无锥轮粗纱机卷绕参数计算公式的推导
2015-06-15王学元
王学元
(中国纱线网,杭州 311203)
无锥轮粗纱机卷绕参数计算公式的推导
王学元
(中国纱线网,杭州 311203)
为探索快速选定无锥轮粗纱机卷绕参数的方法,以提高工艺翻改的效率,提升产品质量,采用理论分析和数学计算的方法,推导出了无锥轮粗纱轴向卷绕参数的计算公式。通过生产实践验证检验,验证了公式的准确性和可靠性,为无锥轮粗纱机快速、准确地设定工艺参数奠定了基础。
粗纱机;卷绕系数;推导;公式
近年来由于计算机技术和变频技术的发展,传统的锥轮粗纱机已逐渐被淘汰,无锥轮粗纱机的使用数量大幅增加。无锥轮粗纱机卷绕成型依靠的是计算机软件控制的各电机的精确配合[1],因此,正确设定卷绕参数对保证无锥轮粗纱机良好的成型质量和产品质量具有重要意义。
在咨询诊断活动及与纺纱企业技术人员的交流过程中,发现无锥轮粗纱机制造厂的说明书中,没有对卷绕系数这个重要工艺参数的计算方法进行详细的介绍,虽然也有多篇科技论文涉及到无锥轮粗纱机卷绕参数计算与分析,但大都只是从理论研究的角度对粗纱机卷绕参数进行数学模型解析和构建,探讨粗纱机卷绕参数对粗纱成型和对产品质量的影响,鲜有从纺纱企业工艺设计的角度提供具体计算公式的参考文献,从而造成纺纱企业的工程技术人员在产品改纺时不能准确、快捷地设定这个参数,只能通过多次调试来找到最佳值。为解决这一问题,对无锥轮粗纱轴向卷绕系数进行了认真分析,推导出了一个简便实用的计算公式,现将推导过程介绍如下。
