SQ21切丝机刀辊体轴承间隙调整缺陷及改进
2013-12-04向勇刚
黄 泰 向勇刚
重庆烟草工业有限责任公司重庆分厂制丝车间 重庆市
SQ21型切丝机刀辊体轴承间隙是指垂直方向正上方刀辊体左端轴承滚柱与轴承外圈的间隙[1],其主要作用是确保刀辊体运行稳定性和切丝宽度的均匀性,是切丝机重要的技术参数,技术标准为≤0.03mm,间隙过大,刀辊体转动会产生振动和噪音,间隙过小,会导致轴承寿命降低,因此必须不定期对该轴承间隙进行校验调整,并对轴承进行润滑,现目前采用的刀辊体轴承间隙调整方法耗时长,且存在不可预知的间隙测量值与实际值偏差。为此组织专业技术人员对轴承的装配结构特点、间隙调整的步骤顺序进行逐一分析查找原因,采取改进措施,以提高设备维护保养的工作效率和设备运行质量。
一、方法介绍
图1为刀辊体左端轴承装配示意图,其间隙调整的步骤和方法如下:先拆卸轴承外圈压盖,用塞尺测量轴承垂直上方轴承滚柱与轴承外圈的间隙,再装上并紧固轴承外圈压盖顶紧轴承外圈的前提下,然后根据测量间隙值与标准值之间的差值,通过向右顶紧退卸衬套压盖,调整推卸衬套在轴向上的位置来调节轴承内圈在轴向的位置,实现轴向预紧,调整推卸衬套使轴承内圈膨胀,消除径向游隙,达到径向预紧[2],调整轴承滚柱与轴承外圈之间的间隙的目的,最后拆卸轴承外圈压盖,再次用塞尺测量其间隙是否满足技术标准,上述步骤为一个调整周期,如此反复循环,直至调整到轴承间隙满足技术标准。
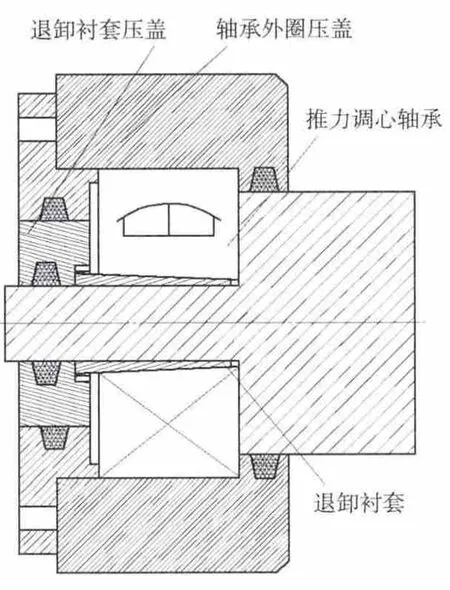
图1 刀辊体左端轴承装配示意图
二、缺陷分析
1.调整过程效率低
刀辊体轴承间隙标准值≤0.03mm,调整间隙过大,刀辊体转动时振动和噪音大;间隙过小,又会降低轴承使用寿命,通常调整以0.02~0.03mm为宜,特别注意的是在向右顶紧退卸衬套压盖的位置时,轴向顶紧量千万不宜过大,否则会导致轴承轴向和径向预紧力过大,从而导致轴承寿命降低,甚至损伤轴承,倘若发生上述情况,必须使用退卸衬套工装拔出退卸衬套,拆除轴承,然后又重新开始轴承的安装及间隙的调整,正常情况需要6~8个调整周期,耗时至少2h以上,因此该调整方法是项非常繁琐而细致的工作。
2.调整精度很难保证
