膜裂法生产纱线新工艺研究
2013-11-13胡海霞
胡海霞
(1.浙江工业职业技术学院,浙江 绍兴 312000;2.浙江理工大学,浙江 杭州 310018)
目前在纺织领域中,纱线主要有以下几种形式:一种是长丝型,包括天然长丝纤维如桑蚕丝、麻等长纤维以及化学长丝。长丝型纱线加工的织物外观光滑,毛羽感不强;还有一种是短纤维加捻型,短纤维加工需要经过梳棉、并条、粗纱、细纱、络筒等多道工序,步骤比较多,成本高,加工步骤繁琐。针对以上现状,本文通过大量的实际试验,开发出一种简单易行的多毛羽纱线,由此来克服上述传统工艺中存在的不足。
1 传统纺纱方法
传统的纺纱方法,以环锭纺纱为例,是现时市场上用量最多,最通用之纺纱方法,条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉纱被加拈制成细纱。广泛应用于各种短纤维的纺纱工程。如普梳,精梳及混纺,钢丝圈由筒管通过纱条带动绕钢领回转,进行加捻。其中环锭纺(精梳)流程:清花—梳棉—预并条—条并卷—精梳—头道并条—二道并条—粗纱—细纱—络筒;环锭纺(普梳)流程:清花间—梳棉—头道并条—二道并条—粗纱—细纱—络筒。虽然现代其他的纺纱方法如摩擦纺、喷气纺等利用不同的原理纺纱,但是纺纱工序依然繁琐、成本较高。
2 膜裂纱的加工方法
膜裂技术是指将面状材料通过切割等技术加工成线状材料的一种工艺。目前在纺织上应用主要用于金、银丝花饰线的切割,丙纶扁丝加工等。本文的膜裂纱工艺主要是设计一套切割设备,其加工原理如图1所示,主要是将非织造布材料卷固定在旋转轴上,非织造布材料卷被切割刀切割成不同宽度的小布条卷,最后将小布条卷通过正常的粗纱机中的牵伸机构、锭翼加捻成多毛羽粗犷型的新型纱线。通过控制切割刀可以达到不同宽度的小布条卷,从而可以加工成不同粗细的纱线。
3 膜裂纱产品设计及性能测试
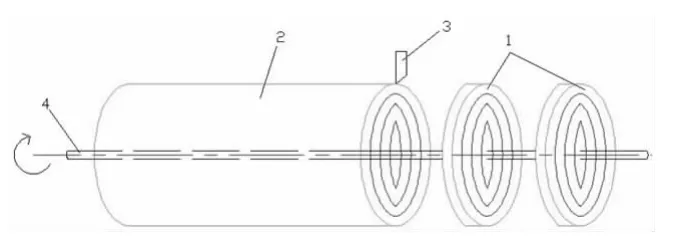
图1 膜裂纱加工原理图
如图1所示,将非织造布材料卷固定在旋转轴上,通过对切割刀水平动程的调节,使非织造布材料卷被切割刀切割成5mm的小布条卷。将小布条卷经过锭翼粗纱机牵伸机构,翼锭的加捻及卷绕成筒子,粗纱机牵伸倍数为1倍,卷绕速度10m/min,加捻捻度为500捻/m。为了更好的说明纱线性能,本项目按照纱线测试标准对以上膜裂纱产品的各项指标进行测试,得出:线密度为98.3tex,纱线断裂强度为501.5 CN,纱线断裂伸长率为5.3%,纱线毛羽指数为28.2根.m-1,条干为12.5CV/%。从以上性能指标可以看出,此膜裂纱强度较大,毛羽较多,条干均匀度较好,满足纺织品用纱的需求。
4 膜裂纱的特点
与传统的纺纱方法相比,此种工艺加工的膜裂纱线加工方法步骤简单,且制作工期短,效率好,产量高,原材料来源广、成本低、节能环保等特点。成品纱线与传统纱线相比强度大幅度提高、毛羽多,具有粗犷仿麻的风格特点,各方面性能指标满足纺织类用纱标准,特别适合制作装饰织物、地毯、服装面料等方面的应用,具有较高的工业应用价值。
5 结束语
本工艺加工的膜裂纱产品采用非织造布进行切割成条卷,然后经粗纱机加捻成具有高强度、多毛羽的仿麻风格纱线,生产成本低、周期短、效率高,是一种节能环保、创新高效的纱线生产方式。本项目也已经开发出多种不同线密度的成品纱线,并制作成羊毛衫、装饰织物、地毯等成品,效果良好。在后续的研究中,本项目将进一步完善切割设备中切割刀的进一步设计,主要是动程在垂直方向的精确控制,以便完成对不同粗细面料卷的准确切割,从而进一步提高生产效率。
[1]仲蕾兰,徐定安,周文理.共混涤纶仿麻织物的研究[J].东华大学学报,2001(8):97-100.
[2]郑憬,李书良,等.涤纶仿麻产品亮丝麻的设计与生产[J].丝绸,1998(11):37-38.
[3]王维亚,陈绿洲.异形涤仿麻喷气纱的纺制及工艺研究[J].上海纺织科技,2006(9):30-31.
[4]杨晓春,王雷.切丝机传动系统的改造[J].烟草科技,2006(4):23-24.
[5]李锐洪,李剑冰,张立志,等.对KTC80切丝机驱动系统的改造[J].中国设备工程,2011(7):43-44.
[6]杨晓春,金玮,王雷.切丝机刀辊自动定位系统的开发[J].烟草科技,2007(3):25-26.
