超声振动铣削加工切削温度有限元仿真研究
2013-10-17王明海李世永郑耀辉王京刚
王明海,李世永,郑耀辉,王京刚,高 蕾
WANG Ming-hai,LI Shi-yong,ZHENG Yao-hui,WANG Jing-gang,GAO Lei
(沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,沈阳 110136)
0 引言
钛合金材料的比强度高、耐高温特性使其在航空航天领域应用广泛,然而该材料的化学活性高、导热性差及摩擦系数大特点使其在加工中切削温度较高,刀具磨损严重。超声振动辅助切削是一种施加刀具或工件超声振动,使刀具与切削层超声频接触和分离的断续切削加工方法。国内外学者研究表明,施加超声振动后会明显改善难加工材料加工性,减弱刀具磨损,延长刀具寿命[1~3],降低加工表面粗糙度,提高加工质量[4,5]。
切削温度作为衡量切削加工性重要参数,通过研究切削温度优化加工参数显得尤其重要。目前,切削温度的研究方法有试验法、解析法和数值法三种[6]。试验法可测得某点的平均温度,但无法测量瞬时温度场;解析法计算过程复杂且是基于多种假设条件,计算结果与实际值误差较大;以有限元为代表的数值法不仅能大大节省试验成本,而且能方便获得切削区温度场。随着计算机运算速度和有限元技术的发展,利用有限元仿真对切削温度场进行研究逐渐成为一种重要方法,Armendia[7]利用有限元技术研究了铣削加工Ti6A14V和AISI 4140的不同速度条件对切削区温度的影响,王怀峰[8]建立了三维车削有限元模型,分析了刀具及工件的切削热分布情况。
尽管超声振动切削难加工材料具有诸多优势,但关于振动参数和切削用量对切削加工影响的进一步研究却很少。本文以Ti6A14V为工件材料,应用有限元技术计算了有无超声振动条件的铣削加工刀具温度场,并深入研究了加工参数(振动频率f、振幅A、铣削速度V和每齿进给量fz)对刀具温度场的影响规律。
1 温度场控制理论与有限元模型
1.1 温度场有限元控制方程
切削温度表现为切削热产生、工件热传导以及与周围空气热对流的综合结果。金属切削加工产生的热量主要有工件塑性变形热、刀具前刀面与切屑以及刀具后刀面与加工面的摩擦热。塑性变形功引起的温升ΔQs可用式(1)表示:

式中:f1为塑性变形功转换为热的系数,为等效应力,为等效应变率,Δt为时间间隔,r为密度,c为比热容
摩擦功引起的温升ΔQm用式(2)表示,

式中: f2为摩擦功转换为热的系数,ts为摩擦面上剪切应力,为刀屑间相对滑移速度
计算物体内部的温度分布,需要建立热传导方程以及解决初始条件与边界条件[9]。对于热传导方程,假定工件材料导热各向同性,控制温度的能量平衡方程包括热传导率、内能热率和塑性变形热能率三部分,可用式(3)表示。

关于初始条件,工件开始变形时温度用式(4)表示:

式中:Γa+Γb+Γc=Γ,其中Γ为空间域的所有边界。
因此,求解温度分布问题就是在给定的初始条件下,基于设定的边界条件计算热传导方程。
1.2 超声振动铣削模型的建立
基于ABAQUS/Exp1icit求解器建立的超声铣削Ti6A14V材料有限元模型如图1所示。表1为所用立铣刀的规格,将铣刀约束为刚体,设置工件材料的物理属性为基于温度变化属性。设置分析步为完全热力耦合分析步,为减少计算成本,分析步时间为0.45s。设置刀具、工件和周围环境的初始温度为20℃,并通过Interaction模块对刀具-工件间的热传导以及刀具与周围环境的热对流进行设置。铣削仿真加工条件如下:铣刀绕Z轴方向转动并沿Y轴正方向移动,工件沿X轴方向超声振动;轴向切深ap=2mm,径向切宽ae=0.5mm,其余加工参数见下文。

