按照ASTM E18 标准检定洛氏硬度计常见问题探究
2013-12-10马炜
马炜
(全国试验机标准化技术委员会,北京100085)
0 引言
近几年,计量部门越来越多地遇到这样的送检需求:按照美国标准ASTM E18 来检定硬度计并出具报告。这是因为随着全球经济一体化进程,国际合作日益加强,越来越多的企业承担着大量来自海外的工程项目订单,产品的计量、验收标准都必须按照其相应国家的标准来进行。比如我国许多飞机制造企业在国际合作中承包波音公司飞机零部件的加工,硬度计量作为其中一个重要的环节,外方要求必须按照美国标准ASTM E18 来检定硬度计。
在按照ASTM E18 标准检定洛氏硬度计时,最经常遇到且容易存在的问题是以下四项:试验力加载过程、测深装置检定、球压头检定、示值误差检验。实践中,问题常存在于两个方面:一是缺乏合格而有效的检具或检验手段,二是国内现存的、用户正在使用的现役硬度计,有相当多数量不符合ASTM 标准,即不合格,需慎重做出检定结论。
1 四项常见问题的分析和解决方案
1.1 试验力加载过程的检验
该项检验在美标ASTM E 18 原文中表述为Verification of Test Cycle,即对从加载、保持、卸载、读数、到完全卸载整个测试循环的检验。试验过程分为5 个步骤,见图1,并定义了5 个参数:①接触速度,VA为在与试样接触时压头的速度;②初载荷保持时间,tPF为初试验力全部加上至读取第一次压痕深度基线时的时间;③主载荷施加时间,tTA为施加主载荷至主载荷全部加上的时间;④总载荷保持时间,tTF为总载荷全部加上保持的时间;⑤弹性恢复时间,tR为从完全卸除主载荷后开始,保持初载荷,至第二次读取压痕最终深度的时间。
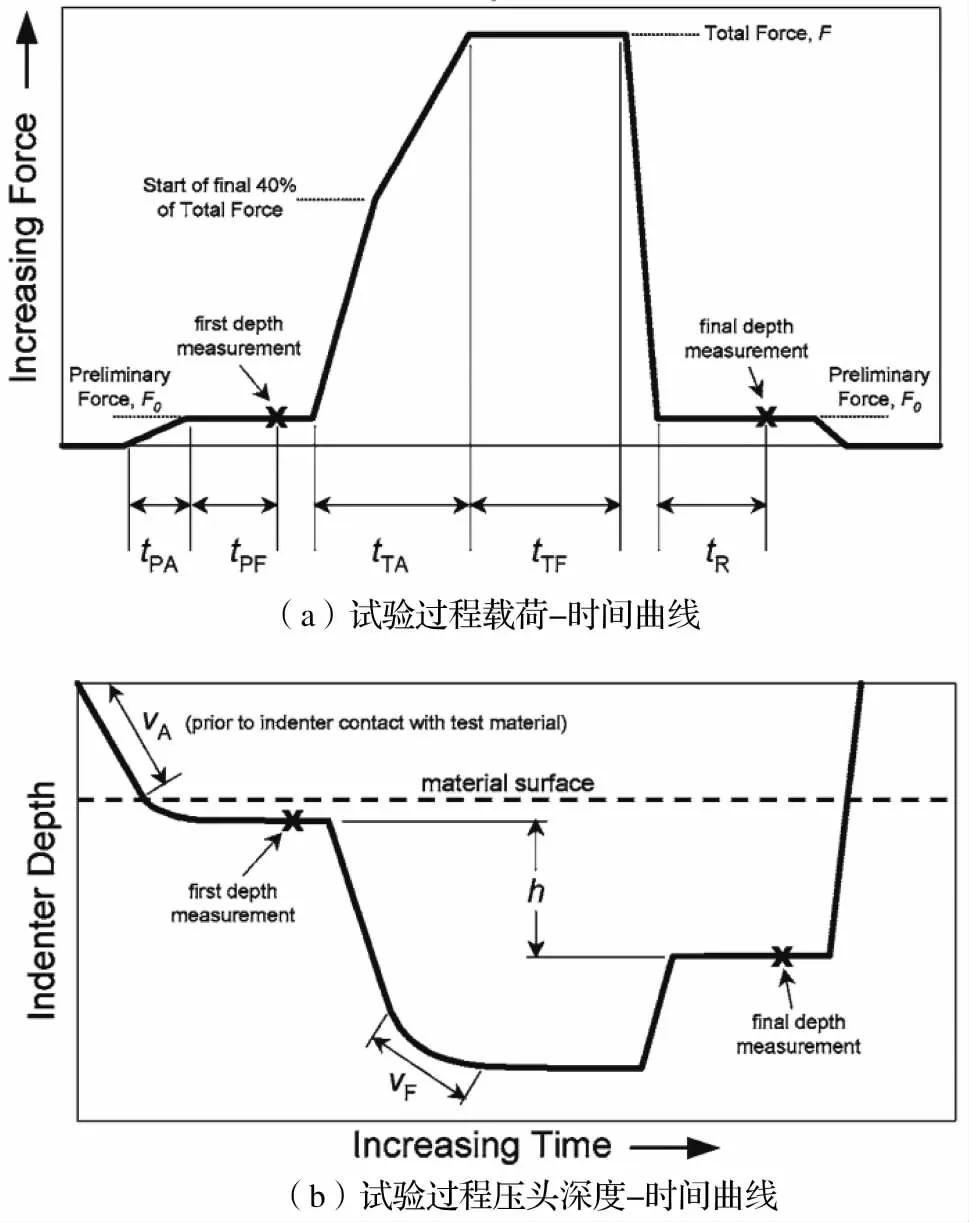
图1 试验过程载荷-时间曲线和压头深度-时间曲线
其中“总载荷保持时间tTF”最主要,属必检参数,是报告必出的参数。
本项目的检验常用三种方法。
方法一,由专用仪器检定。一些出口到欧盟的机器由英国RCS (其UKAS 认可实验室编号为No. 0574)检验。该实验室装备有专用仪器,连接电脑和力传感器,只需将仪器放在压头下面硬度块的位置,按正常操作完成一次硬度试验即可。仪器会自动记录、存储、打印试验过程曲线和结论,给出报告KH3200 硬度计在测量HRC 时记录仪所记录的载荷-时间曲线如图2所示。本方法测试准确、操作简单,但设备昂贵。
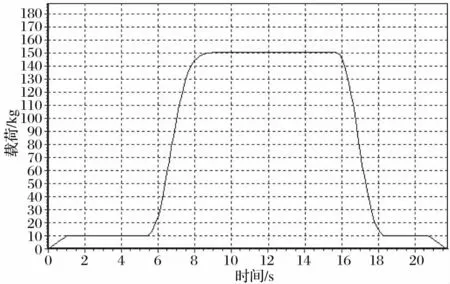
图2 载荷-时间曲线
