基于金属扣合法的某轮机械故障的修复
2014-01-03陈红彬江元河
陈红彬 江元河
(南通航运职业技术学院轮机工程系,江苏南通 226010)
在整个机械领域,铸铁材质的应用比较普遍,因为它抗震性好且价格低廉。但是铸铁件也存在很多缺点,比如塑性和韧性较差,受拉力时容易折断或产生裂缝等。如果采用焊接的方法来修复裂缝,焊接接头易产生白口铁或者焊不透,甚至可能会越焊越裂。因此铸铁件裂缝用焊接法修复是不可靠的,此时通常的修复方法就是金属扣合法。
1 实例分析
笔者之前在为某轮服务期间,曾经亲历过用金属扣合法来修复大型低速主推进柴油机缸体裂纹。在船舶前往东南亚某国港口的途中,柴油机缸体因为热应力过大产生了一处裂纹。而此裂纹所处位置特殊,如图1所示。

图1 气缸体
由示意图可以看出,裂纹处既要承受高温燃气产生的周期性热负荷应力,又要承受气缸最大爆压时的瞬间冲击力,并且紧邻气缸冷却水套。这就要求修复后既要有足够大刚度和强度,又要能承受一定的水压防止漏水,且保证机体表面不变形更不能有附加热应力的产生,所以根本无法用焊补等方法修复。经过全体轮机员紧急磋商,决定采用金属扣合法中的“强密扣合法(又称为波浪键-密封螺丝法)”来修复。

图2 强固扣合法
它的原理是:用铆接法保证裂缝处的密封,用波浪建扣合工艺保证强度,且在裂纹两端钻孔,防止裂缝进一步扩展。整个修复过程是铆工和钳工在常温下操作,被修复部位无需加热,自然就不存在热变形和附加热应力,几乎能完全满足此处特殊的使用要求。
整个修复过程如下:
首先,在垂直于机体裂缝方向加工出具有一定尺寸和形状的波浪槽。中小型机件加工波浪槽可在镗床或者铣床上用铣刀加工,得到的精度较高。但由图1看出,此处只能现场施工,所以当时由责任轮机员用电钻以及活动铣头直接在机体上加工波浪槽。
其次,加工波浪键。对波浪键材料的要求是既要有一定的强度又要有较好的塑性,目的是让波浪键有良好的铆击加工工艺性。当修复在高温下工作的机件时,修复用材料应和机件的热膨胀系数尽量接近,以避免扣合松脱或产生热应力,比如镍基合金Ni36。此次裂纹处机体位置虽靠近燃烧室,但由冷却水套隔开,所以工作温度不算太高。综合考虑,最终选择波浪键的材质为低碳镍钢18NiGrTi。因为它具有塑性好,冷加工强化型高,铆击后抗拉强度反而会提高等特点。[1]
再次,就是要把加工好的波浪键安装到波浪槽中。此工作由责任轮机员在常温下铆击波浪键,其目的是让波浪键产生一定量的塑性变形而充满整个槽的间隙,使波浪键凸缘与波浪槽凹处相扣合。这样即可把产生裂纹的机件重新牢固地连接为一体,同时也保证了机件的强度。
然后,制作密封螺钉和螺纹孔。密封螺钉和螺纹孔的制作方法、加工工艺以及材料的选择与波浪键和波浪槽基本一致。沿着机件裂纹方向由一端止裂孔开始钻孔,螺孔大小一般为M5~M8标准螺孔,孔深与波浪槽深基本接近。需要注意的是钻孔位置要使第二个密封螺丝与第一个有0.5~1.5mm 的重叠以保证密封的完整性和可靠性。[2]以此类推直至铆工结束,随后用电砂轮或者锉刀将螺丝修整到与机体平齐,整个修复工作就结束了。
