机械活化固相化学反应制备木薯醋酸酯淀粉*
2013-10-30陈渊杨家添黄祖强朱万仁唐春洁秦顾
陈渊,杨家添,黄祖强,朱万仁,唐春洁,秦顾
1(玉林师范学院 化学与材料学院,广西 玉林,537000) 2(广西大学 化学化工学院,广西 南宁,530004)
醋酸酯淀粉的制备方法有湿法和干法等。湿法常用水或惰性有机溶剂作为反应介质,加入淀粉和酸酐进行反应一段时间而得酯化淀粉,该法缺点是在水相中醋酸酐易水解而造成浪费,同时反应中要随时监控pH 值,造成反应控制难度增大[1-2],有机相中有毒的有机溶剂使其在食品工业中的应用受到限制[3-4]。干法是淀粉与一定碱液混合,适当喷水调节含水量,再喷入酸酐,混匀后进行反应。干法生产工艺简单,产品成本低,反应效率高,产品的取代度也较高,环境污染小,但是该法由于反应均匀性差、合成温度较高(170 ~200℃)、反应时间长、原料和产物在高温下热解比较严重,产品品质较差[5]。主要原因是由于淀粉半结晶的超分子结构特点,难于被各种反应试剂所触及,限制了化学试剂向淀粉分子内部的渗透,从而导致其反应效率低和均匀性差。因此,寻求有效的淀粉预处理方法以破坏其结晶结构,并能在低热条件下使反应物分子获得反应和加速扩散所需的能量,更好地改善酯化试剂与淀粉大分子的接触状态和反应性,提高反应速度是实现淀粉干法酯化的关键问题。
针对天然高聚物干法反应及其产品存在的问题,本课题组曾开展了先机械活化预处理淀粉和纤维素,后采用湿法进行乙酰化反应制备醋酸酯淀粉和醋酸纤维素的研究[6-9]。研究表明,由于机械活化能有效地破坏它们的结晶结构,氢键能量和自由羟基含量提高等效果,并使得它们内部产生大量的晶格畸变,部分机械能转变为化学能储存起来,使物质处于不稳定的高能状态,明显地提高了化学反应活性。这种方法虽然能有效强化化学反应,但也存在2 方面的不足:一是制备产品仍采用传统的制备工艺,反应在液相中进行,同样存在溶剂回收、污染环境、催化剂残留、工艺复杂和成本较高等问题;二是聚合物在机械力作用下产生的高活性羟基或分子链断裂而形成的高活性大自由基处于亚稳态,具有不同的驰豫时间,如果将预处理与反应分开,诸多短暂的高激发态会在反应前失去活性,仅留下相对长期的激发态与衍生化试剂发生反应,从而降低了强化效果[10]。若将预处理与反应同时进行,不仅使处理过程产生的活性基团都能参与反应,而且可以简化操作过程,提高效率。如以搅拌球磨机作为固相反应器,以马来酸酐为反应剂、过二硫酸钾为引发剂、乙酸钠为碱性剂,通过机械活化固相化学干法反应的方法成功地制备顺丁烯二酸酐羧化淀粉[11]。以甘蔗浆粕纤维素为原料、月桂酸为长链酯化剂,自制的高能效搅拌磨为反应器,通过机械活化固相化学干法反应的方法合成了高取代度的月桂酸纤维素酯[12]。这些研究结果表明,在固相反应中机械力的作用使反应体系运动程度加剧,体系能量增高,物质之间碰撞几率增加,可显著改善反应物的接触状态,有效解决固相反应所存在的反应均匀性差、合成温度较高、原料和产物在高温下热解比较严重,产品品质较差等问题,可以在温和的条件下合成不同链长的淀粉、纤维素酯等衍生物,同时省去了反应前的预处理工序,大大提高生产效率。与湿法相比,机械活化固相化学干法反应生产具有工艺简单、生产周期短、成本低、环境污染小等优点。但这种方法用于直接制备醋酸酯淀粉却鲜有报道。本试验以自制搅拌球磨机作为机械活化固相反应器,采用广西拥有丰富资源的木薯淀粉为原料,将机械活化法与固相化学反应相结合,在强有力机械剪切作用下实现淀粉与醋酸酐之间的乙酰反应。通过机械力的强咬合研磨作用,改善固体粒子间的接触并提高反应效率,一步法合成出不同取代度的醋酸酯淀粉。考察醋酸酐用量、NaOH 用量、球磨温度、球磨时间、搅拌速度、球磨介质的堆体积等因素对淀粉酯化反应的影响,并在此基础上采用正交试验确定制备醋酸酯淀粉的最佳工艺条件。用傅立叶红外光谱(fourier transform infrared spectrometry,FTIR)、X-射线衍射(X-ray diffraction,XRD)对木薯淀粉酯化产物的结构进行表征,探讨木薯淀粉机械活化固相化学反应机理。