方法二,将测力仪传感器放置在压头主轴下做硬度测试,观察测力仪力值示数,用秒表计时,人工记录每一次力值变化拐点的时间。本方法简单易行,在国内计量机构中采用较多,但误差较大。误差大的原因是:①测力仪示数存在滞后,与硬度计真实力值变化并不同步;②人为因素影响很大,操作者需要反复练习才可能比较接近真实的时间点。这种方法实际操作时,必须反复多次练习,人需要反应敏捷,预判力值拐点;另外应尽量多次测量,剔除异常数据,多次平均,以求尽量减少误差。
方法三,打开机器盖板,观察机器内部控制施力机构的结构原理,当砝码支撑机构(比如凸轮)脱开和接触杠杆的瞬间计时。本方法稍麻烦,需要打开机器盖板,但实践证明,准确度明显高于第二种方法。
需要说明的是,国内很多硬度计设计年代较早,无时间控制功能;也有些数显硬度计虽有时间显示,但屏幕显示和实际控制不同步,在检验中需要仔细甄别,这类硬度计基本不可能达标。
1.2 测深装置检定
压痕深度测量装置要求A ~K 标尺准确到±0.001 mm,对于N,T 标尺准确到±0.0005 mm。对应于硬度值的高、中、低范围段的深度位置是20,60,80,110,160 μm;即要测量硬度计测深装置在这5 个点的精度。
本项测量需要专用检具,检具首先要具备的条件是量程200 μm,精度0.1 μm;其次能够稳定地给予硬度计压头主轴一定的微动进给量,即上述5 段位置的进给量。
检具选用了美国QUALITEST 公司的硬度计测深机构专用测微仪,对KH3200 全洛氏硬度计进行测定。测量时要将硬度计砝码取出,只保留10 kgf 初试验力,避免主试验力过大,以免压坏测微仪的微动进给机构;又要保持一定压紧力,保证测头和主轴接触良好,无间隙。测量步骤如下:①将测微仪测头与压头主轴下端面顶紧;②硬度计设置为显示位移模式;③测微仪读数清零;④旋动微动进给旋钮,至测微仪显示20 μm,读取此时硬度计位移示数;⑤重复③,依次测量另外4 个位置示数;⑥比较测微仪示数和硬度计示数差值,计算误差。
以KH3200 全洛氏硬度计为例,测试数据如表1 所示。

表1 KH3200 洛氏硬度计测深机构检验数据记录 μm
一般的老式硬度计,不具备显示位移模式,需要将硬度计显示的硬度示值,换算为相应的位移值即可。检验方法步骤类似。
1.3 球压头检定
球压头按美标和按国标的检验在技术上、检验手段上没有本质差别,只是在执行细节上需要注意,球的硬度、成分、平均直径等都容易检验合格,最经常被检出不合格的有下述几点:
第一,球的圆度。平均直径达标很容易,但要注意圆度的检验需要在不少于三个方向上测量球直径,直径允差(1.5875 ±0.0025)mm。国产球能达标的并不多,需要仔细筛查。
第二,球压头的球窝顶杆硬度检测,要求达到至少25 HRC。国内部分用户和计量部门理解为球压头帽的硬度,其实是误解。在ASTM E18 原文中明确指出是球压头中支持试验力的部分的硬度,这一点在我们和美国同行的学术交流中也得到了证实。