最后,备车、试车。试运行一段时间,未发现裂缝漏水漏气,也没有再次开裂等异常情况的发生。为了美观,在裂缝处刷了油漆,干燥后几乎看不出有修复的痕迹。
此次修复持续五个多小时,从效率角度来看还是很快的,基本没有耽误既定航行计划,节约了不少时间上的成本,提高了潜在的经济效益,用事实证明金属扣合法确实可行可靠。
2 金属扣合法的概念、分类和特点
2.1 金属扣合法的概念
金属扣合法是利用高强度合金材料制成特殊的连接件(例如波形键、缀缝栓)的塑性变形来实现紧密扣合作用,以达到修复机件裂纹的目的。要求扣合件的材料强度高,塑性和韧性好,冷加工硬化性强,即材料冷变形后强度大大提高。受热零件用的扣合材料膨胀系数还应与零件材料的膨胀系数接近。此种工艺方法不仅用于铸铁件,还可以用在钢件、有色金属机件等的修复,尤其适用于大型机件的修复,如修复气缸盖、机体、机座、螺旋桨等部位产生的裂纹。
2.2 金属扣合法的分类
金属扣合法是一个总称,它分为分强固扣合法或称波浪键扣合法、强密扣合法或称波浪键—密封螺丝法、加强扣合法或称加强块扣合法以及热扣合法。修复总的原则是用于扣合裂缝的联接键的强度必须接近于或等于甚至大于裂缝断面未断裂时的强度。
(1)强固扣合法(波浪键扣合法)
此种方法适用于满足一般强度条件的机件修复,机件厚度在8~45mm 左右。其实质是在垂直于机件裂纹或折断面的方向上加工出具有一定形状和尺寸的波浪槽,再将与波浪槽相吻合的波浪键嵌入其中,键与槽之间有0.1mm 的间隙,常温下铆击波浪键,使其产生变形而充满槽腔。借波浪键的凸缘与波浪槽的凹处互相扣合,将损坏的机件重新牢固地连接为一体。为使裂纹两端应力能够分散,可在裂纹两端钻止裂孔。如图2所示。
(2)强密扣合法(波浪键—密封螺丝法)
此种方法适用于修复有密封要求,且增加机件裂缝部位的刚度等情况,比如气缸盖、气缸套以及排气阀等的修复,它是在上述强固扣合法的基础上,再沿裂纹钻孔、攻丝和旋入涂有胶粘剂的密封螺钉。每个孔的钻孔、攻丝以及嵌入密封螺钉三道工序完成后再钻下一个孔。要求每两孔重叠0.5~1.5mm。全部裂纹上嵌满密封螺钉后用砂轮压平、打磨。
在裂纹上可安装密封螺钉,也可安装密封圆柱销。前者适用于承受低压的有裂纹的零件,后者则适用于承受高压的有裂纹零件。密封螺钉可选用M3-M8 规格;圆柱销直径可选用3-8mm,长度均与波浪键的厚度相同。此外,它们的材料亦同于波浪键,但不重要的零件也可选用低碳钢或紫铜等较软材料。[3]如图3所示。
(3)加强扣合法(加强块扣合法)
此方法是在机件上垂直于裂纹方向上加工出一定形状尺寸的键槽,嵌入与之相应形状和尺寸的高强度合金钢块,铆击扣合使之充满槽腔,拉紧裂纹。这样就可以使载荷分布在更大的面积上,以提高承载能力。对于承受高载荷的厚壁零件,采用强固扣合法不能保证零件强度要求时,可采用此法。再于加强钢块与机件交界处,镶嵌圆柱销,要求圆柱销分布在钢块和机件上分布均匀,从而使加强块与零件牢固接合。如图4所示。
