电容器卷制机中张力控制的研究
2013-12-03景新文
景新文,刘 向
(1.西安启源机电装备股份有限公司,陕西 西安 710018;2.中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
卷制机是实现电容器元件卷绕工艺的专用设备,在电力电容器制造工艺装备中起着举足轻重的作用。本设备卷制的铝箔突出式结构电力电容器元件是由两层铝箔(厚度6 μm)和多层绝缘介质(厚度15 μm)层叠卷绕在芯轴上构成的元件,相比老式工艺不仅从根本上提高了元件的电气性能,也促进了整个电容器制造技术和工艺的发展。也正是由于铝箔突出式结构的应用,给新型全自动卷制机的实现创造了前所未有的条件。
1 卷绕部分机械结构
其中卷绕张力控制(张力控制范围300~1 200 g)是该设备的关键工艺,设备核心由8个伺服放卷轴和一个伺服卷绕主轴构成,卷绕部分机械结构如图1所示。
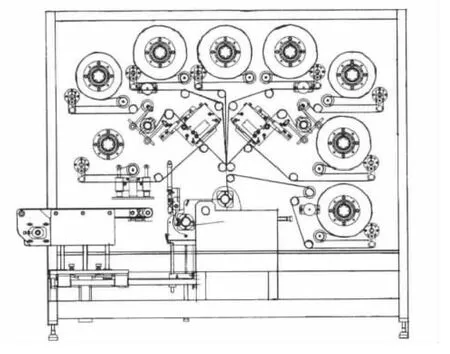
图1 卷绕部分机械结构Fig.1 Mechanical structure of the winding portion
1.1 工艺特点
生产工艺的特点是非连续放卷,不同规格的电容器元件由相应长度的薄膜和铝箔卷制而成后剪断,下个元件自动起头卷绕,加上辅助动作时间25 s可生产出一个产品,卷绕主轴速度在一个产品生产过程中几乎都处在加减速状态,最高速度可达120 m/min。
1.2 机械特点
为提高生产效率,卷绕主轴由两个结构一样可以切换的主轴构成,一个在卷绕,另一个将已卷绕好的电容器元件脱模后经传送带输出。在机械设计上由一个伺服电动机通过摩擦轮驱动卷绕主轴,并且该主轴为单向旋转,不允许反转。8个料卷放料为主动放料由三菱伺服电机驱动,带料张力通过摆动辊检测控制。剪断的两层铝箔料头分别通过两个伺服电机和主卷绕伺服同步线速度后由起头已卷绕在主轴上的薄膜(前一个元件卷制结束后带料被切断之前芯模夹住薄膜,主轴开始旋转薄膜及被卷绕在芯模上)引导并卷绕在芯模上。
2 系统构成
本方案基于SIMOTION的运动控制功能,SIMOTION是西门子公司面向生产机械应用而研发的一款功能强大的集逻辑控制、运动控制和工艺功能控制(压力和温度控制)于一体的控制器,为机械工程提供统一的解决方案。该控制器硬件上提供了不同性能的产品组合,有基于PLC控制器、伺服驱动器、PC机的不同硬件结构可选。软件功能上包含一个符合IEC 61131-3标准的PLC编程环境,提供强大的运动控制功能,从简单定位到电子凸轮和三轴的插补功能,从单轴应用到几百个轴的多轴同步功能。更重要的是由于SIMOTION强大的计算功能,并且支持算法语言,非常适合实时响应性高和计算量大而复杂的设备控制。由于考虑成本因素,采用三菱伺服驱动器和电动机,使用 SIMOTION C240和3个IM174控制12套三菱公司模拟接口的伺服驱动,这种配置在国内属首次尝试,过去基于SIMOTION的收放卷应用都是使用支持ProfiDrive协议的SINAMICS S120伺服系统,该系统结构如图2所示。