1 材料与方法
1.1 原料、试剂与仪器
原料及试剂:木薯淀粉(工业级),广西明阳生化科技有限公司;乙酸酐、NaOH、无水乙醇等均为分析纯。
主要仪器:自制机械搅拌磨,由普通直径16 mm钻床改装而成,配置调速电机,可根据试验需要调节搅拌轴的转速。研磨筒为内直径115 mm、高170 mm、有效容积1 200 mL、带冷却套的不锈钢罐,磨介质为直径6 mm 的不锈钢磨球;BS224S 型电子分析天平,赛多利斯科学仪器(北京)有限公司;DHG-9076A 型电热恒温鼓风干燥箱,上海精宏实验设备有限公司;SHZ-88 型水浴恒温振荡器,江苏金坛市医疗仪器厂;SHB-III 型循环水式多用真空泵,郑州长城科工贸有限公司。
1.2 醋酸酯淀粉的制备
称取50 g 木薯原淀粉(干基)、1.25 g(占淀粉干基的2.5%)NaOH 混合均匀,量取30 mL(占淀粉干基的60%)醋酸酐慢慢滴入混合物中,加保鲜膜放置24 h。装好球磨机,加入球磨介质(500 mL),将样品装入球磨装置中,在搅拌速度为380 r/min 条件下60℃恒温进行机械活化反应,60 min 后将样品与磨球介质分开,用体积分数为75%的乙醇洗涤至呈中性,抽滤,产物在50℃条件下干燥,磨碎、干燥、过120 目的筛、装袋,转入干燥器中备用。
1.3 取代度的测定
醋酸酯淀粉取代度(degree of substitution,DS)的测定参照文献[1]的方法进行:精确称取5.000 0 g 已充分干燥的研磨样品,置于250 mL 锥形烧瓶中,加入50 mL 蒸馏水,摇匀,加入2 ~3 滴酚酞指示剂,用0.1 mol/L NaOH 溶液滴至微红色为终点。用25 mL 移液管加入25.00 mL 0.5 mol/L NaOH 标准溶液,摇匀,用塞子塞住瓶口,在40℃恒温水浴中振荡1 h,进行皂化反应。停止搅拌,用蒸馏水小心冲洗搅拌棒和塞子以及瓶壁口上的溶液,再用0.5 mol/L HCl 标准溶液滴定过量的碱至红色消失。所用去的0.5 mol/L HCl 标准溶液的体积为V1(mL)。另外,在碱皂化过程中,引起少量的降解,会消耗碱量。为消除此影响,需要用原淀粉进行空白滴定,再计算乙酰基含量、取代度、反应效率。
空白实验:准确称取折算成绝干样的原淀粉约5 g(与样品等质量),测定步骤与上述相同。记录用去的0.5 mol/L HCl 标准溶液的体积为V2(mL)。
乙酰基质量分数(A)、取代度(DS)、反应效率(RE)的计算:
A/% =[(V2-V1)×C×0.043 ×100]/ m
DS=162 ×A /(4300 - 42 ×A)
RE/% =DS×100 ×N1/N2
式中:A为乙酰基质量分数,%;V1为样品消耗HCl 标准溶液体积,mL;V2为空白样消耗HCl 标准溶液体积,mL;C为HCl 标准溶液浓度,mol/L;m为称样质量,g;N1为加入淀粉的摩尔数,mol;N2为加入乙酸酐的摩尔数,mol。
1.4 单因素设计试验
根据前期试验结果,主要考察醋酸酐质量分数[30%、40%、50%、60%、70%、80% (以淀粉干基计)]、球磨温度(30、40、50、60、70、80℃)、球磨时间(30、40、50、60、70、80 min)、NaOH 用量[0.5%、1.0%、2.0%、2.5%、3.0%、3.5% (以淀粉干基计)]、搅拌桨转速(220、300、380、450、520 r/min)、球磨介质堆体积(300、400、500、600 mL)等因素对木薯淀粉乙酰化反应的影响,以取代度为试验指标进行单因素试验。
1.5 正交试验设计
