3MSGE-5RC/30压缩机级间冷却器抢修
2013-12-04刘宝斌
刘宝斌
大连石油化工建筑安装工程总公司 大连市
公司新建一套空分装置,设计氮气产量8000m3/h,3MSGE-5RC/30型氮气循环压缩机组由离心压缩机和3台冷却器组成。设备主要原料来自于分馏塔塔顶部得到的高纯度(0.085MPa)氮气,经复热后通过3台级间冷却器压缩为1.6MPa氮气进入高温透平膨胀机,由氮气在膨胀机中等熵膨胀所制取的冷量再打入分馏塔。在正常运行中,设备为透平膨胀机提供高压循环氮气。氮气循环压缩机组投用2个月后,级间冷却器温度升高,停工后对级间冷却器芯子进行清洗,开工后冷却效果仍然不良,2013年2月级间冷却器温度超高报警,公司决定对3台级间冷却器进行抢修。
一、主要技术参数
1.3 MSGE-5RC/30型氮气循环压缩机
处理能力540Nm3/min,进/出口压力0.085MPa/1.6MPa,工作介质为氮气,额定功率3610kW,额定电流401A,润滑油采用KTG46抗磨燃气轮机油。
2.级间冷却器主要技术参数
3台级间冷却器的主要技术参数见表1。
二、主要结构特征
1.3 MSGE-5RC/30型
3MSGE-5RC/30型氮气循环压缩机为双轴三级离心压缩机,由机身、曲轴、连杆、十字头体、气缸、活塞、活塞杆、填料、刮油环、气阀、冷却器、油箱等主要零部件组成。油箱与压缩机连为一体,主油泵连接在压缩机侧的大齿轮轴上,另有电机驱动的辅助油泵。

表1 级间冷却器参数
2.级间冷却器
级间冷却器是为氮气压缩机配套使用的换热容器。3MSGE-5RC/30型氮气循环压缩机有3台级间冷却器,共分为3级冷却,根据3MSGE-5RC/30型氮气循环压缩机的结构特点,级间冷却器均为散热片式冷却器。一级冷却器安装在一级气缸和二级气缸之间,进气口用法兰与一级气缸排气口连接,排气口用法兰与二级气缸吸气口连接。二级冷却器安装在二级气缸和三级气缸之间,进气口用法兰与二级气缸排气口连接,排气口用法兰与三级气缸吸气口连接。三级冷却器进气口法兰与三级气缸排气口连接,排气口法兰接在出气管,出气管连接在高温透平膨胀机(图1)。冷却器由外壳和芯子两部分组成,外壳用钢板焊接而成,内部的芯子形式如图2所示,芯子由散热片和铜管组成,为了保证密封,在芯子的顶端和芯子滑道处用Y形密封板密封(如图2位置所示)。高温的氮气在管间与散热片间流动,低温的循环水在管内流动,以达到换热的目的。