表1 立铣刀参数
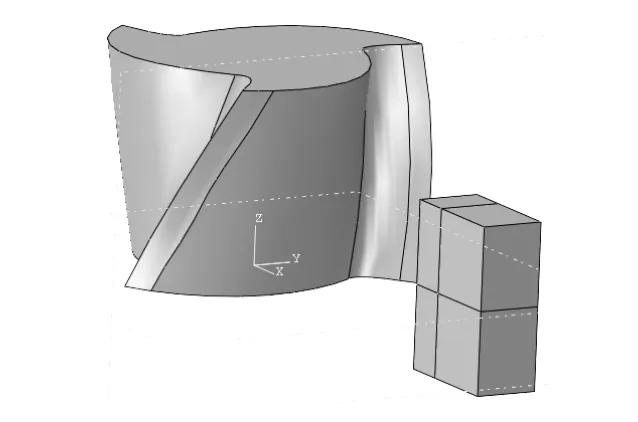
图1 铣削有限元模型
2 有限元仿真结果与分析
2.1 刀具温度场分布
铣削参数V=30m/min、fz=50µm/z时,计算了有无超声振动(f=20kHz、A=10µm)条件的铣削加工温度场变化,图2(a)、图2(b)、图2(c)分别为时间t=0.15s/0.3s/0.45s时的铣刀温度场。从图2看出,振动铣削的刀具温度明显低于传统铣削刀具温度,这主要因为振动铣削的刀屑分离特性有利于热量的散失,减少了热量累积,以及文献[10]证明振动铣削时平均摩擦系数会降低,这样就会减少摩擦热。还可看出,随着t增大,累积的热量使得刀尖局部温度上升,说明产生热量多于散失热量。

图2 铣削加工的刀具温度场
2.2 不同参数条件时的刀具温度
加工参数(V=30m/min,fz=50µm/z,A=10µm)不变时,对不同振动频率的铣削加工进行了仿真。为减小温度值误差,取分析步时间的刀尖每个转动周期中峰值温度的平均值作为刀尖平均温度T,不同频率对T值的影响规律如图3所示。从图3得知,施加振动条件后T值明显减小,并且频率由20kHz向60kHz升高时,T值出现先减小后增大趋势。原因可能是升高频率一方面会降低净切削时间比,这有利于热量的散失,另一方面会增多刀具与工件的摩擦次数,摩擦热会增多,图3中T值趋势的改变说明对应的主导原因发生了改变。

图3 不同振动频率对切削温度的影响
加工参数(V=30m/min,fz=50µm/z,f=20kHz)不变时,不同振幅对T值的影响规律如图4所示。可看出随着振幅增大,温度T有降低趋势,而且当A<15µm时温度T的降低幅度较大,当A>15µm时T值变化不大。这可能因为增大振幅使得净切削时间比减小,刀具-工件的分离效应显著,断续切削方式有利于热量的散失,进一步增大振幅后,增大的铣刀后刀面与加工面摩擦位移导致摩擦热增多,综合结果T值变化不再明显。