在调整过程中,一个关键的细节要素是,每次向右顶紧退卸衬套压盖之前,必须装上并紧固轴承外圈压盖,究其原因是轴承的外圈与壳体孔的配合为过渡配合[2],在向右顶紧退卸衬套压盖,调整推卸衬套在轴向上的位置,给轴承向右的轴向预紧力,且使轴承内圈膨胀,消除径向游隙,达到径向预紧,与此同时轴承的外圈会产生一个相反的轴向摩擦力[3],若外圈没有被轴承外圈压盖固定,反向的轴向摩擦力会导致轴承外圈产生向左位移的可能,这种情况下测量出的间隙值与实际值会产生细微偏差,因为在装上紧固轴承外圈压盖后,轴承外圈又会向右位移并固定,因此测量值会小于实际值。就现目前的间隙调整方法和步骤,在向右顶紧退卸衬套压盖完成后,再拆卸轴承外圈压盖测量轴承间隙,结合轴承的结构及受力特征[4],在推卸衬套给轴承内圈一个轴向向右的预紧力后,轴承外圈会产生一个向左的轴向摩擦力,在拆卸轴承外圈压盖后,该轴向摩擦力会导致轴承外圈产生向左位移的趋势和可能,因此该调整方法存在不可预知的间隙测量值与实际值之间的细微偏差,调整精度很难保证,降低切丝机刀辊体运行的稳定性、切丝宽度的均匀性或轴承的使用寿命。
三、改进措施
通过对调整顺序步骤、零部件的结构、配合进行分析,原因归结为轴承外圈压盖在每次调整前后均需要反复拆装,并且轴承外圈压盖拆卸前后轴承外圈的位置亦可能随之发生位移变化。因此,改进调整方法的关键:一是避免调整前后反复拆装轴承外圈压盖,二是轴承外圈的位置要固定。简言之,轴承外圈压盖在调整前后要固定。所以,改进刀辊体轴承间隙调整方法的关键在于改进轴承外圈压盖结构,图2为刀辊体左端轴承外圈压盖示意图,其外形结构为轴对称结构,装在退卸衬套压盖上后与其一道将轴承置于一个密闭的环形空间,且轴承内外圈位置固定。因此,需要在轴承外圈压盖上加工一个工装孔,实现在调整过程中压盖一直顶紧轴承外圈,且能透过该孔进行轴承间隙的测量。
鉴于轴承润滑工作环境[5]的需要,加工了工装孔的轴承外圈压盖只适合在调整过程中使用,为此特以轴承外圈压盖备件加工制作一件调整专用的压盖工装。图3为刀辊体左端轴承外圈压盖工装示意图,基本要求是以任两个对称联接螺孔的圆心连接线为加工轴心线,在轴承外圈压盖内缘加工一个对称的方孔,在径向上由内轴孔向外必须铣去顶轴承外圈相应的台阶部分,但最多不超过压盖外缘的联接螺孔,在轴向宽度上满足既保证压盖对轴承外圈足够的顶紧强度,又保证在调整间隙时有足够宽度,以便手拿塞尺能顺利通过该孔进行间隙测量。
