丝绸面料在服装加工中的关键技术研究
2013-11-17陈霞
陈 霞
(惠州学院服装系,广东惠州516007)
丝绸服装高雅、华贵、舒适,又能起到保健功能,因而深受消费者的青睐。为提升丝绸服装的经济效益,除了面料质感和款式的改进外,还取决于服装产品生产质量的提高。丝绸服装在加工过程中,经常会出现钩丝、纰裂、缩皱等疵病,严重影响产品的外观质量和使用寿命。如何有效地优化服装生产工艺,保证产品较高品质,一直是丝绸服装企业要面对的课题。本研究结合实际生产,对丝绸类服装的款式结构、面料预处理、裁剪缝纫及整烫包装等环节中的关键技术进行分析,对生产高质量的丝绸服装有一定的指导意义。
1 丝绸服装款式造型与结构设计
1.1 款式造型
进行服装款式造型设计时,必须以面料的特性为依据,制作出款式好又实用的服装。丝绸面料优雅、高贵,不需要繁杂的细节设计,在日常着装中,简单的款式更能彰显其独特的气质[1]。丝绸面料自身悬垂性良好,不易于熨烫定形,因此比较适合用于松散的造型,表现流动感和飘逸风格[2]。总之,在款式造型上,设计构思力求简洁、流畅、精练。造型上常用细褶体现柔和、轻盈之感;用大量重叠、打褶、展开、堆积,构成丰富的块面和膨胀的外形,体现丝绸服装良好的悬垂感、华丽感、立体感;在细节方面,尽量不要做口袋,尤其不要做嵌线袋,因嵌线袋口的板硬与面料的柔软特性不协调,会影响丝绸面料正常的悬垂性。
1.2 结构设计
因蚕丝蛋白纤维受到外力磨擦时容易损伤,缝口受外力后容易纰裂,所以服装款式不宜太合体,在设计和制定服装规格尺寸时,应按适体或宽松的尺寸来确定。
在结构设计上对分割线的处理要少用和慎用。过多的分割线会破坏丝绸服装的柔顺美感,缝制时也不易平服。近年来多用面料斜裁的方法,利用斜丝绺的伸缩性来设计丝绸服装的造型,既省去了衣片过多的分割,又能使衣着呈现出悬垂感极强的美感效果[3]。
省道设计不宜过多,尤其是缎类织物。服装设省时,腰省量应小于3~3.5 cm,省量大于3.5 cm时应把单个省分解成多个省。而省的位置则更多地考虑面料的图案及结构线的特征。
2 丝绸面料的预处理
丝绸面料缩水率较高,在裁剪工序之前必须对面料进行预缩水处理,以保证成品服装在熨烫和水洗后尺寸规格和形状的稳定性。大批量生产时,面料首先经过蒸汽预缩和烘干两道工序进行预处理,然后再进行铺布排版和裁剪。小批量或单件生产时,可先将面料浸泡在水里10~20 min,捞出后悬挂在阴凉透风处自然风干,反面中低温烫干后再进行排版和裁剪。
3 丝绸服装裁剪加工技术
3.1 排料划样
丝绸面料的匹头、匹尾和门幅两端的色差较明显,排料划样时要特别注意避免同一件产品裁片之间的色差问题。首先,宜采用单层同向铺布的方法(即铺布时全部的布面同时朝上或同时朝下)来设计排料图(图1)。其次,为了避免在段长方面产生裁片的色差,可将同一件衣服的所有样板排在同一个段长上,同时应采用靠近原则,将需接缝在一起的衣片的两接缝边排列在同一纬向上[4](图2)。

图1 单层同向铺布法Fig.1 Spread cloth method of single layer in same direction
图2 防段色差排料示意Fig.2 The sketch map of fabric against color shading
3.2 铺 布
铺布前,裁床及铺布平面一定要平滑,没有尖刺物凸出,避免铺布时丝绸面料被钩丝抽纱。同时,还应结合丝绸面料的特性,注意其他关键的铺布技术。例如,丝绸面料的牵伸性较大,铺布前要做松布处理,铺布时最好用鸡毛扫(掠)平每层面料,使其铺放自然和布纹丝绺正确;铺布前应在裁床上先铺一层与面料幅宽一致的垫纸,避免底层面料在裁剪过程中被电剪座移压造成褶皱变形或破损;光滑的丝绸面料,铺布时层数不宜太多,一般控制在70层以内,同时还应用布夹固定布层,防止上下层面料滑移走位。