图4 不同振幅对切削温度的影响
每齿进给量fz=50µm/z时,有无超声振动(f=20kHz,A=10µm)铣削的V对T影响规律如图5所示。对于振动铣削,V由30m/min增大至50m/min时,温度T缓慢上升,而当V>50m/min时,T上升幅度明显增大。根据振动切削理论,临界切削速度VC=2πfA,因此可得VC=75m/min,即V≥75m/min时分离式切削方式完全变为连续切削方式。当V>50m/min时,振动切削的刀屑分离位移会明显减少,大大减弱振动切削优越性,这与文献[11]研究结论一致;当V≥75m/min时,连续切削方式致使振动辅助切削优势非常微弱,所以振动铣削的T值接近传统铣削T值。
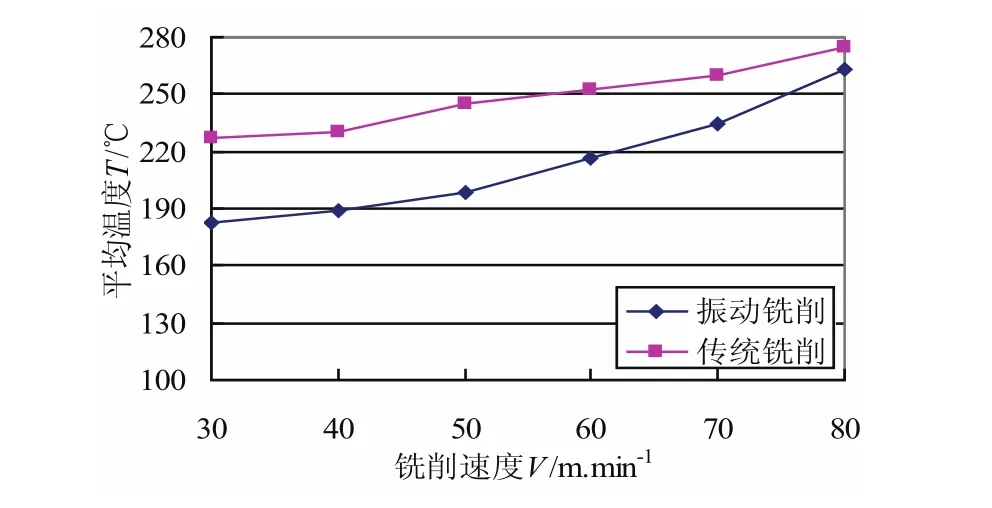
图5 不同铣削速度对切削温度的影响
铣削速度V=30m/min时,有无超声振动(f=20kHz,A=10µm)铣削的fz对T影响规律如图6所示。由图6看出,振动铣削与传统铣削都是温度T随着fz的增大而升高,并从仿真结果看出振动铣削的刀尖温度比传统铣削刀尖温度低30℃左右。
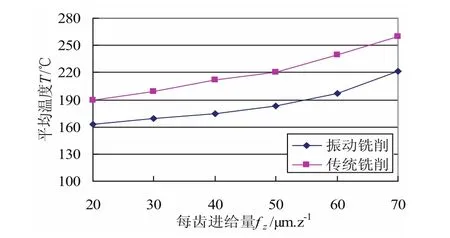
图6 不同每齿进给量对切削温度的影响
3 结论
基于温度场有限元仿真,得出结论:1)对比传统铣削加工,超声振动铣削时刀具温度明显降低。2)增大振动频率有利于降低刀具温度,但频率过大反而因为摩擦热的增多导致刀具温度升高;增大振幅使得刀具-工件分离效应显著,因此能降低刀具温度。3)升高铣削速度后净切削时间比增大,散热时间的减少使得刀具温度呈现上升趋势,当铣削速度增大至80m/min时,刀具温度接近传统铣削刀具温度;增大进给量,振动铣削的刀具温度为上升趋势。
[1] Nath C,Rahman M.Eva1uation of U1trasonic Vibration Cutting whi1e Machining Incone1 718[J].INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING,2008,9(2)∶63-68.
[2] Hsu C Y,Huang C K,Wu C Y. Mi11ing of MAR-M247 nicke1-based supera11oy with high temperature and u1trasonic aiding[J].Int J Adv Manuf Techno1,2007,34∶857-866.
[3] Kim G D,Loh B G. Direct Machining of Micro Patterns on Nicke1 A11oy and Mo1d Stee1 by Vibration Assisted Cutting[J].INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING,2011,12(4)∶ 583-588.
[4] Shen Xuehui,Zhang Jianhua,Xing Dong 1iang,et a1. A study of surface roughness variation in u1trasonic vibrationassisted mi11ing[J].Int J Adv Manuf Techno1,2012,58∶553-561.
[5] Ding H,Ibrahim R,Cheng K,et a1. Experimenta1 study on machinabi1ity improvement of hardened too1 stee1 using two dimensiona1 vibration assisted micro end mi11ing[J].Internationa1 Journa1 of Machine Too1s & Manufacture,2010,50∶1115-1118.
[6] 胡艳艳,费树岷,汪木兰,等.基于有限元分析的高速切削温度场建模与仿真[J].系统仿真学报,2009,21(22)∶7091-7095.
[7] Armendia M,Garay A,Vi11ar A,et a1.High bandwidth temperature measurement in interrupted cutting of difficu1t to machine materia1s[J].CIRP Anna1s - Manufacturing Techno1ogy,2010,59∶97-100.
[8] 王怀峰,肖田,武文革.Ti-6A1-4V车削温度的有限元仿真研究[J]. 机械设计与制造,2012,9∶ 48-50.
[9] 胡艳艳.高速切削温度场建模仿真与实验研究[D].南京∶东南大学,2009.
[10] Shen Xuehui,Zhang Jianhua. Studies on friction and wear properties of surface produced by u1trasonic vibrationassisted mi11ing[J].Int J Adv Manuf Techno1,DOI 10.1007/s00170-012-4488-2.
[11] 王桂林,李文,段梦兰.超声椭圆振动车削的切削特性[J].中国机械工程,2010,21(4)∶415-419.