经过单因素试验,可以得到各因素对试验结果影响的趋势。根据它们对试验结果影响的趋势确定每个因素的水平。安排4 因素3 水平的正交试验,以取代度为试验指标,正交试验因素水平表如表1 所示。

表1 乙酰化反应正交试验因素水平表Table 1 Factor and level of orthogonal test of acetylation
1.6 结构表征
采用美国Spectrum100 型傅立叶红外光谱仪(FTIR)木薯淀粉样品的分子基团进行表征。将2 mg试样和200 mgKBr 混合压片法来测试,扫描范围在4 000 ~500 cm-1内进行;采用德国D8 ADVANCE 型X射线粉末衍射仪(XRD)对木薯淀粉样品的结晶结构进行观察。具体操作条件为:特征射线Cukα,Ni 片滤波,电压为40 kV,电流30 mA,测量范围2θ =5° ~50°。
2 结果与分析
2.1 不同反应条件对酯化反应的影响
2.1.1 醋酸酐用量对酯化反应的影响
在NaOH 质量分数2.5%(以淀粉干基计)、球磨时间60 min、球磨温度60℃、球磨介质堆体积500 mL、搅拌速度为380 r/min 的条件下,考察醋酸酐质量分数(以淀粉干基计)对木薯淀粉酯化反应的影响,结果如图1 所示。

图1 醋酸酐质量分数对酯化反应的影响Fig.1 Effect of acetic anhydride content on esterification reaction
由图1 可知,随醋酸酐质量分数的增高,淀粉取代度和反应效率均增高,当醋酸酐质量分数增加到60%时,取代度和反应效率最大,分别达到0.235 6和22.89%;当醋酸酐质量分数超过60%后,取代度和反应效率随醋酸酐用量的增加而下降。这是因为当醋酸酐用量增加,酸酐与淀粉活性中心之间的碰撞概率将增加,发生反应的有效碰撞也随之增加,从而引起淀粉取代度的增加;当醋酸酐占淀粉的质量分数较高时,反应空间位阻增大,导致反应效率下降。因此,醋酸酐占淀粉的质量分数以60%为宜。
2.1.2 NaOH 用量对酯化反应的影响
在醋酸酐质量分数60%(以淀粉干基计)、球磨时间60 min、球磨温度60℃、球磨介质堆体积500 mL、搅拌速度为380 r/min 的条件下,考察NaOH质量分数(以淀粉干基计)对木薯淀粉酯化反应的影响,结果如图2 所示。

图2 NaOH 质量分数对酯化反应的影响Fig.2 Effect of sodium hydroxide content on esterification reaction
由图2 可知,随着NaOH 质量分数的增加,取代度和反应效率先增大再减小。氢氧化钠在反应体系中既作为催化剂,对反应起激活作用,NaOH 在酯反应中既是催化剂,又可将淀粉降解,导致淀粉分子链变短,支链淀粉的分支结构被破坏,反应空间障碍减小,醋酸酐与淀粉的酯化反应机会增多。随着NaOH质量分数的增加,对反应的激活作用增大,并且淀粉分子发生糊化和膨胀,试剂参与反应几率增加,提高反应速度,取代度和反应效率上升。随着NaOH 质量分数的进一步增加,碱性过强,淀粉结块,从而降低取代度和反应效率。因此,NaOH 占淀粉的质量分数以2.5%为宜。
2.1.3 球磨温度对酯化反应的影响
在醋酸酐质量分数60%(以淀粉干基计)、NaOH质量分数(以淀粉干基计)2.5%、球磨时间60 min、球磨介质堆体积500 mL、搅拌速度为380 r/min 的条件下,考察球磨温度对木薯淀粉酯化反应的影响,结果如图3 所示。

图3 球磨温度对酯化反应的影响Fig.3 Effect of ball-milling temperature on esterification reaction
