真空吸铸结晶器真空度的自动控制
2013-12-25王贵斗
王贵斗
(渤海船舶职业学院,辽宁葫芦岛125000)
0 引言
真空吸铸有铸件组织致密、晶粒细化、无气孔和砂眼缺陷、金属消耗少、生产效率高等优点,在小型管状、棒状铜合金铸件生产中得到广泛应用。
真空吸铸是借助真空系统装置,在结晶器内造成负压,吸入液体金属生产铸件的。铸件的长度主要取决于结晶器内真空度与液体金属的重度,即
式中L—铸件长度,m;
Pv—真空度,Pa;
γ—液体金属的重度,N/m3;
真空系统由抽真空装置、测量仪表和真空调节阀等装置组成,如图1所示。
渤船重工机械工程公司用真空吸铸工艺生产棒状铜合金铸件,使真空吸铸机利用喷射管产生负压,如图2所示。吸铸时依据真空表,通过手动操作调节阀控制结晶器内真空度来控制液体金属上升的速度和高度。所使用的压缩空气由公司动力部门统一供给,生产过程中压缩空气压力经常在0.3~0.5 MPa之间波动。使用手动操作调节阀控制结晶器真空度技术难度较大,经常出现结晶器内真空度过高的现象,导致液体金属超过设计高度,被吸入导气管,造成真空管道堵塞,严重影响正常生产。
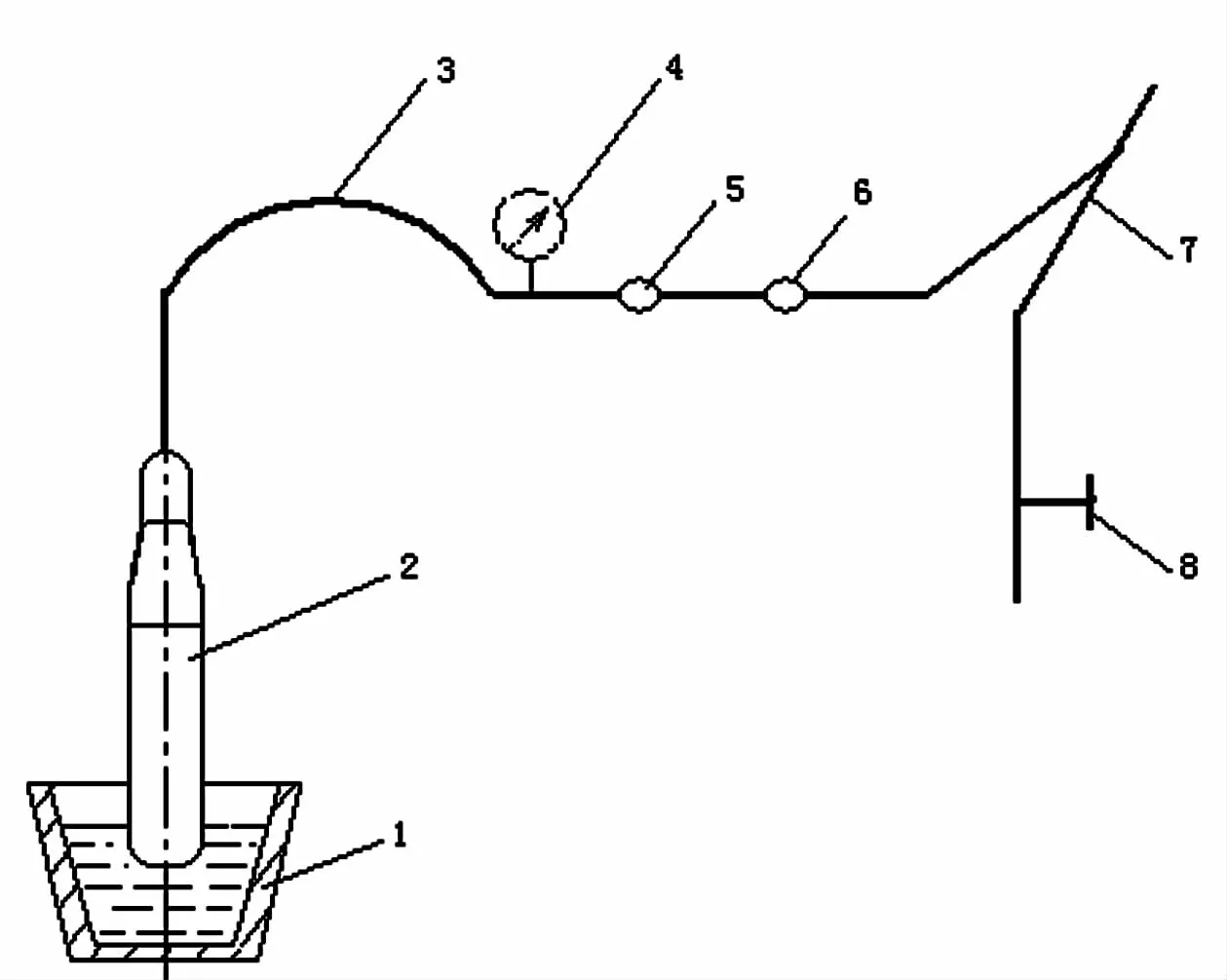
图1 真空系统示意图