3.3 裁 剪
因丝绸面料边缘容易脱丝,裁剪时应一气呵成完成裁剪动作。裁剪机的刀片要时刻保持锋利,最好使用无损口的旧刀片,因旧刀片的光滑度可以确保裁片边缘平滑及降低裁剪时刀与面料摩擦产生的挂丝现象。丝绸面料一般不宜用钻眼机定位做缝纫记号,因为经纱或纬纱一旦被钻断裂,就容易造成抽丝的缺陷。
4 丝绸服装缝纫加工
4.1 抽纱的预防方法
丝绸丝线纤细,在高速缝纫时,容易被有毛刺的送布牙、压脚、机针、针板孔等机件钩丝,或因机针快速穿刺面料而刺断纱线并抽紧周围纱线,造成抽纱现象,从而严重影响产品的外观质量。加工中注意以下几个关键点。
1)选用细长型、针眼小的球形针尖机针,缝纫前检查针尖和针眼是否完整无毛刺,可以有效降低缝纫抽丝现象出现的几率。缝薄料或层数少的工序时可用7~11号针(55~75 Nm),缝厚料或层数多的部位时可用12~14号针(80~90 Nm)。2)针板孔的大小必须与机针的型号配合使用,小号型的机针应匹配小孔的针板,以防缝合时出现抽纱或跳线问题,同时也可避免面料在缝纫过程中随车针扯下针板孔内,做成皱褶缝口。3)使用塑胶压脚、套有柔软塑胶膜的送布牙或选用圆顶型的送布牙,并注意及时更换已经钝损的送布机件等,以确保裁片缝纫时输送顺畅,减少抽纱、钩丝等[5]。4)开眼刀切断扣眼时要切齐切透,不能藕断丝连,以防止扣钮扣时拉扯纱线,造成抽纱。5)有时可以在裁片需缝合的位置扫浆或粘上黏合衬再缝合,以降低各种机件对纱线的损伤。6)在生产过程中要保证缝纫机、各工序的操作台面、装产品的篮子和员工的指甲等要打磨光滑、无毛刺,防止丝绸衣片被挂到导致抽纱。
4.2 纰裂的预防方法
纰裂是丝绸服装在加工中常见的疵点,缎纹丝绸面料的服装出现纰裂情况最为严重,可在以下几方面加以预防。
4.2.1 缝纫机针
缝纫中薄料的丝绸面料,使用11号(75 Nm)以下的普通圆咀型、加上针身皮膜有抗热处理的机针,对防止缝口纰裂最为理想。
4.2.2 线迹密度
通过对缎纹丝绸面料试验结果分析,当线迹密度小于12针/3 cm时,比线迹密度大于等于12针/3 cm时的纰裂程度有明显的增大[6]。因此,为了减少缝口纰裂,加工丝绸服装时,线迹密度应控制在适当的范围内,以线迹密度大于等于l2针/3 cm为宜。
4.2.3 缝型与缝份量
根据丝绸面料纱线之间的柔滑特性,选择相适应的缝型与缝份量,可较好地控制缝口纰裂的影响程度。以生产实践为依据,主要有如图3所示几种缝型和缝份量常被使用于丝绸服装的缝口上。
平缝锁边使用缝份量为0.8~1.0 cm;来去缝第一道缉缝缝份量为0.3~0.4 cm,第二道缉缝份量为0.5~0.6 cm;滚边缝缝份量一般1 cm左右;卷边缝,最小缝纷量为1 cm。
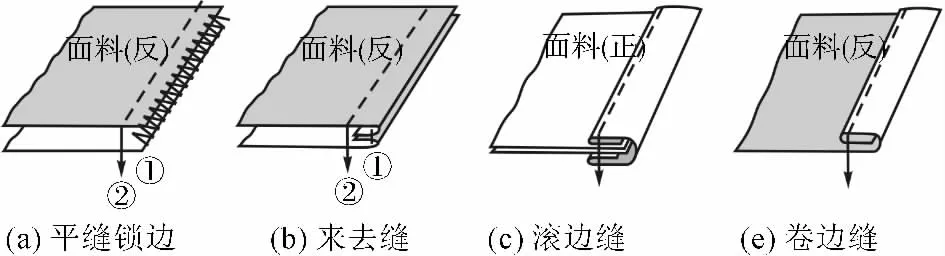
图3 几款常用缝型示意Fig.3 The sketch of some common seams
4.3 缩皱的预防方法
轻薄丝绸面料在加工过程中的缝缩现象比较明显,是丝绸服装生产的难题。其中,缝纫机械作用是影响缝口缩皱程度最直接的因素,根据丝绸面料的性能来调节各种缝纫参数,是解决缝口缩皱问题较为关键和实际的方法。此外,对丝绸面料缝纫的纱向选择也是影响缝口缩皱的一个重要方面。
4.3.1 送布牙和压脚的选择与调节