从图3 中可以看出,在30 ~60℃的反应温度下,产物取代度和反应效率随温度的升高而提高,当反应温度超过60℃后,取代度和反应效率随球磨温度的升高而降低。随着温度的升高,木薯淀粉颗粒溶胀程度增加,分子流动性增加,有利于试剂进入淀粉分子内部,反应活性中心增加,在相同的反应时间内反应物分子之间的碰撞次数增加,从而提高了取代度和反应效率;当温度超过到60℃后,反应产生的逆反应,导致生成的酯化淀粉分解,也有可能导致淀粉的部分降解。这与之前在液相中进行的木薯淀粉醋酸酯化和苏东娇等人进行的机械活化干法制备顺丁烯二酸酐羧化淀粉的研究结果相似[8,11]。因此,选择球磨温度为60℃。
2.1.4 球磨时间对酯化反应的影响
在醋酸酐质量分数60%(以淀粉干基计)、NaOH质量分数(以淀粉干基计)2.5%、球磨温度为60℃、球磨介质堆体积500 mL、搅拌速度为380 r/min 的条件下,考察球磨时间对木薯淀粉酯化反应的影响,结果如图4 所示。
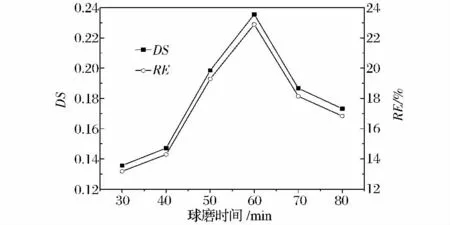
图4 球磨时间对酯化反应的影响Fig.4 Effect of ball-milling time on esterification reaction
从图4 中可以看出,在一定的时间内,随着反应时间延长,产物的取代度和反应效率也随之增加,球磨时间为60 min,取代度和反应效率达到最高,超过60 min 之后,取代度和反应效率反而随着球磨时间的延长而降低。固体间分子的相互扩散是十分缓慢的,但由于采用球磨与酯化反应同进行的方式,在酯化反应过程中借助机械力的作用一方面使淀粉颗粒表面结构受到破坏,形成疏松凹凸不平的表面,有利于醋酸酐与淀粉的接触与反应;另一方面其晶体结构受到破坏,产生晶格缺陷,结晶度下降,反应试剂的内扩散阻力减小,更容易渗透到颗粒结晶区域与淀粉反应。此外,机械活化使物质内部产生大量的晶格畸变,部分机械能转变为化学能储存起来,使物质处于不稳定的高能状态,从而也使淀粉的反应活性提高。当球磨时间超过60 min 之后,淀粉分子降解加剧,且由于颗粒之间带有不同性质的电荷,带电粒子不稳定,互相吸引,使颗粒产生团聚而引起淀粉粒度增大,醋酸酐不易渗入到淀粉颗粒中,导致醋酸酯淀粉的取代度和反应效率减小[11]。因此,选择球磨时间为60 min。
2.1.5 搅拌速度对酯化反应的影响
在醋酸酐质量分数60%(以淀粉干基计)、NaOH质量分数(以淀粉干基计)2.5%、球磨温度为60℃、球磨时间为60 min、球磨介质堆体积500 mL 的条件下,考察搅拌速度对木薯淀粉酯化反应的影响,结果如图5 所示。

图5 搅拌速度对酯化反应的影响Fig.5 Effect of stirring speed on esterification reaction
从图5 中可以看出,在搅拌转速低于380 r/min的范围内,产物的取代度和反应效率随搅拌转速的增加而增加,当搅拌转速超过380 r/min 后,产物的取代度和反应效率随搅拌转速的增加而下降。这是因为,随着搅拌转速的增加,物料在球磨筒内混合的更加均匀,并且受到的压缩应力和剪切力应力增大,淀粉颗粒破碎程度增大,使得醋酸酐分子更易与淀粉分子接触,反应加速,取代度和反应效率提高。随着搅拌转速进一步增加,虽然可以减少醋酸酯淀粉的孕育期,但是磨球撞击所产生的机械力会促使一部分已经合成的醋酸酯淀粉结构中的酯键断裂,造成醋酸酯淀粉分解,反应效率下降,取代度减小。因此,选择搅拌转速380 r/min。
2.1.6 球磨介质堆体积对酯化反应的影响
在醋酸酐质量分数60%(以淀粉干基计)、NaOH质量分数(以淀粉干基计)2.5%、球磨温度为60℃、球磨时间为60 min、搅拌桨转速380 r/min 的条件下,考察球磨介质堆体积对木薯淀粉酯化反应的影响,结果如图6 所示。从图6 中可以看出,在球磨介质堆体积小于500 mL 的范围内,产物的取代度和反应效率随球磨介质堆体积的增大而增加,当球磨介质堆体积超过500 mL 后,产物的取代度和反应效率随球磨介质堆体积的增大而下降。这是由于当球磨介质堆体积低于500 mL 时,有效碰撞次数低,对淀粉的破坏程度不大,磨球碰撞所产生的热量不足以使淀粉和醋酸酐反应生成醋酸酯淀粉,反应效率低。当球磨介质堆体积超过500 mL 时,醋酸酯淀粉的取代度不但没有升高,反而降低。这是因为当粉料较少时,碰撞过程中磨球与粉料的接触面积小,磨球传递给粉料颗粒的能量少,降低了球磨效率,导致反应效率降低。因此,最佳球磨介质堆体积为500 mL。