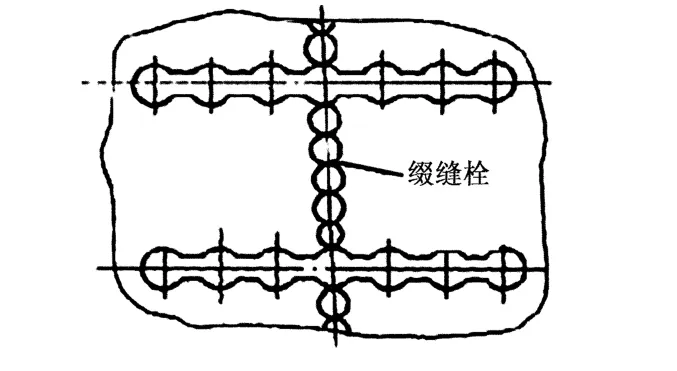
图3 强密扣合法
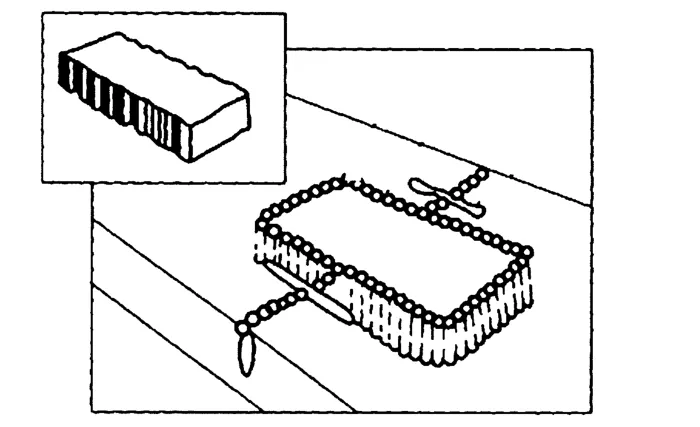
图4 加强块扣合法
加强扣合法主要用于承受高载荷的厚壁机件,通常壁厚超过45mm。加强块的形状各异,有矩形、十字形和X形等,依机件和裂纹的情况选用。
(4)热扣合法
热扣合法是利用金属材料的热胀冷缩的特性修复零件裂纹的方法。将一定形状的扣合键加热至一定温度后嵌入零件裂纹处的相应形状、尺寸的键槽中,当扣合键冷却收缩后将零件裂纹拉紧而成一体。扣合键的形状、尺寸依零件裂纹部位的形状和安装的可能性设计成不同的形式,例如圆环形、工字形等。如图5及图6所示。
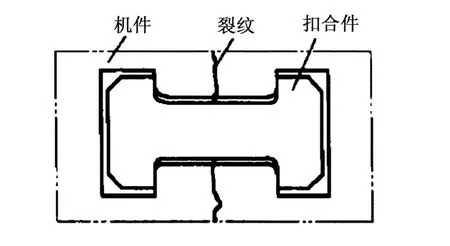
图5 工字型扣合件
扣合键的加热最低温度可经计算求出,并要求实际加热温度比计算温度约高100-200℃。热扣合法应用于修复大型、重型设备,如大型飞轮、齿轮和重型设备的机体等。
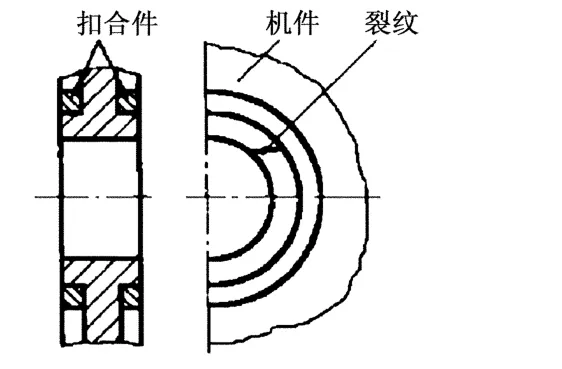
图6 圆形扣合件
2.3 金属扣合法的特点
金属扣合法在机械领域能够得到广泛应用,基于以下主要特点:
(1)修复工艺简单,成本低,周期短,可操作性强。且修复工作一般不受场地的限制,可就地施工,因此不需拆卸机件进车间,节省大量成本和时间;
(2)修复工作在室温下进行,所以不存在热应力及残余应力等,不破坏原有精度;
(3)波形槽是分散排列,波形键和缀缝栓在扣合过程中都是分层装入,逐片铆击,使修复部位的实际受力状态和理论计算比较接近,从而避免了应力集中;
(4)金属扣合法通常为手工作业,铆击时采用风动工具,对于防火、防爆要求的区域也可进行安全作业;
(5)扣合结束后将机件有关表面打磨清理,采用泥子填平、喷漆,一般看不见修理痕迹,也不破坏设备的外观;
(6)金属扣合法修理时只要在修前仔细地将断裂部位进行复位,并正确掌握铆击等工艺方法,一般能恢复原有精度。也就是说修复质量可靠,有足够的强度、韧性和良好的密封性能。[4]
3 结 语
金属扣合法应用在机械领域的修复中至今已有约一个世纪的时间。在这个漫长的发展过程中,机器设备的维修工作者不断地对此种方法进行研究和探索,通过不懈的努力和实践,使这项技术日趋完善,在技术、工艺、效益以及效率上都有了很大的提高。所以,在整个机械修复领域中得到越来越广泛的应用。
1 潘建农.金属材料与热处理[M].湖南:湖南大学出版社,2009.
2 魏海军,金国平.轮机维护与修理[M].大连:大连海事大学出版社,2008.
3 王少纯.金属工艺学[M].北京:清华大学出版社,2011.
4 吴先文.机械设备维修技术[M].北京:人民邮电出版社,2012.
