基于图像处理的单颗粒金刚石曲率半径测定方法研究
2013-12-05田欣利王健全唐修检张保国王朋晓
田欣利 王健全 唐修检 张保国 王朋晓
装甲兵工程学院装备再制造技术国防科技重点实验室,北京,100072
0 引言
金刚石砂轮磨削是结构陶瓷等硬脆材料常见的加工方法,占所有加工工艺的80%[1]。金刚石磨粒与硬脆材料之间的相互作用直接影响磨削中切削力的大小,进而决定材料表面形貌、磨粒磨损程度及加工表面质量。为了研究硬脆材料磨削去除原理,分析金刚石磨粒对材料表面/亚表面的损伤机制,提高金刚石砂轮的加工性能,国内外许多学者对多种硬脆材料的磨削加工进行了大量研究[2]。Lawn等[3]研究了硬脆材料表面的滑动接触裂纹及平面磨削裂纹,并提出高脆性材料的硬度与弹性模量E和断裂韧性KIC之间的基础理论,以此说明通过压痕测试测量硬脆材料表面残余应力是评价材料的有力分析方法。Hasuda等[4]采用单晶金刚石对玻璃材料进行磨削实验,发现随着磨削深度增加,玻璃表面材料去除机理按照“弹性变形→塑性变形→脆性断裂”的过程变化。Wang等[5]运用岩石材料的断裂力学理论解释单颗粒金刚石对其他硬脆材料的切削机理。实际磨削过程中,砂轮表面镶嵌的金刚石磨粒具有随机分布的尺寸、数量、尖端几何形状和切削刃圆弧半径,磨削加工轨迹随磨粒不同而复杂多变,以及加工工艺与磨粒参数间存在相互作用,这些因素都会给磨削原理的深入分析带来影响,通常使用单颗粒金刚石磨具模拟砂轮对硬脆材料的磨削加工过程,从而可以简化砂轮磨削及表面损伤原理的分析。
硬脆材料表面加工损伤实验中,单颗粒金刚石磨具的刃尖曲率半径和锋利程度对滑擦、耕犁和切削过程的物理现象有很大影响[6]。工件曲率半径(ROC)的测量方式有接触式及非接触式。采用牛顿环装置可实现较大曲率半径的非接触测量[7],但在微小曲率半径的测量中存在较大误差;基于万能工具显微镜的接触式测量已应用于轴承内圈滚道曲率半径的检测中[8],对其他复杂零件凹凸面的曲率半径也很有用,但不适于测量细小金刚石磨粒的曲率半径。目前广泛采用Mirau型干涉光路结合4步法、5步法、Carré法、Schwider法或多步移相法的显微干涉法对微小工件ROC进行测量[9]。本文应用自主编制的图像处理程序对金刚石磨粒电子显微镜照片进行分析,并结合商业图像处理软件以试凑法测定金刚石磨粒尖端的曲率半径,结果表明是完全可行的,对于缺乏微小ROC检测条件或设备的研究场合而言,同样具有实用意义。
1 单颗粒金刚石磨具的制备
硬脆材料多属于难熔化合物,如碳化物、硼化物、硅化物、氮化物和一些氧化物等,通常具有较高的硬度和弹性模量[10]。金刚石是具有饱和性和方向性的共价键结合起来的晶体,其莫氏硬度为10,显微硬度为HM10600,是目前自然界发现的最硬材料[1]。硬脆材料的单颗粒磨削实验宜选用品级较好的天然金刚石为毛坯材料,经过与另一型特制金刚石磨头对研后,将毛坯料初步刮研成φ0.8mm的细棒料。在准备的φ1.5mm 黄铜棒上钻盲孔,孔径φ0.9mm,孔深1mm。把研磨好的金刚石棒料嵌入铜孔中,加入适量专用焊药进行钎焊,使金刚石棒料与黄铜基体间紧密连接。使用上海仪表机床厂生产的CJK0635型精密仪表车床精车连接好的铜基金刚石棒料,再经专用研磨机加工金刚石磨粒顶端锥角至规定的角度。在专用磨弧机上对金刚石磨粒顶端圆弧半径进行精密研磨,使其ROC达到本磨弧机的加工极限值R=2μm,最后将精加工好的铜基金刚石磨粒钎焊到φ4mm高性能Cr钢圆棒上。单颗粒金刚石磨具结构及基本尺寸如图1所示。