图2 喷射管示意图
为避免结晶器真空度随压缩空气波动,应在真空系统安装真空系统调压装置。自动力真空系统调压装置由膜检测装置和节流阀等构件组成,压缩空气经节流阀进入喷射管,通过调节节流阀的流量来控制系统负压的高低。使用喷射管的真空吸铸机,安装自动力真空调压装置,精确地控制结晶器中液体金属上升的高度,提高生产效率,改善产品质量。
1 自动力真空系统调压装置
自动力真空系统调压装置原理如图3所示。该装置主要由膜检测装置和节流阀等构件组成,适用于利用喷射管为抽真空装置的真空系统自动调压。
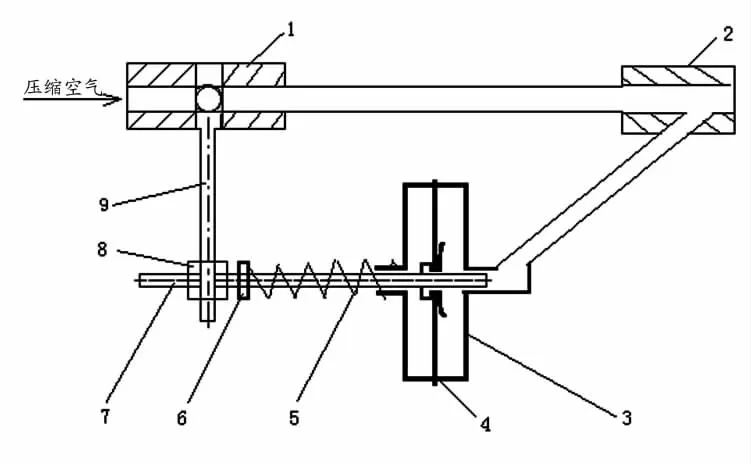
图3 自动力真空系统调压装置示意图
压缩空气经节流阀进入喷射管,通过喷射管产生负压。负压的高低取决于流入喷射管压缩空气的流量,通过调节节流阀,来控制系统负压的高低。
调压装置的检测膜一侧与真空室相通,另一侧与大气相通。当检测膜两侧存在压差时,检测膜上将产生指向真空室方向的拉力,拉力的大小与检测膜两侧的压差成正比,即

式中F—压差在检测膜上产生的力,N;
A—检测膜面积,m2;
P—检测膜两侧压差,Pa;
控制杆与检测膜相连,在检测膜拉力与调压弹簧合力的作用下,控制杆将产生位移,位移为:

式中S—控制杆位移,m;
F—压差在检测膜上产生的力,N;
F1—调压弹簧预压力,N;
K—弹簧的劲度系数,N/m;
位移的大小和作用在控制杆上检测膜拉力与调压弹簧力的合力成正比,即与作用在检测膜两侧的压差成正比。
控制杆通过传动机构与节流阀芯杆相连,当真空室的真空度变化时,检测膜两侧压差发生变化,引起控制杆移动。控制杆通过传动机构对阀部件实施控制,调节流入喷射管压缩空气的流量,实现真空系统真空度的自动控制。
通过调节调压螺母,调节调压弹簧的压力,可以设定真空系统的真空度。
2 结晶器真空度的自动控制
真空吸铸结晶器真空度自动控制原理如图4所示。
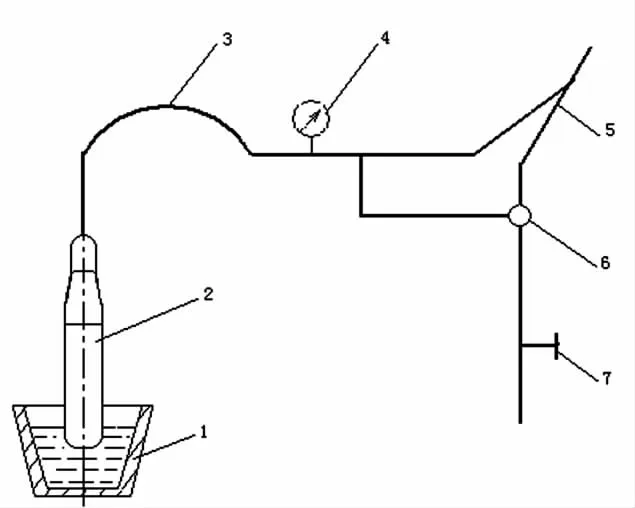
图4 结晶器真空度自动控制示意图
在喷射管前端安装自动力真空系统调压装置,使压缩空气经由调压装置的节流阀进入喷射管;用橡皮管将结晶器与调压装置的检测部分连通。
调节调压螺母,根据吸铸液体金属的重度及铸件的长度等因素设定结晶器内真空度。
吸铸生产过程中,刚打开压缩空气阀门时,系统的真空度低,经由节流阀进入喷射管的压缩空气流量大,系统的真空度迅速升高;伴随系统真空度的升高,经由节流阀进入喷射管的压缩空气流量减少,系统的真空度升速减缓。真空度的这种变化特点,既有利于提高生产效率,又有利于避免液体金属上升惯性过大,冲进导气管,堵塞真空管道。在系统的真空度达到结晶器真空度设定值时,系统的真空度不再升高,真空度保持恒定不变。
当生产过程中压缩空气在0.3~0.5 MPa之间升高或降低时,调压装置自动调节进入喷射管的压缩空气流量,使系统的真空度保持不变。
3 结论
自动力真空系统调压装置样机,已在渤船重工机械工程公司通过试验。试验证明,该装置可以有效地控制结晶器中液体金属的上升速度和高度。
利用喷射管为抽真空装置的真空吸铸机,安装自动力真空调压装置后,能降低生产过程的操作难度,消除压缩空气压力波动对生产的影响,显著提高生产效率和产品质量。
[1]《机械设计手册》联合编写组.机械设计手册[M].上海:化学工业出版社,1987.
[2]宫克强.特种铸造[M].北京:机械工业出版社,1982.
[3]侯英玮.材料成型工艺[M].北京:中国铁道出版社,2003.
[4]孔凡才.自动控制原理与系统[M].北京:机械工业出版社,2005.
