触摸屏及组态技术在自动化生产线监控系统中的应用
2014-01-03余峰浩
余峰浩
(武汉船舶职业技术学院,湖北武汉 430050)
随着自动控制技术的发展和对生产效率不断提高的要求,自动化生产线应用越来越广泛。早期的自动化生产线在控制柜上布满了各种控制按钮和状态指示灯,对于比较复杂的控制系统,不仅控制按钮和指示灯比较多,往往还需要对某些生产数据进行设置和监控,这就需要基于触摸屏的人机交互系统。本文以MPS 生产线为例,采用北京昆仑通泰自动化软件技术有限公司研制的TPC7062KS触摸屏及MCGS嵌入式组态软件对其监控系统进行设计。
1 MPS生产线
MPS 是Modular Production System 的 缩写,即模块化生产加工系统。它由上料检测站、操作手站、加工站、安装搬运站、安装站和立体存储站等六站组成,每站均由一台PLC 控制,完成待加工工件的供料、加工、装配和分类存储功能。在生产过程中,除了对生产线各站的工作状态进行监控外,还需统计已加工的不合格工件的数量和已入仓的各合格工件的数量,对生产线进行复位、启动与停止控制等。
2 触摸屏与PLC的连接
TPC7062KS触摸屏采用了7 英寸高亮度TFT 液晶显示屏(分辨率为800*480),电源进线、各通信接口均在其背面,如图1所示。装有组态软件的PC 机与其USB2 口相连,实现组态程序的上载与下载;PLC通过COM 口与其相连,实现触摸屏与PLC 的联机控制。USB1 口用来连接鼠标或U 盘等。
3 MPS生产线监控系统的组态设计
为了实现触摸屏对生产线的监控,必须对触摸屏进行组态设计,即设计监控画面,设置组态元件属性、动画设计以及设置与PLC 通信的变量等。对生产线各站状态的监控实际上是组态系统读取各PLC的某些内部变量的值并显示出来,对生产线的控制实际上是对各PLC 写入某些变量的值。

图1 TPC7062KS触摸屏背面的接口
在进行组态设计之前,需在PC 机上安装MCGS 嵌入版软件。运行该软件,点击新建工程,对工程基本参数进行设置后,会出现“工作台”对话框,包括有主控窗口、设备窗口、用户窗口、实时数据库、运行策略等五个选项。选中设备窗口,双击设备窗口图标,进行设备组态,在通用串口父设备0下添加设备0-[西门子_S7200PPI],并对该设备的基本属性进行设置,如图2所示,在右边窗口内添加连接变量、通道名称等,这也是组态的核心设置之一,应根据生产线监控的需要进行设置添加。

图2 设备编辑窗口设置
在完成设备串口组态设置后,选中用户窗口,进行监控主画面的设计,这是组态设计的重点。根据MPS生产线的特点和监控的要求,我们将整个画面分成三个区域,即各站状态监控区、工件信息显示区、联机模式控制区,如图3所示。各站状态监控包括是否已上电、是否处于联机模式、是否已复位完成、是否处于运行状态等,其中上料检测站和安装站还需显示大工件和小工件的颜色。工件信息显示区主要有显示钻孔不合格工件数量,立体存储站中各列已存放工件的数量,以及每个仓位能存放的工件数量进行设置,每列工件若已存放满,旁边的报警灯会亮。在联机模式区,主要含有黄色报警灯、红色报警灯和网络故障指示灯的显示,全线是否已完成复位和是否处于正常运行状态,以及包括有启动、复位和停止按钮,单机/联机切换按钮等。

图3 MPS生产线监控系统主画面设计
图3中各红色指示灯(默认颜色为红色,可以通过设置其属性改变其颜色),反映的是某种状态,是通过在设备窗口设置的连接变量与PLC 内部对应变量相连接,当PLC的相应变量值发生变化时,指示灯颜色也会跟着变化,如上料检测站上电指示灯,其设置方法如图4所示。
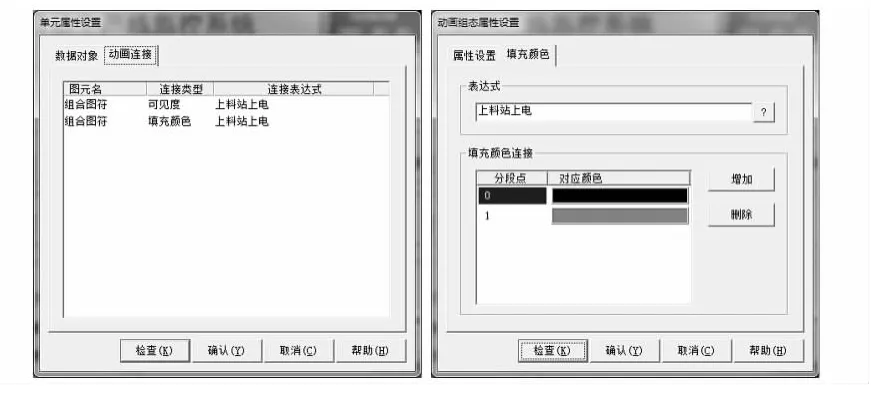
图4 上料检测站上电指示灯组态属性设置
图3中的启动按钮、复位按钮和停止按钮,通过对其按下、弹起属性进行设置,如图5所示,对于启动按钮,在操作属性中“抬起功能”里,选择“数据对象操作”,对“触摸屏启动按钮”选择“按1松0”选项设置,其余按钮也是类似的设置。通过这些设置,可以实现触摸该按钮对生产线进行启动、复位或停止控制,这当然也需在PLC 程序中添加这些按钮对应的变量,才能实现。
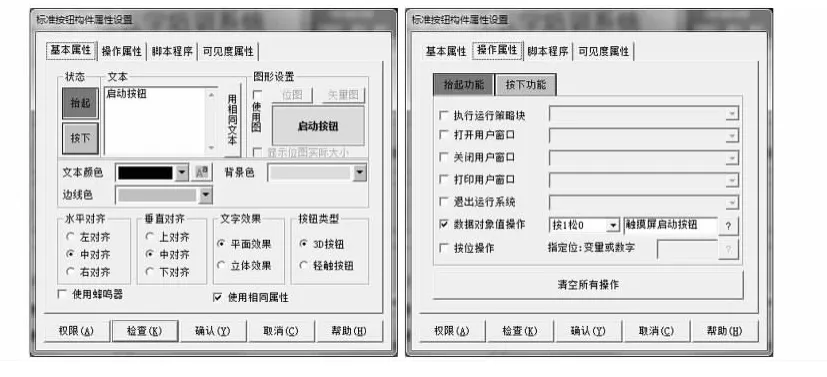
图5 按钮控件的属性设置
4 运行结果与小结
组态设计完成后,通过下载线下载至触摸屏,进行运行调试(各站PLC程序已编写完成),运行结果如图6所示。通过实践表明,触摸屏及组态技术可以很好对自动生产线运行状态进行监视以及对运行过程进行控制。
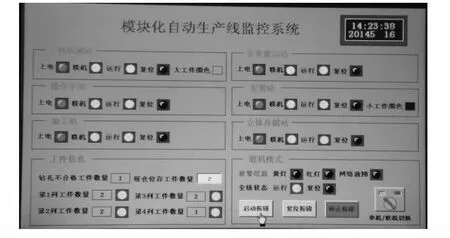
图6 MPS生产线监控系统运行图
1 章国华,等.典型生产线原理、安装与调试(西门子PLC版本)[M].北京:北京理工大学出版社,2009
2 张文明,华祖银.嵌入式组态控制技术[M].北京:中国铁道出版社,2011