图1 单颗粒金刚石磨具结构示意图(mm)
2 采用图像处理的ROC测定技术
2.1 单颗粒金刚石磨具的图像采集
一幅图像可以定义为一个二维函数f(x,y),其中x和y是空间坐标,而f在任意一对坐标(x,y)处的幅度称为该点处图像的亮度或灰度。当x,y和f的幅值都是有限的离散值时,称该图像为数字图像[11]。图像处理技术即为用计算机处理数字图像的系列方法和步骤的总称。
应用数字图像处理技术测量单颗粒金刚石曲率半径,需要获取适于处理及分析的数字图像。由于制备的金刚石磨粒尺寸极小,普通CCD数码显微镜和金相显微镜存在景深浅、倍率小、清晰度不高等缺点,故采集的工件表面图像对感兴趣区域的还原失真,且不能提供必要的度量标尺。本研究采用Quanta200型扫描电子显微镜(SEM)对金刚石磨粒进行表面观察和图像提取,可以有效解决上述问题。图2分别为GE5型CCD数码显微镜、GX41型Olympus金相显微镜、扫描电镜提取的某型金刚石磨粒尖端图像。

图2 三种常见图像采集方式效果对比
2.2 图像预处理
通常图像会由于背景噪声、光照不均匀、几何畸变等造成图像失真、变形,需要应用灰质化处理、图像增强、图像平滑、图像锐化等技术去改善图像的视觉效果,或将图像转换成一种更适合人眼观察和机器自动分析的形式[12]。
图像处理技术针对的多数是单色调图像,所以必须对采集的扫描电镜JPEG格式图像进行灰质化处理,删除图像中的色彩和位置信息,使其转化为0~255级BMP灰度图像。生成灰度图像常见的加权算法有如下几种[13]:
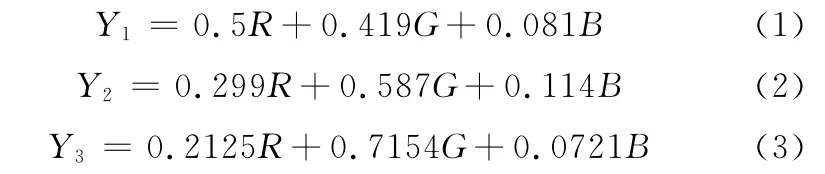
式中,Yx为某一像素点亮度信息;R、G、B为该像素点三原色色彩分量。
人眼对绿色的敏感度最高,对蓝色敏感度最低,按式(2)表示的算法对R、G、B三原色进行加权时,获得的灰度图像视觉效果最好、亮度信息最丰富。
图像增强处理可采用直方图均衡化和直方图规定化方法,目的是使图像动态范围扩大,图像对比度增加,图像更加清晰,特征更为明显。实验中发现,单颗粒金刚石磨具的SEM图像经直方图均衡化修正后,图像灰度间隔被显著拉大,从而有利于图像的后续分析与处理。直方图均衡化的函数表达式Si为

式中,k为SEM图像灰度级数,不采用灰度级压缩时取值255;n为像素总数;ni为第i个灰度级出现的频数。

式中,A为选用的n×n窗口模板;f(i,j)为模板空间元素(i,j)的像素值;median()为求平均值函数。
图像平滑是为了去除或减少图像噪声,提高信噪比及图像质量。中值滤波处理是图像预处理阶段常用的一种非线性信号平滑技术,对抑制图像噪声非常有效,并能较好地保护图像边缘信息[13]。以2D图像数据阵列为例,中值滤波器的输出G(i,j)可定义为
2.3 图像分割和边缘提取
单颗粒金刚石磨具的SEM图像经过预处理后,需经过二值化处理将图像灰度划分为两个灰度区间,从而将目标图像和背景分割开来,为下一步的边缘检测打下基础。对于灰度级为255的数字图像,设T是选用的灰度门限阈值,则二值化处理输出结果g(i,j)为[14]

图像边缘可以描述目标物体的基本外观形貌,是图像信息的重要组成部分。边缘提取是依据SEM图像测定金刚石磨粒曲率半径的关键技术,曲率半径测量结果准确与否,不仅同边界线和颗粒尖端轮廓形状的包络程度相关,而且受检出的边缘线条粗细的影响。边界线越精细、越接近真实轮廓形状,测量结果越准确。代表性的边缘提取算子有Sobel算子、Roberts算子、Prewitt算子、Log算子和Canny算子等[15]。其中Canny算子依据寻找图像梯度的局部最大值的方法检测边缘,本文对多种边缘检测算子进行效果比对(图3),发现Canny算子提取的边界线条与原始图像轮廓匹配最好,且线条较细、过渡也较为平滑,因此将其确定为金刚石磨粒曲率半径测量过程中边缘检测与提取的最佳算法。

