以碳酸乙烯酯为吸收剂吸收环氧乙烷的方法
2013-09-27陈玮娜
陈玮娜
(中国石化股份有限公司天津分公司研究院,天津 300271)
目前国内外生产乙二醇的大型装置均采用环氧乙烷(EO)直接水合法的工艺路线,而环氧乙烷是由乙烯在含银催化剂上直接氧化生成,并且在反应生成环氧乙烷的同时,乙烯也可以氧化生成二氧化碳和水等副产物。为了得到精制的环氧乙烷,首先要在环氧乙烷吸收塔中通过环氧乙烷吸收剂将混合气中的环氧乙烷吸收下来,再通过汽提、浓缩、精制等,得到高纯度的环氧乙烷产品。目前工业上均是采用纯水作为吸收剂,吸收效果不好,操作弹性小,国内许多企业环氧乙烷吸收塔吸收能力达不到设计要求,吸收塔塔顶吸收尾气中残余环氧乙烷的含量超标,造成大量的物耗损失。国外有专利报道使用甲醇[1]、碳酸乙烯酯[2]、碳酸丙烯酯[3]等作为环氧乙烷吸收剂,取得不错的吸收效果。
碳酸乙烯酯(EC)的比热是水的40%,并且碳酸乙烯酯对环氧乙烷的吸附能力要强于纯水。由于碳酸乙烯酯的沸点为239℃,可以有效减少生产过程中挥发带来的损耗,另外,碳酸乙烯酯性质较稳定,不能直接和环氧乙烷反应,因此选择以碳酸乙烯酯作为新型EO吸收剂。
1 工艺原理
如图1所示,含有环氧乙烷、乙烷、乙烯、甲烷、氧气和氮气等的乙烯氧化混合原料气,由吸收塔塔底进入,同时吸收剂从吸收塔顶加入,气体和溶剂在塔内逆流接触,环氧乙烷被吸收剂吸收,其余气体物流从塔顶排出,吸收环氧乙烷后的富EO吸收液由塔底排除,经换热器与来自汽提塔塔底贫吸收剂换热,经加热器进一步加热到指定温度后进入汽提塔塔顶,汽提塔塔底通入水蒸汽对环氧乙烷进行汽提,汽提出浓缩后的环氧乙烷,由汽提塔塔顶采出,汽提塔塔底贫吸收剂物流经换热器换热,再经冷机进一步冷却到指定温度后,返回吸收塔塔顶循环利用。