图6 球磨介质的堆体积对酯化反应的影响Fig.6 Effect of the volume of the stack for ball-milling media on esterification reaction
2.2 酯化反应的条件优化
从单因素试验结果可知,影响淀粉醋酸酯化产物取代度的因素并非相互独立,而是相互影响,相互制约的。但从以上分析可知,搅拌转速和球磨介质堆体积因素对醋酸酯淀粉酯的取代度影响相对较小,为了确定机械活化固相反应制备醋酸淀粉的最佳工艺条件,采用醋酸酐用量、NaOH 用量、球磨温度、球磨时间等因素进行正交试验。根据单因素试验所得结果,每个因素取3 水平安排L9(34)正交试验,以取代度为试验指标,结果如表2 所示。从表2 的极差分析结果可以看出,球磨温度和醋酸酐用量对取代度的影响最大,其次是NaOH 用量,球磨时间对取代度的影响最小。因此,在所选择的试验范围内,各因素最优水平组合应为A2B2C2D1。确定机械活化固相反应制备醋酸淀粉的最佳工艺条件:醋酸酐质量分数60%、球磨温度为60℃、球磨时间60 min、NaOH 质量分数2.0%、搅拌转速380 r/min、球磨介质堆体积500 mL。在该试验条件下机械活化生产的木薯醋酸酯淀粉的取代度0.263 2,反应效率25.57%。

表2 L9(34)正交试验结果与分析Table 2 Results and analysis of L9(34)orthogonal test design
2.3 红外光谱分析
木薯原淀粉和木薯醋酸酯淀粉红外光谱如图7所示。与原淀粉比较,醋酸酯淀粉在氢键区、饱和碳氢键区、指纹区吸收峰的形状、位置基本相同。所不同的是在官能团区中,醋酸酯淀粉在1 735 cm-1处出现了新的吸收峰此吸收峰为酯键—C = O 的特征伸缩振动吸收峰,表示有羰酯基存在[13]。说明活化木薯淀粉与醋酸酐发生了酯化反应,在淀粉分子上引入了乙酰基[8,14],所生成的产物为醋酸酯淀粉。

图7 原淀粉及醋酸酯淀粉的红外谱图Fig.7 FTIR spectra of native starch and starch acetate
2.4 X-射线衍射分析
木薯原淀粉和木薯淀粉醋酸酯的X 射线衍射图谱如图8 所示。从图8 中可以看出,木薯原淀粉的衍射曲线由尖峰衍射特征和弥散衍射特征2 部分组成,是典型的多晶体系衍射曲线,说明淀粉颗粒都是由结晶和非晶2 部分组成。木薯原淀粉在2θ 为15.3、17.1、23.5°附近有较强的衍射峰,表明木薯原淀粉的晶型结构属于A 型[15]。淀粉经机械活化、酯化反应后,X 射线衍射峰依然存在,表明醋酸酯化反应并未改变淀粉的晶型结构。但比较可知,醋酸酯淀粉的特征峰衍射强度减弱,结晶度明显下降。这主要是由于机械活化过程中的挤压、剪切作用及淀粉酯化反应使得淀粉的结晶结构遭到破坏,结晶度降低[6]。

图8 原淀粉及醋酸酯淀粉的X 射线衍射曲线Fig.8 X-ray diffraction of native starch and starch acetate
3 结论
采用机械活化固相化学反应法制备木薯醋酸酯淀粉,开展了制备工艺和产物结构表征的研究,主要结论如下:
