精轧机组同步齿轮箱改造
2013-12-04余新望
余新望
武汉钢铁集团鄂城钢铁公司 湖北鄂州市
1.概述
鄂钢高线厂于2000年9月建成投产,采用当时国内外先进的工艺装备技术,其中关键的机械设备如精轧机组、吐丝机等引进英国阿希洛技术,设计速度110m/s,保证速度90m/s,精轧机组某些部件转速达到9000r/min以上。
精轧机组同步齿轮箱承担精轧机组的所有负载。在2002年到2007年间发生多起轴承烧损故障,其中2004年、2006年每年检修约耗时120h,严重制约高线厂的生产和经营。为此,决定利用2007年中修对精轧机组进行改造,彻底解决问题。
在同步齿轮箱维修过程中,发现箱体高度相差1mm左右,而根据外方的箱体图纸要求其平面度误差<0.01mm,因此,在工作过程中,箱体变形严重使其运行精度大大降低,在运转时产生非常大的振动和噪声,严重影响轴承的使用寿命。从如下几个方面进行分析:(1)求出箱体所受的力,校核轴承寿命;(2)在采用座浆法安装情况下,校核液压扭矩扳手产生的垂直向下的力是否使箱体变形;(3)校核轴承在最大负载时,润滑油是否充足。
2.改造设计计算
根据设计要求,用 1~7 编号齿轮和轴,即齿轮 1、2、3、4、5、6、7;轴 1、2、3、4、5、6、7,其中轴 1、7 输入轴,输入功率 P=2×1200kW,转速n=700/1400r/min;轴2、6输出轴,n6=3343r/min,n2=2711r/min。
由设计可知,齿轮3、4、5和轴3、4、5起到调向和联动作用,对箱体作用力较小(故在结构设计中设置1条肋板),而输入输出轴对箱体作用力较大(故在结构设计中设置3块肋板)。输入输出轴由于被动轴和齿轮的差别,轴1、2对箱体的作用较大。根据最大力原则,只计算轴1、2对箱体的作用力及箱体变形,即可满足要求。
被动轴:d2=387.69mm,m2=127kg(左旋),轴 m2=94kg;主动轴:d1=750.77mm,m1=520kg(右旋),轴 m1=148.4kg;α=20°,β=12.8387°。
(1)求解作用在箱壁上的力。箱壁前后支点反力相同,前后箱壁所受外力相等。

齿轮上的受力如图1所示:
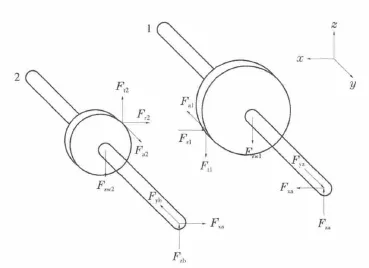
图1 齿轮、轴受力图
由径向力引起的水平反力Fr1x=32.63/2=16.3kN

由轴向力引起的水平反力

所以齿轮1和轴1所受水平力为:

对应的箱壁受力如图2所示。
(2)校核输入轴轴承的设计寿命是否满足使用要求。在校核箱体刚度和润滑油是否满足要求时,选取电机功率最大,转速最低时的转矩来进行计算;进行轴承寿命校核时,按照日常实际工作中实际最大转矩进行计算。

图2 箱体受力图

实际应用的当量动负载:

由上述计算可知,轴承寿命在实际最大负载作用下寿命可达到7.7年左右,而根据不同产品规格的不同,精轧机的转速、转矩也是不同,轴承的负载还会不断变小,轴承的寿命还将延长。因此轴承的设计寿命能满足现场使用要求,轴承的选型没有问题。
(3)校核安装时箱体底部的变形力。由于在同步箱安装过程中没有安装设备底座,而是直接将箱体安装在水泥基础的垫铁上,在安装过程中很容易造成某一块或几块垫铁与箱体底部接触不实,在此情况下,求出使箱体变形最小力[Fz],与安装时使用的液压扭矩扳手所产生的向下的力N进行比较(图3),简化成简支梁的情况计算。
对于碳钢,弹性模量 E=2×1011,截面惯性矩 I=30.16×10-6m4,则使箱体变形的最小力[Fz]=251.333kN,实际使用的液压扭矩扳手产生的向下力为N=264.86kN,N>[Fz],因此在此种情况下箱体容易变形。由上述计算可知,箱体的变形主要是由安装原因引起的。
(4)校核轴承润滑油是否充足。喷嘴面积S=3.9mm2,设计要求喷嘴孔为 Φ5mm, 所 以 S实=19.625mm2,故 S实>S,即油量充足。
由上述计算可知,箱体轴承故障的发生主要是由于在安装时采用座浆法安装,没有设计设备底座,直接将箱体安装在垫板上,当二次灌浆层中有空隙时在液压扭矩扳手正常工作的压力下,使箱体逐步变形,从而使轴承孔所需的同轴度丧失,引起较大的边缘负载,使轴承寿命大大降低。因此,改造措施是给箱体增加一个刚性大底座,改变其地基上的安装方式,从而增加箱体的整体垂向刚度。

图3 软件系统数据流程
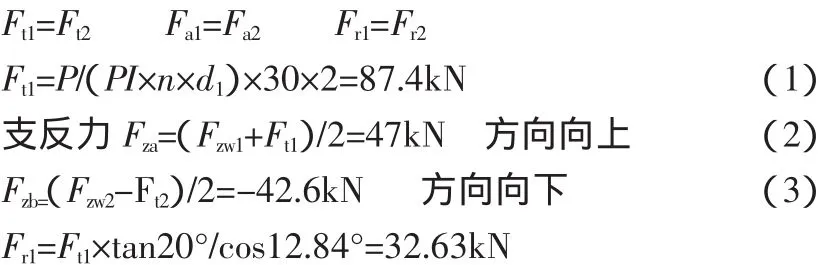
3.同步箱设备底座设计与施工
底座设计如图4所示,由于箱体结构成长条型,在纵向容易变形;输入输出轴承载了大部分的传动负载,在箱体的相应部位的负载也应最大,因此在底座设计时在其相应的位置设计了肋板,增加刚度,并增加底座与水泥基础的附着力。
基础没有考虑安装底座,水泥基础没有安装底座的位置,必须对原基础作进一步的处理,打掉一部分水泥基础,按照安装高度安装完底座和箱体以后,在底座与基础之间再进行二次浇灌。在二次浇灌时必须保证浇灌空间没有空气,这样可以保证底座与水泥基础牢固结合,以保证底座的稳定性。
图4 设备底座
4.改造效果
通过以上改造,高线厂同步齿轮箱运行平稳,振动、噪声比改造前大幅降低,其输出轴垂向振动均方根速度值由3.8mm/s降低到2.5mm/s,自2007年9月改造以后一直使用正常,改造取得较好效果。