图1 级间冷却器平面图
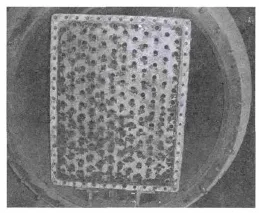
图2 级间冷却器内部结构
三、工作原理
1.3 MSGE-5RC/30型氮气循环压缩机
氮气循环压缩机是通过电机直接驱动,当活塞由外止点向内止点开始移动时,盖侧的吸气阀打开,氮气吸人气缸。当活塞由内止点向外止点返回移动时,吸气阀关闭,气缸内氮气压缩而压力升高。当压力超过排气阀外氮气压力时,排气阀打开,压缩氮气开始排出。当活塞到达外止点时,排气完毕,到此完成一个工作循环。氮气经过一级气缸压缩,再经一级冷却器冷却后,进入二级气缸。同样,一级压缩氮气进入二级气缸后,再次完成一个工作循环,然后二级压缩氮气送入二级冷却器后,进入三级气缸。同样,二级压缩氮气进入三级气缸后,再一次完成一个工作循环,将氮气送入三级冷却器。如此,活塞重复往复运动,则不断地排出压缩氮气。
2.级间冷却器
设备运行过程中,压缩机压缩后的高温氮气在冷却器的管束与散热片间流动通过,同时冷却循环水在管内流动带走热量,达到冷却压缩氮气的作用。经过冷却器的热交换,可使高温氮气冷却到54℃以下,不仅降低了二级与三级吸气温度和排气温度,而且能减少压缩机的能耗。
四、抢修方案
停机且断开电源后对间级冷却器进行拆卸,发现级间冷却器的管束内结垢,Y形密封板有老化迹象。水质不好导致铜管内壁结垢,造成冷却效果不好。如果Y形密封板老化,芯子与壳体有间隙,氮气就容易不经过管束和散热片流动,而从芯子与壳体的间隙走短路,同样会造成氮气冷却效果不好。最后决定对级间冷却芯子清洗,更换所有的用于密封的Y形密封板。
五、级间冷却器抢修的实施
1.芯子的抽装
首先拆除循环水线、水处理设备组件及管箱法兰螺栓,然后抽取芯子。拆卸管箱法兰螺栓时,尽可能多的将螺栓从壳体法兰绞丝孔内旋出并抽出螺柱,拆卸至剩余上下左右4根螺栓时,用天车吊吊住管箱,拆卸剩余的4根螺栓。用同样的方法拆除外头盖。吊装管箱及外头盖时要吊平,保证其密封面不因受外力而损坏,并且注意保护芯组及壳体的防腐涂层,拆卸的零部件做好标识。
芯子抽装方法见图3,用细钢丝绳从芯子的一头铜管中穿过,再从另一头对称位置铜管穿回,用绳卡锁住形成闭环绳索,在两头管板处用木方垫在绳索和管板之间,以防钢丝绳破坏铜管的胀接接头。利用叉车做锚固点,人工用导链慢慢将芯子抽出壳体,在此过程中用手动液压叉车托起芯子保持适当高度,以便顺利抽出芯子。从图2可以看到芯子的下面有滚轮和滑道,芯子抽取过程中很省力。芯子安装的过程与抽出过程相反,需要注意的是在安装前要清理管箱、外头盖及浮头盖内外表面的污垢、杂质及残留密封胶。应保证壳体内部清洁干净,壳体底端的滑道、管箱及浮头盖的内表面,均应彻底清洁,以防杂质带到氮气循环压缩机中。
2.芯子的清洗

图3 级间冷却器芯子抽装示意图
把芯子运到清洗场地放置已制做好的钢制清洗池中,首先用风将铝翅片的浮灰吹掉,然后将芯子放到用“LX-CO35空调铝翅片清洗剂”配置好的溶剂中浸泡数小时,除垢结束后,把芯子放到清水池中洗净,最后用风吹干运到安装现场。在安装现场用压缩风对芯子又吹数小时,用手纸来检验铝翅片中是否带水,这样的检验很重要,如果带水安装就会给氮气循环压缩机带来很大的破坏。
3.Y形密封板的安装
Y形密封板的材料为硅橡胶,有一定韧性,安装在长方体芯子顶端平面ABCD的对角线CB和长方体底端平面EFGH中心线上(如图3所示)。安装前为了芯子能顺利安装,将Y形密封板与金属接触面涂上滑石粉。上端Y形密封板是由两块压板夹在焊接在壳体对角线CB的固定板条上,下端Y形密封板也是有两块压板夹在焊接在芯子上的固定板条上,均有单头M2×6mm的螺钉连接,锁紧螺母的安装方向要求在氮气入口侧,这点也非常重要,并且螺栓、螺母处用RTV732硅胶粘接。第三级级间冷却器用于安装Y形密封板的对角线CB固定板条上没有螺栓眼,将Y形密封板涂上RTV732硅胶直接粘贴在固定板条上,用50mm等边角钢压在Y形密封板上,使Y形密封板稳固在角钢与固定板之间,下面用钢管做支撑,待其密封胶固化后,即可撤掉支撑。
4.零部件的安装
在安装管箱和头盖前要修剪整齐长出部分的Y形密封条端部,打密封胶安装滑道端部的密封垫。所有垫片安装均在垫片两侧不间断涂抹密封胶,三级出口冷却器固定管板与壳体侧带有O形圈密封槽,加入O形橡胶圈后要正常加入垫片。回装的螺栓、螺母螺纹表面均匀涂抹润滑剂,保证旋入铰丝孔内的螺栓长度,必要时加锁紧螺母辅助。螺栓分级多次紧固,螺栓的紧固至少应分3次进行,每遍起点应相互错开120°。所有零部件安装后,回复循环水线、水处理设备组件。
六、开工运行效果
此次抢修从停机、再开机到出合格氮气产品,原计划用114h,实际仅用了63h,其中级间冷却器的拆按与清洗仅用了56h,开机到氮气合格并网仅用了7h,当时电机的最大振动0.3mm/s,瓦轴的最大振动0.5mm/s,三级出口压力1.53MPa,氮气循环压机机二级出口温度53℃,温度低于报警值上限(54℃),温度指标达到预期目的。