1 粗纱轴向卷绕密度的表达方式
目前常见的粗纱轴向卷绕密度的表达方式主要有两种,一种是以粗纱轴向每厘米卷绕的圈数来表示(见图1),如中晖纺机生产的无锥轮粗纱机等;另一种是以粗纱轴向卷绕每圈螺距的微米数值来表示,如江苏凯宫生产的无锥轮粗纱机等。下面就这两种不同表达方式的粗纱轴向卷绕密度计算公式的推导过程进行说明。
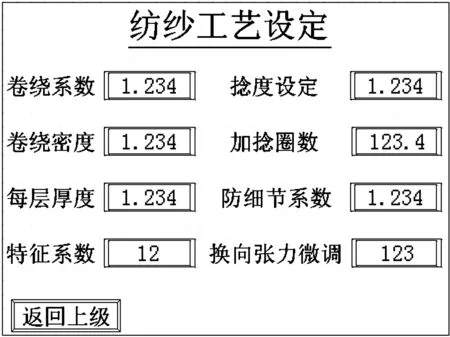
图1 以轴向每厘米卷绕的圈数来表示轴向卷绕密度
2 以轴向每厘米卷绕圈数来表示的轴向卷绕密度公式的推导
粗纱卷绕到粗纱管上后,受卷绕张力等因素的影响,粗纱条被压扁,其截面呈近似椭圆形,如图2所示。椭圆的长轴h1为粗纱的轴向高度(mm),椭圆的短轴δ1为粗纱的径向厚度(mm),受所纺品种、粗纱定量、粗纱捻度、车间温湿度、卷绕张力、压掌压力、假捻效果等多种因素的影响,已经卷绕到纱管的粗纱的长短径比值h1/δ1还会随着卷绕层数的增加而发生微量变化[2-3],在工艺计算时h1/δ1一般取5[4]。
粗纱的最佳轴向卷绕密度,要求纱圈与纱圈既无间隙又不重叠,以防止外层纱圈嵌入内层纱圈[5-6](见图2),同时退绕顺利,也就是说粗纱的轴向卷绕螺距H约为10/h1(圈/cm)[7]。
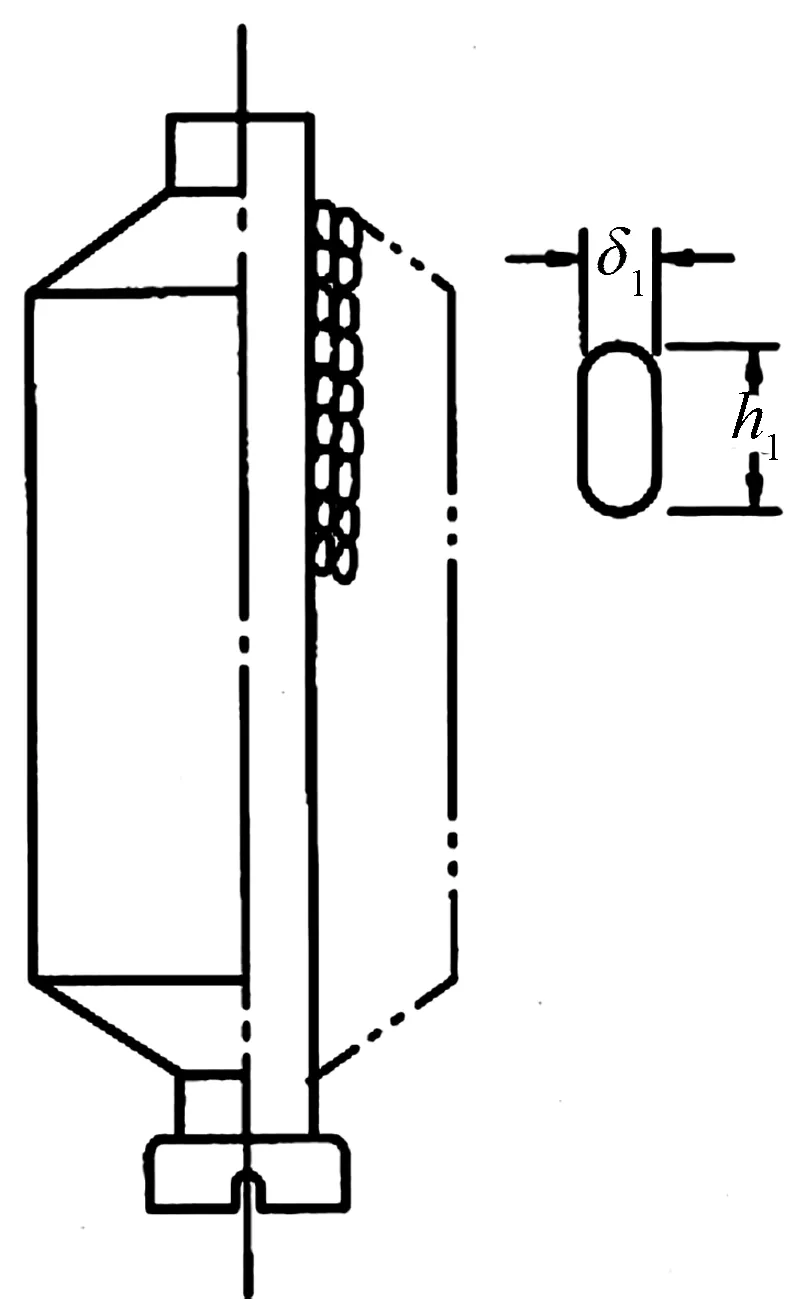
图2 粗纱卷装截面图
设粗纱的号数为TC,那么1000m的粗纱重量为G(g),粗纱密度为γ(g/cm3),那么,G在数值上就与TC相等,即