第三,压头编号。压头体上应该有永久标记的编号。后面两条其实是对生产厂家的要求,并没有技术难度。以前国标不要求,生产厂家大多采用Q235 或不锈钢制造压头体,硬度一般小于22 HRC,这样加工球窝就很容易。
为了达标,现在采用40Cr 调质工艺制造压头体,硬度控制在26 -32 HRC;同时在压头体上用激光打上编号,完全满足ASTM E18 要求。
1.4 示值误差检验
示值误差检验即间接检验,检验方法最为简单,用标准硬度块测值比对即可。
此项检验特别要注意的是,当需要出具ASTM E18检验报告时,硬度块必须能溯源到ASTM 标准的基准。众所周知硬度不是基本物理量,各国都有自己的基准和量值传递体系,标准硬度块在此作为检验器具,应使用ASTM E18 的标准硬度块。避免使用国标块、国产块来检验美标硬度计的示值误差。
因此,在检验示值误差时,选用了美国原产的标准硬度块,每个硬度块带有证书,可以NIST 溯源,A2LA 授权编号为1310.01,NVLAP 实验室编号为200127 -0。用该硬度块进行了示值误差检验,并根据检验结果重新标定硬度计,以满足ASTM E18 要求。
2 结论
选用合适的检定器具与方法,按ASTM 标准规定步骤方法进行操作,完全可以按ASTM 标准进行洛氏硬度计的检定工作。实践证明:解决好试验力加载过程、测深装置检定、球压头检定、示值误差四方面常见问题,基本就能够按照美标来检验洛氏硬度计。
按照ASTM E18 标准检定硬度计时,需要注意国产硬度计技术水平现状以及硬度计使用中的实际状况,与美国等发达国家标准要求存在差距,出具检定报告需要慎重。通过美标检定实践活动,可以促使生产厂家改进工艺,提升技术水平,达到ASTM E18 要求。
[1]国家质量监督检验检疫总局. GB/T230.2 -2002 金属洛氏硬度试验 第2 部分:硬度计(A、B、C、D、E、F、G、H、K、N、T 标尺)的检验与校准[S]. 北京:中国标准出版社,2003.
[2]American Association State Highway and Transportation Officials Standard. ASTM E 18 -12 Standard Test Methods for Rockwell Hardness and Rockwell Superficial Hardness of Metallic Materials [S]. American.
[3]马炜. 洛式硬度计国标GB/T230 与美国ASTM E18 标准技术比对与检定[J]. 计测技术,2009:29 (S0),44 -46.
[4] RCS CALIBRATION SERVICES,UKAS ACCREDITATION CALIBRATION LABORATORY No. 0574,CERTIFICATE OF CALIBRATION FOR KH3200 [Z].