1)送布牙选用密齿型,齿距为12~15齿/cm(28~32齿/英寸),可避免丝绸面料在缝纫过程中被过度输送造成缩皱。2)送布牙高度在常用高度(缝轻薄面料常用0.8mm)上适当调低。同时,在使用送布牙与机针同步输送系统时把送布牙的前端调高0.1~0.3 mm(图 4),可防止上层面料被拖长,能有效解决薄型丝绸面料缝纫缩皱的问题。3)选用特氟隆材质压脚,该类压脚具有较强的除静电、抗摩擦等性能。也可以选用坑槽较窄的无尾压脚,或用带有拖轮的压脚,以减少摩擦和平衡输送,从而避免缩皱。4)当缝制薄型丝绸面料时,为防止缩皱的产生,压脚压力不宜过大,调至3~5 kg为宜。
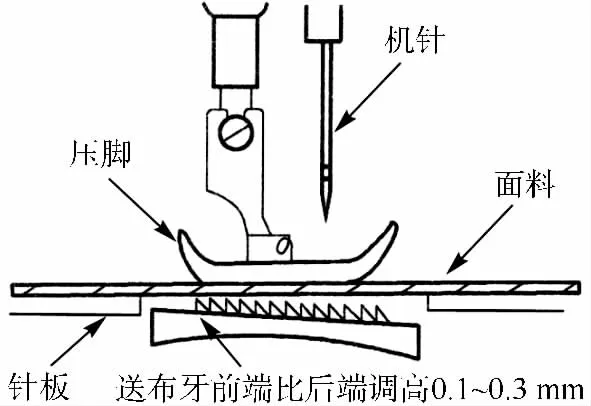
图4 送布牙前端调高Fig.4 Raising the front of feeding
4.3.2 缝纫线张力和线迹密度的选择
缝丝绸面料时,缝线张力应小,否则容易引起缝口缩皱,而缝迹密度对缝口缩皱也有较大的影响。
1)首先,缝纫线性能特点必须与面料性能相配伍。缝一般较薄的丝绸面料可选择#60~#80粗细的上线,要求有细而滑润的质量。其次,要注意面料的缩水情况,如面料是经过定形整理的,应采用缩水率不超过1%的缝线,可有效防止缝口缩皱[7]。2)在形成线迹的正常范围内,尽量调松缝纫底线和面线的张力。底线张力可调至3~6g,面线张力可调至12~25g。例如平缝线迹的底、面线张力调至松紧适宜时,要使两线的交结点处于布层的中间,以降低缝口缩皱变形的程度。3)保证缝纫机上的导线器平滑顺畅,以使缝纫线能顺利输送至针床与底线交结形成线迹,减少张力,降低缩皱。4)缝丝绸面料时,如缝柞蚕丝面料宜选用12针/3cm,缝桑蚕丝面料宜选用14针/3cm[8],可有效降低缝口缩皱的程度。
4.3.4 缉缝方向的设计
缝纫衣片时,不同的缝纫方向会导致缝缩情况有较大的变化。
1)对于组织细密、轻薄且伸缩性小的丝绸面料,缝纫时经纬纱之间没有足够的空间容纳缝纫线时,面料结构性阻塞就会引起缝口起皱。经测试研究,薄型丝织物同向缝纫时,织物经向比纬向更容易产生缩皱,经向客观缝缩率均值约为纬向2倍[9]。2)斜向缉缝时可避免缩皱。根据经验,在对角中斜向的接缝则不会起皱,大多数面料,只要把直缝口接缝的衣片放斜10°~15°,就足以避免缝口起皱。基于丝绸面料组织性能的关系,在款式设计上,可多考虑沿斜丝绺方向缉缝。
5 整烫包装工艺
丝绸面料缩水率较高,耐碱性较差,水洗日晒后易褪色,因此,高温、强光和水都会对产品产生不良影响,在成衣整烫包装等工艺方面应注意以下几点:
1)丝绸成衣宜采用全蒸汽整烫方式,注意避免水渍。2)整烫时熨斗温度宜使用中低温,以防面料出现变色;压力不宜过大,以防面料产生极光,面料应在自然平放、抽气吸住后顺着丝向熨烫。3)颜色较深的丝绸成衣,在整烫完后不宜存储在灯光较强或阳光较猛的地方,以保持面料颜色的鲜艳度。4)包装时不宜多件叠压在一起,若要用夹子固定,宜选用无牙胶夹,不宜用金属夹。5)产品不管是用挂装包装还是折叠包装,都应用拷贝纸衬垫。
6 结语
丝绸服装因其面料特性使产品在加工过程中技术上较难掌握,相比其他服装产品更容易出现加工疵病。在生产前尽可能对面料关键的加工性能进行测试分析,对关键加工技术进行全面仔细研究,把服装加工中潜在的不良问题防患于未然,从而优化生产方案,提高对加工技术的细节要求。只有合理运用丝绸面料的加工性,选择相适应的加工条件和技术,才能在加工全程中,保证丝绸制品的服用性能和外观质量,提高产品的市场信誉,从而获得最大效益。