资料显示,纯棉粗纱的密度γ为0.55(g/cm3),涤纶粗纱的密度γ为0.65(g/cm3),腈纶粗纱的密度γ为0.45(g/cm3),以纯棉粗纱为例计算:
h1=[TC/(157*0.55)]1/2=0.1076TC1/2(mm)

同理,可以推导出其它品种的粗纱轴向卷绕密度,常见品种的粗纱轴向卷绕见表1。
3 以轴向卷绕每圈螺距的微米数来表示的轴向卷绕系数公式的推导
严格地说,由于在整个粗纱的卷绕过程中受压掌离心力、卷绕张力等因素变化的影响,粗纱卷绕的每层厚度是不同的,而且已被卷绕到纱管的里层粗纱,受到其后外层粗纱卷绕张力的压力,其厚度还会继续发生微量变化,因此粗纱管上每层粗纱的厚度b在一落纱过程中是始终处于不断变化之中的[3],一般规律是随着卷装直径的增加,压掌叶的离心力增加,从小纱到大纱粗纱每层卷绕厚度逐渐增大,其增加量与粗纱号数、捻系数、压掌压力、轴向卷绕密度等因素有关,资料显示这个增量一般约为δ1的0.3%~0.4%。在无锥轮粗纱机筒管转速计算机软件的设计程序中,一般设定了这个参数,以修正粗纱卷绕每层厚度的这个增量,因此在设定粗纱每层卷绕厚度时可以不考虑这个变化因素,直接设定一个初始值就可以了。

表1 不同品种粗纱的轴向卷绕密度


表2 不同品种粗纱的每层厚度
由于在无锥轮粗纱机的电脑系统里,轴向卷绕密度被定义为粗纱卷绕螺距,单位为μm,称为轴向卷绕系数。那么对纯棉粗纱来说,粗纱轴向卷绕系数H的最佳取值应为:
H=1000h1=107.6TC1/2
同理,可以推导出其它品种的粗纱轴向卷绕系数,常见品种的粗纱轴向卷绕系数见表3。

表3 粗纱轴向卷绕系数表
4 计算实例
4.1 实例1
某公司生产纯棉品种,粗纱定量为6.5g/10m,那么无锥轮粗纱轴向卷绕系数H应为:
a) 以轴向每厘米卷绕圈数来表示的轴向卷绕密度的计算:
H=92.95/(6.5×100)1/2=3.6
b) 以轴向卷绕每圈螺距μm数值来表示的轴向卷绕系数的计算:
H=107.6×(6.5×100)1/2=2743
4.2 实例2
某公司生产涤棉混纺品种,混纺比例为T/C 65/35,粗纱定量为4.6g/10m,那么无锥轮粗纱轴向卷绕系数H应为:
a) 以轴向每厘米卷绕圈数来表示的轴向卷绕密度的计算:
H=92.95/(4.6×100)1/2=4.3
b) 以轴向卷绕每圈螺距μm数值来表示的轴向卷绕密度的计算:
H=101.8×(4.6×100)1/2=2183
5 结 语
使用本文提供的计算公式,可以快速、准确地计算出无锥轮粗纱机的卷绕参数,不但可以提高工艺翻改的效率,还可以有效减少因不断调整粗纱卷绕参数对产品质量造成的不良影响。
[1] 朱洪英.粗纱机卷绕成形机构的技术进步[J].河南纺织高等专科学校学报,2004(3):4-9.
[2] 刘荣清,金敏华,屠珍雪.粗纱机粗纱卷绕转速数学模型的建立和应用[J].上海纺织科技,2005,33(3):10-12.
[3] 梁淑花.智能粗纱机卷绕成形设计与粗纱伸长率控制探讨[J].沙洲职业工学院学报,2013(4):17-19.
[4] 棉纺手册编写组.棉纺手册[M].3版,北京:中国纺织出版社,2005:558-559.
[5] 白予生.棉纺粗纱机数控卷绕系统核心技术探讨[J].纺织机械,2011(3):6-10.
[6] 袁景山.对粗纱卷绕成形工艺的再认识[J].国际纺织导报,2010(5):24-27.
[7] 郁崇文.纺纱系统与设备[M].北京:中国纺织出版社,2005:156-157.
(责任编辑:陈和榜)
Derivation of Winding Parameter Calculation Formula of Roving Frame without Cone Wheel
WANGXueyuan
(China Yarn Network, Hangzhou 311203, China)
In order to explore the method to quickly select winding parameters of roving frame without cone pulley, and improve technologic efficiency and product quality, theoretical analysis and mathematical calculation were adopted to elicit computational formula of winding parameters of roving frame without cone pulley. The accuracy and reliability of the formula was verified through production practice. The formula lays a foundation for quickly and accurately setting technological parameters of roving frame without cone pulley.
roving machine; winding coefficient; derivation; formula
2014-04-12
王学元(1969-),男,山东巨野县人,工程师,大专,主要从事棉纺生产技术及质量控制方面的研究。
TS114
B
1009-265X(2015)01-0047-03