图3 几种典型边缘检测算子处理结果
2.4 基于Photoshop的金刚石磨粒ROC测量
Potoshop能够精确统计SEM图像横向与纵向像素数量,也可以计算指定选框内的图像大小,并根据需要绘制出不同大小且与金刚石磨粒尖端轮廓内切的圆形。由于同一幅图像中每个像素大小均为恒定值,通过计算轮廓最大内切圆直径所占像素数目,与SEM图像标尺对应的横向像素个数进行比较后,可得到金刚石磨粒边缘轮廓的最大内切圆半径RImax,即测量出金刚石磨粒尖端的实际曲率半径ROC,其数学表达式为

式中,LB为每幅SEM图像标尺表示的实际长度;NB为标尺横向像素数目;NImax为最大内切圆半径对应的像素个数。
3 测量结果与分析
3.1 测量过程及结果
使用超声波清除单颗粒金刚石磨具表面附着物后,将磨粒待测面平行载物台放置,于扫描电镜下放大1000~1500倍后提取边缘细节清晰的电子图像。运用C#语言编制的表面图像处理软件进行灰质化、图像增强和平滑处理,按灰度阈值T=60对预处理图像进行二值化操作,进一步采用Canny分割算子检测出图像边界线条。为符合视觉习惯,需对图像做色彩反转处理,从而得到背景为白色、金刚石磨粒边缘轮廓为黑色线条的图案。在Photoshop中计算SEM图像标尺在长度方向的像素个数,使用“椭圆选框工具”绘制若干标准圆形,移动标准圆使其与金刚石磨粒边缘轮廓内切,将图像充分放大后按照圆半径从小至大逐次反复操作,直到找出与磨粒尖端相切半径最大的圆形。测量过程及各阶段处理效果如图4所示。

图4 基于图像处理的金刚石磨粒ROC测量原理
应用本方法对A、B、C三型不同的金刚石磨粒进行曲率半径测定,在SEM图像标尺代表实际尺寸LB=20μm时,统计横向像素数NB=209个,最终得到最大内切圆对应像素个数分别为NImaxA=29、NImaxB=68、NImaxC=127。按式(7)解出金刚石磨粒尖端的ROC值,依次为2.775μm、6.507μm、12.153μm。由于本研究对磨粒的曲率半径测量精度要求不高,达到亚微米级即可,根据不同场合的检测精度需要,式(7)的计算结果可取小数点后任意指定位数,因此本方法具有可观的精度水平。
3.2 对比分析
为检验本测量方法的准确性和有效性,运用MATLAB软件的图像点输入函数获取轮廓线条上多个点坐标,采用高阶非线性多项式对金刚石磨粒尖端边缘进行曲线拟合,而后采用下式计算拟合曲线的最小曲率半径值k:

式中,y为拟合得到的高阶多项式曲线方程;y′、y″为分别为方程y的一阶和二阶导数。
同时与工具投影仪测量结果进行对比,本文提出的图像处理测量方法与另外两种方法的对比结果如表1所示。