图2 系统结构Fig.2 Structure of the system
3 功能设计
3.1 工作原理

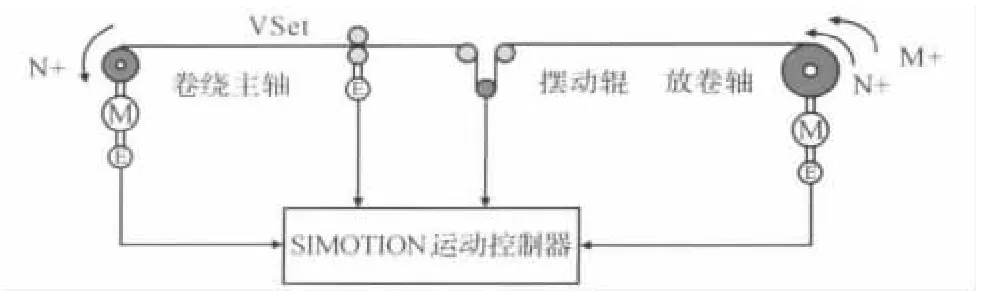
图3 原理框图Fig.3 Block diagram of functions
3.2 程序主要功能块概述
该程序主要由卷径计算功能块、转矩预控功能块、PID控制器参数适应功能块、张力锥度控制功能块、放卷轴速度设定值计算功能块和PID功能块组成,其组织结构如图4所示。
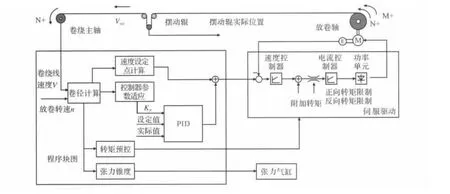
图4 程序主要功能块及其组织关系Fig.4 Function module and organization of the program
3.2.1 放卷轴直径计算
如果采用直径测量装置直接测量放卷轴的直径,能方便直接的得到放卷轴的直径,但是本系统中放卷轴如果采用此种方式会大大提高设备成本。综合考虑性能和成本因素,本系统采用转速比计算放料卷直径。在卷绕过程中可以通过编码器测得卷绕线速度V,放料轴转速度n由放料伺服编码器反馈给主控制器,用公式D=V/(πn)即可实时计算放料卷直径。采用最大最小值限幅和斜坡滤波函数来防止干扰信号导致卷径计算不准确。
3.2.2 转矩预控

3.2.3 控制器参数适应
随着放料卷直径的变化对张力和摆动辊位置控制会带来影响,为了补偿卷径变化造成的影响采用四点斜坡函数生成动态控制器参数。

式中,DS为放料卷初始直径;DE为放料卷最终直径;Kp1为PID初始比例增益;Kp2为PID最终比例增益;X为料卷实际直径。
3.2.4 张力锥度控制
卷制过程中随着电容器元件直径的增大相对于内侧材料的力矩变大,产生打滑收缩现象。靠近卷芯的地方产生褶皱或端面突出,影响元件性能。在卷径逐渐变大时逐渐减小卷绕张力,即采用锥度张力控制。卷取时的初始张力决定了卷取终了时的张力,其减少的程度叫锥度。张力锥度计算公式

式中,Tset为设定张力;Tt为设定张力锥度;Dmax为卷绕元件最大直径。
3.2.5 放卷轴速度设定值计算
由前面放卷轴直径计算可知当前放料轴的直径D,由主卷绕检测编码器可得到带料实时速度V,根据公式n=V/(πD)即可得到放卷轴速度的计算设定值,本速度设定值即可使放卷轴大致和卷绕轴的速度相匹配,速度偏差通过PID调节器加以修正即可实现快速稳定的张力控制。
4 调试基本步骤
4.1 检查硬件配置及参数调整
检查SIMOTION中“轴”的配置,使用SIMOTION的“轴控制面板”对卷轴电动机进行调试,保证卷轴电动机正方向和设备定义一致,电动机转速和设定值一致,并进行零漂补偿和伺服响应性参数调整。
4.2 带料实际调试
卷轴转动将摆动辊拉到设定位置,以一个较低的速度启动主牵引,放料轴调节速度应能使摆动辊维持在设定位置,逐渐提高主牵引速度,改变PID调节器的比例系数,积分系数,微分时间,在满足系统加减速运行和正常运行的动态响应性和稳定性中找到一个参数的折中点,这些参数的调整一般基于经验和试验结果。
5 结束语
(1)实践证明,采用西门子公司的 SIMOTION运动控制器及伺服系统,实现了带速度设定点和PID修正的摆动辊位置闭环张力控制,满足了卷绕主轴在加减速过程和匀速运行时系统的高响应性和稳定性,使电容器卷制机达到张力响应速度快、波动小和稳定性高等要求。
(2)在设计过程中,本文还综合考虑了系统的性能需求和经济成本,利用现有的市场资源尽量使系统结构简单化,方便维修调试。
[1]陶永华.编新型PID控制及其应用(2版)[M].北京:机械工业出版社,2003.
[2]周云端.专用缠绕机的开发与张力控制系统研究[D].西安:西北工业大学,2006.
[3]肖宝平,单越康.一种实用恒张力控制系统的研究[J].中国计量学院学报,2006,17(4):277-280.
[4]王春香,王永章,路华,等.精密张力控制系统及其控制精度的研究[J].仪器仪表学报,2000,21(4):407-408.
[5]康家玉,米林安,高承雍.复卷机退卷张力控制的研究与应用[J].中国造纸,2004(6):35-38.