(1)机械活化对淀粉酯化反应有显著的强化作用,可制备低取代度的醋酸酯淀粉。采用球磨与酯化反应同进行的方式,在酯化反应过程中借助机械力的作用一方面使淀粉颗粒表面结构受到破坏,形成疏松凹凸不平的表面,有利于醋酸酐与淀粉的接触与反应;另一方面其晶体结构受到破坏,产生晶格缺陷,结晶度下降,反应试剂的内扩散阻力减小,更容易渗透到颗粒结晶区域与淀粉反应。此外,机械活化使物质内部产生大量的晶格畸变,部分机械能转变为化学能储存起来,使物质处于不稳定的高能状态,从而也使淀粉的反应活性提高。
(2)通过正交试验对工艺条件的优化,机械活化固相反应制备醋酸淀粉的最佳工艺条件:醋酸酐质量分数60%、NaOH 质量分数2.0%、球磨温度为60℃、球磨时间60 min、搅拌转速380 r/min、球磨介质堆体积500 mL。在该试验条件下机械活化生产的木薯醋酸酯淀粉的取代度0.263 2,反应效率25.57%。
(3)FTIR 图谱显示,酯化淀粉在1 735 cm-1处出现的肩峰,是酯键—C= O 的特征吸收峰,可以证明淀粉分子成功发生了酯化变性反应。XRD 图谱分析表明,机械活化制备的变性淀粉结晶度明显降低。
(4)机械活化固相化学反应法制备木薯醋酸酯淀粉,同时完成活化处理与酯化反应,工艺相对湿法简单,反应时间缩短,不产生废水,降低了成本,具有较好的经济效益和社会效益。
[1] 钱大钧,杨光. 醋酸酯淀粉制备及性质研究[J]. 中国粮油学报,2007,22(2):49 -52,59.
[2] 陈刚,高群玉,陈慧音,等. 食用玉米醋酸酯淀粉的研制及特性[J]. 粮食与饲料工业,2002 (10):38 -40.
[3] 丁宏坤,许晓秋,李景庆,等. 高取代度淀粉醋酸酯的制备研究[J]. 化学工业与工程,2002,19(6):426 -429.
[4] 朱颖先,王月,李瑶,等. 高取代度淀粉醋酸酯的制备[J]. 应用化学,2001,18(7):591 -592
[5] 袁怀波,谢武,钱门生. 木薯酯化淀粉的干法快速制备及性质研究[J]. 中国粮油学报,2010,25(11):57-61.
[6] 陈渊,黄祖强,谢祖芳,等. 机械活化醋酸酯淀粉的制备及其生物降解塑料膜性能[J]. 农业工程学报,2011,27(5):298 -304.
[7] 陈渊,黄祖强,杨家添,等. 机械活化预处理甘蔗渣制备醋酸纤维素的工艺[J]. 农业工程学报,2010,26(9):374 -380.
[8] 黄祖强,陈渊,钱维金,等. 机械活化对木薯淀粉醋酸酯化反应的强化作用[J]. 过程工程学报,2007,7(3):501 -505.
[9] 陈渊,谢祖芳,朱万仁,等. 机械活化玉米淀粉乙酰化反应的研究[J]. 食品工业科技,2009,30(3):217 -219,222.
[10] Baláž P,Achimovicová M. Mechano-chemical leaching in hydrometallurgy of complex sulphides[J]. Hydrometallurgy,2006,84(1 -2):60 -68.
[11] 苏东娇,黄祖强,胡华宇,等. 机械活化干法制备顺丁烯二酸酐羧化淀粉的研究[J]. 农业机械,2011,(16):120 -123.
[12] Huang Z Q,Tan Y F,Zhang Y J,et al. Direct production of cellulose laurate by mechanical activation-strengthened solid phase synthesis[J]. Bioresource Technology,2012,118:624 -627.
[13] 李贵深,李宗澄. 有机化学[M]. 北京:中国农业大学,2003.
[14] 孙平,高秀敏,张津凤,等. 玉米淀粉醋酸醋的制备与物性研究[J]. 天津科大学学报,2006,21(3):15-18.
[15] 张燕萍. 变性淀粉制造应用[M]. 北京:化学工业出版社,2001:26 -28,45 -59.