表1 几种单颗粒金刚石磨具的曲率半径测量结果
从表1可看出,新方法的准确性与曲线拟合计算方法相当,测量结果基本符合硬脆材料磨削加工机理研究对单颗粒金刚石磨具曲率半径的检测要求,但新方法测量流程更加简单、快捷。受到测定环节中诸多因素的影响,基于图像处理的曲率半径测量方法与传统测量技术相比仍存在一定偏差,并且实际曲率半径越小,测量误差越大。经过分析,认为造成该现象的原因可能是曲率半径小的金刚石磨粒前端更为尖锐,其SEM图像在预处理、二值化和边缘检测阶段出现了更为明显的局部细节丢失,甚至导致轮廓前沿严重平坦化,致使与磨粒轮廓相切的位置并非磨粒的真实尖端部分,其最大内切圆代表的尺寸亦非真正的曲率半径。解决该问题的关键是采用能更好保护图像细节和边缘信息的高效算法,并使用计算机自动分析、计算曲率半径,减少测量中的人为误差。
4 结语
金刚石磨粒尖端曲率半径直接影响材料从工件上去除的方式、砂轮磨粒磨损形式及各种表面损伤特征的形成机制。金刚石工厂通常采用特殊的工具检验投影仪对加工制备的微小磨粒尖端圆弧进行放大和测量,这对检测设备性能的依赖性较强。本文针对不具备小曲率半径精密测量仪器的研究单位和场合,开发出一种基于扫描电镜图像及其预处理,并结合Photoshop软件测量金刚石磨粒曲率半径的方法,与传统投影法和曲线拟合计算法相比,具有测量精度较高、可操作性强的特点,可推广应用到大多数轮廓外形单调的微小型工件曲率半径测量领域。
[1]于思远,林彬.工程陶瓷材料的加工技术及其应用[M].北京:机械工业出版社,2008.
[2]胡珊珊,王成勇,卢锡泉,等.单颗粒金刚石划擦脆硬材料的表面形貌影响因素研究[J].金刚石与磨料磨具工程,2010,30(175):1-4.Hu Shanshan,Wang Chengyong,Lu Xiquan,et al.Influencing Factors of Surface Morphology by Single Diamond Scratching on Brittle-hard Materials[J].Diamond & Abrasives Engineering,2010,30(175):1-4.
[3]Lawn B R,Wiederhorn S M.Contact Fracture in Brittle Materials:Contact Mechanics and Wear of Rail/Wheel System[M].British:University of Waterloo Press,1982.
[4]Hasuda Y,Sasaki S,Ichino T.Cutting and Grinding of Glass-like Carbon[J].Progress of Cutting and Grinding(Japan),1996,11:19-22.
[5]Wang C Y,Clausen R.Marble Cutting with Single Point Cutting Tool and Diamond Segments[J].International Journal of Machine Tools and Manufacture,2002,42:1045-1050.
[6]任敬心,华定安.磨削原理[M].西安:西北工业大学出版社,1988.
[7]姚启钧.光学教程[M].北京:高等教育出版社,2003.
[8]李芳华.用接触法测量内圈滚道曲率半径[J].轴承,1989,3:44-46.Li Fanghua.Radius of Curvature Measuring with Contact Method for Inner Ring Raceway[J].Bearing,1989,3:44-46.
[9]徐永祥,陈磊,朱日宏,等.微小球面曲率半径的测量研究[J].仪器仪表学报,2006,27(9):1159-1162.Xu Yongxiang,Chen Lei,Zhu Rihong,et al.Study on the Measurement of Radii of Curvature of Minispheres[J].Chinese Journal of Scientific Instrument,2006,27(9):1159-1162.
[10]郭昉,田欣利,杨俊飞,等.非金属硬脆材料的先进孔加工技术研究进展[J].工具技术,2010,44(10):5-10.Guo Fang,Tian Xinli,Yang Junfei,et al.Research Perspectives on Advanced Hole Machining Technique of Nonmetal Hard and Brittle Materials[J].Tool Engineering,2010,44(10):5-10.
[11]Gonzalez R C,Woods R E.数字图像处理[M].2版.北京:电子工业出版社,2007.
[12]程应科,林滨,张光秀,等.工程陶瓷磨削加工表面损伤图像检测[J].稀有金属材料与工程,2008,37(增刊1):116-119.Cheng Yingke,Lin Bin,Zhang Guangxiu,et al.Imaging of Damage of Grinding Ceramics Surface[J].Rare Metal Materials and Engineering,2008,37(S1):116-119.
[13]王健全,田欣利,郭昉,等.基于灰度信息的工程陶瓷磨削表面粗糙度评定[J].装甲兵工程学院学报,2011,25(3):86-90.Wang Jianquan,Tian Xinli,Guo Fang,et al.Evaluation of Ground Surface Roughness of Engineering Ceramics Based on Grayscale Information[J].Journal of Academy of Armored Force Engineering,2011,25(3):86-90.
[14]章毓晋.图像处理[M].2版.北京:清华大学出版社,2006.
[15]周见行,高红俐,齐子诚,等.基于摄像头自动跟踪定位的疲劳裂纹在线测量方法研究[J].中国机械工程,2011,22(11):1302-1306.Zhou Jianxing,Gao Hongli,Qi Zicheng,et al.Study on On-line Measurement Method of Fatigue Crack Length Based on Camera Automatically Tracking and Positioning[J].China Mechanical Engineering,2011,22(11):1302-1306.
