图3 触摸屏自动操作界面
因模具较多,且形状不一、大小不等,程序较长,在此不针对具体模具设计清扫机械手的动作程序。采用步进顺控法,以S11,S12,S13,…,S40作为30个模具步进顺序的起始步,运用DPLSY脉冲输出指令按一定的运动轨迹控制输出脉冲的频率和总数,可以很方便地实现清扫机械手动作的编程。
3.3 报警清除和急停处理
当机械手出现故障,触动X轴前后限位开关SQ1、SQ2或Y轴前后限位开关SQ4、SQ6时,就会触发行程限位禁止输入信号出错报警。这时,按下报警清除按钮SB2,控制Y6和Y11得电120ms以上,就可以清除报警信号。在自动程序前面加上急停按钮X0常开触点控制的主控指令MC和程序结束时的主控复位指令MCR,在紧急情况下按下急停按钮SB1可以使机械手所有动作马上停止。

图4 自动控制部分程序
4 结论
汽车座椅用合绵生产线成型模具的清扫一般安排两名工人一前一后完成。因为流水线小车以一定速度运行,两名工人几乎没有休息时间,加上燥热的工厂环境,劳动强度非常大。用清扫机械手代替工人劳动,不仅使工人从繁重的劳动中解脱出来,而且清扫质量高,速度快,大大提高了生产效率及产品质量,降低了企业成本。
[1] 廖常初.可编程序控制器的编程方法与工程应用[M].重庆:重庆大学出版社,2008.
[2] 卢建刚,陈小飙.Minus A4系列交流伺服电机的PLC控制[J].微计算机信息,2008,24(09):91-92.
[3] 吉 凤.基于PLC与伺服电机控制的机械手设计方案[J].工业技术,2012(24):114-115,141.
[4] 闫 飞.PLC与交流伺服在单轴控制系统中的应用[J].装备制造技术,2012(04):50-51,59.
[5] 刘媛媛,张如萍,张正和,等.基于伺服电机和PLC的工作台运动控制[J].机械工程与自动化,2012(04):126-128.