[1]何瑛,戎珵璐,方靖.真丝绸服装款式风格设计探析[J].丝绸,2011,48(6):25-29.HE Ying, RONG Chenglu, FANG Jing. The character analysis ofsilk fashions designed in thestyle[J].Journal of Silk,2011,48(6):25-29.
[2]王式竹,王威仪.装饰工艺在丝绸服装设计中的应用[J].现代丝绸科学与技术,2012,27(3):108-110.WANG Shizhu,WANG Weiyi.Technology insilk garment designing[J].Science and Technology of Modern Silk,2012,27(3):108-110.
[3]竺梅芳.丝绸裙装斜裁的影响因素探讨[J].丝绸,2010(6):26-28.ZHU Meifang.Investigate the affect factors of bias-cutting appearance insilkskirt[J].Journal of Silk,2010(6):26-28.
[4]王海燕.薄型丝绸面料成衣化生产方法探究[J].辽宁丝绸,2010(4):35-37.WANG Haiyan.The research of apparel manufacturing for thinsilk fabric[J].Liaoning Tussah Silk,2010(4):35-37.
[5]陈霞,张小良.服装生产工艺与流程[M].北京:中国纺织出版社,2011:221.CHEN Xia, ZHANG Xiaoliang. Garment Production Technology and Process[M].Beijing:China Textile &Apparel Press,2011:221.
[6]单毓馥,佟立民.丝绸服装的纰裂及影响因素分析[J].丝绸,2007(8):51-53.SHAN Yufu,TONG Limin.Stitchslipping insilk garments and analysis of its influencing factor[J].Journal of Silk,2007(8):51-53.
[7]刘东.缝纫褶皱的成因与解决方法[J].纺织导报,2009(6):108-109.LIU Dong.The cause andsolution ofsewing wrinkles[J].China Textile Leader,2009(6):108-109.
[8]徐蓉蓉,张欣.缝纫工艺参数对薄型机织面料缝口缩皱的影响[J].西安工程科技学院学报,2006,20(2):171-174.XU Rongrong,ZHANG Xin.Influences ofsewing parameter on the woven fabricseam pucker[J].Journal of Xi'an University of Engineering Science and Technology,2006,20(2):171-174.
[9]高雪莲,吴巧英,武利利.薄型丝织物结构和性能与缝纫缩皱的关系[J].丝绸,2011,48(3):22-25.GAO Xuelian,WU Qiaoying,WU Lili.Research on the relationship between structure,performance and seam puckers of thinsilk fabrics[J].Journal of Silk,2011,48(3):22-25.