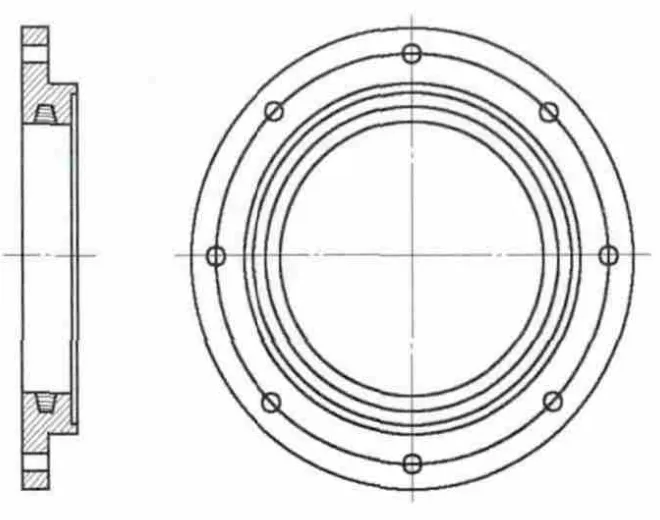
图2 刀辊体左端轴承外圈压盖示意图
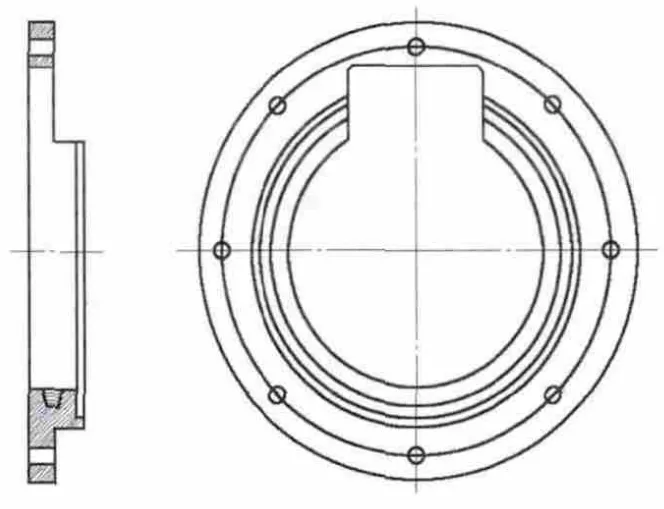
图3 刀辊体左端承外圈压盖工装示意图
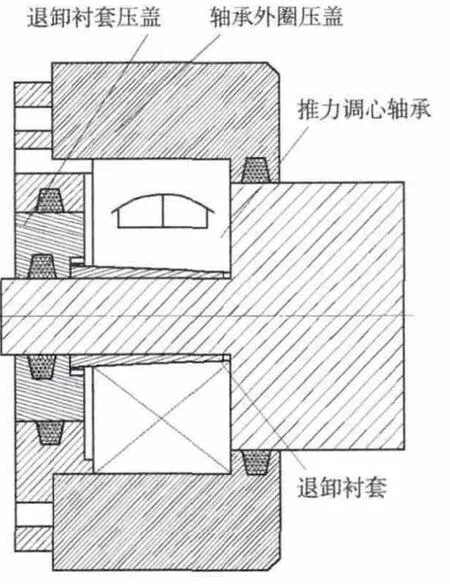
图4 装轴承外圈压盖工装进行间隙调整时装配示意图
四、改进效果
按照上述思路要求加工了一个轴承外圈压盖工装,改进后的调整方法:图4为装轴承外圈压盖工装进行间隙调整时装配示意图,在每次进行刀辊体轴承间隙调整时,先将未装毡圈密封的轴承外圈压盖工装装上并锁紧,其孔置于垂直方向正上方,左右对称,通过该孔,刚好将垂直方向正上方刀辊体左端轴承滚柱与轴承外圈露出来,进行间隙调整时,每次顶紧退卸衬套压盖后,手拿塞尺能顺利通过该孔进行间隙测量,直至间隙满足标准要求,然后拆除轴承外圈压盖工装,最后再装上已装毡圈的轴承外圈压盖,以保证轴承装配空间良好润滑所需的密封环境。采用轴承外圈压盖工装的间隙调整方法,其本质是通过轴承外圈压盖工装的固定,确保调整过程中轴承外圈的位置固定,一避免反复拆装的繁琐,整个调整过程仅需半小时即可,降低了劳动强度,提高了效率;二轴承外圈的位置在调整过程中固定,测量出的间隙值真实可靠,保证了刀辊体轴承间隙调整的精度要求,提高了设备运行质量。
五、结束语
SQ21型刀辊体左端轴承外圈压盖为通用件,加工制作的调整专用压盖工装适用于SQ21型系列各种机型,通过对SQ215B、SQ218C切丝机项修或润滑刀辊体轴承重新调整刀辊体轴承间隙时,采用新的调整方法均快捷、顺利完成任务,且经调整后的切丝机刀辊体运行稳定,实践证明新的调整方法既简便又实用,具有较强的推广实用价值。
1 SQ211B~SQ218B型直刃倾斜滚刀式切丝机使用说明书[M].昆明船舶设备集团有限公司
2 徐灏.新编机械设计师手册[M].北京:机械工业出版社,1995
3 赵学山,李长河.浅析物体受力中的摩擦力[J].山东:临沂大学学报,1999
4 机械工程师手册编委会.机械工程师手册[M].北京:机械工业出版社,2007
5 王德涛,林亨耀等主编.设备润滑手册[M].北京:机械工业出版社,2009