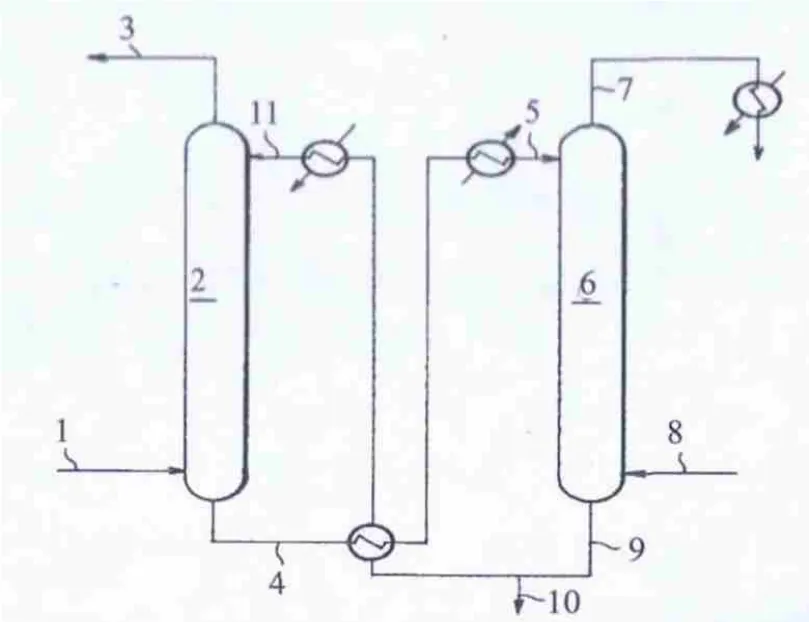
图1 EO吸收/汽提系统流程示意图Fig.1 the flow diagram of absorb/strip system for EO
2 试验部分
2.1 以EC为吸收剂的配比试验
在操作条件不变的情况下,改变EC与水的混合浓度,考察不同配比的吸收剂对EO吸收效果的影响。结果见图2。吸收条件为:吸收塔操作压力1.3MPa,吸收温度35.1℃,混合进气中EO摩尔浓度2.95%,进气量 5.7L·min-1,吸收剂进料量 12.7g·min-1,保持液气质量比为1.74。汽提条件:汽提塔操作压力100kPa,汽提温度125℃,汽提气为氮气。
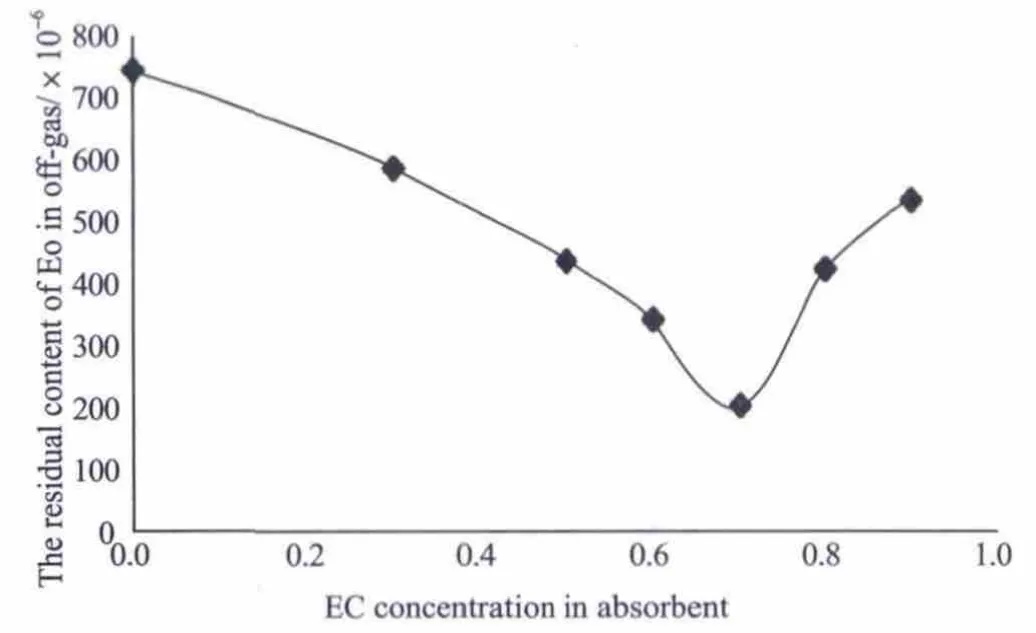
图2 不同的吸收剂配比对环氧乙烷的吸收效果比较Fig.2 The comparation of EO Absorption effect between different absorbent prop ortioning
由图2可以看出,随着混合吸收剂中EC浓度的增加,新型吸收剂对于EO的吸收能力是先增加后降低,在混合吸收剂中EC浓度达到70%(质量浓度)时,吸收能力达到最大,吸收效果最好。混合吸收剂中EC浓度继续增加,可能由于EC的粘度比较大,与水混合不彻底,在吸收塔里分布不均匀,降低了其对EO的吸收能力。因此,新型EO吸收剂中EC的最佳质量浓度为70%。
对EO吸收塔塔底的富EO吸收液和汽提塔塔底的贫吸收液进行分析,分析结果如图3、图4所示。
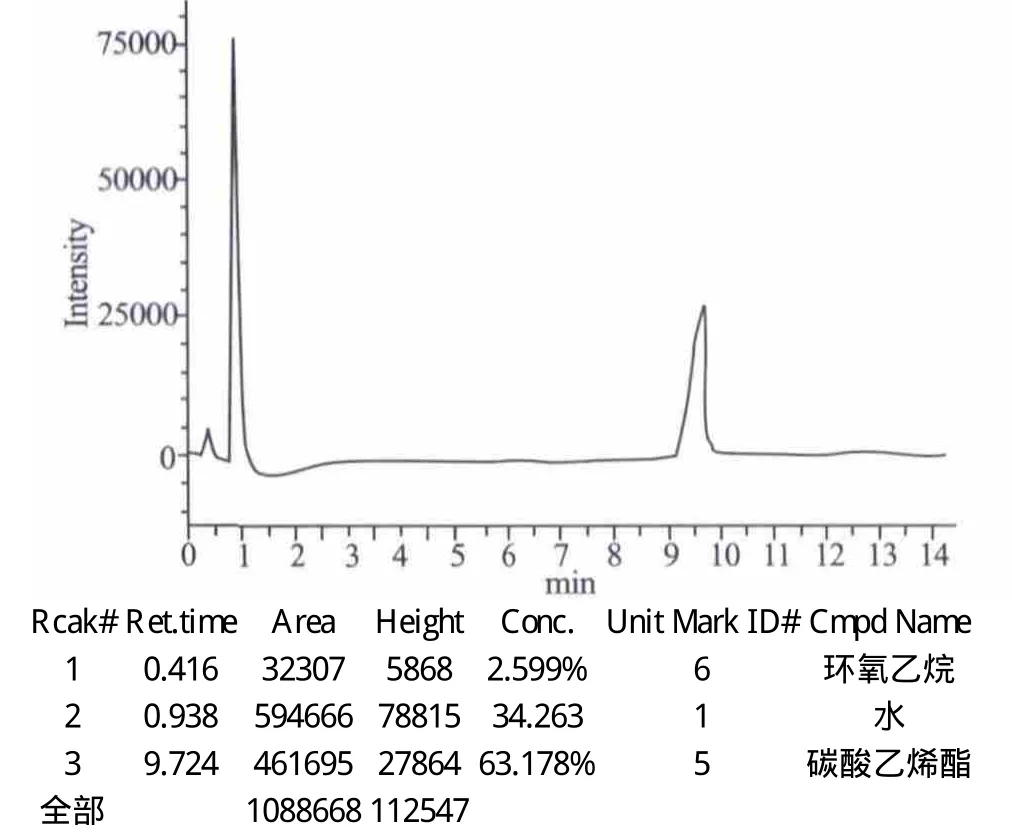
图3 富EO吸收液色谱分析图Fig.3 the chromatograms of EO rich absorption solution
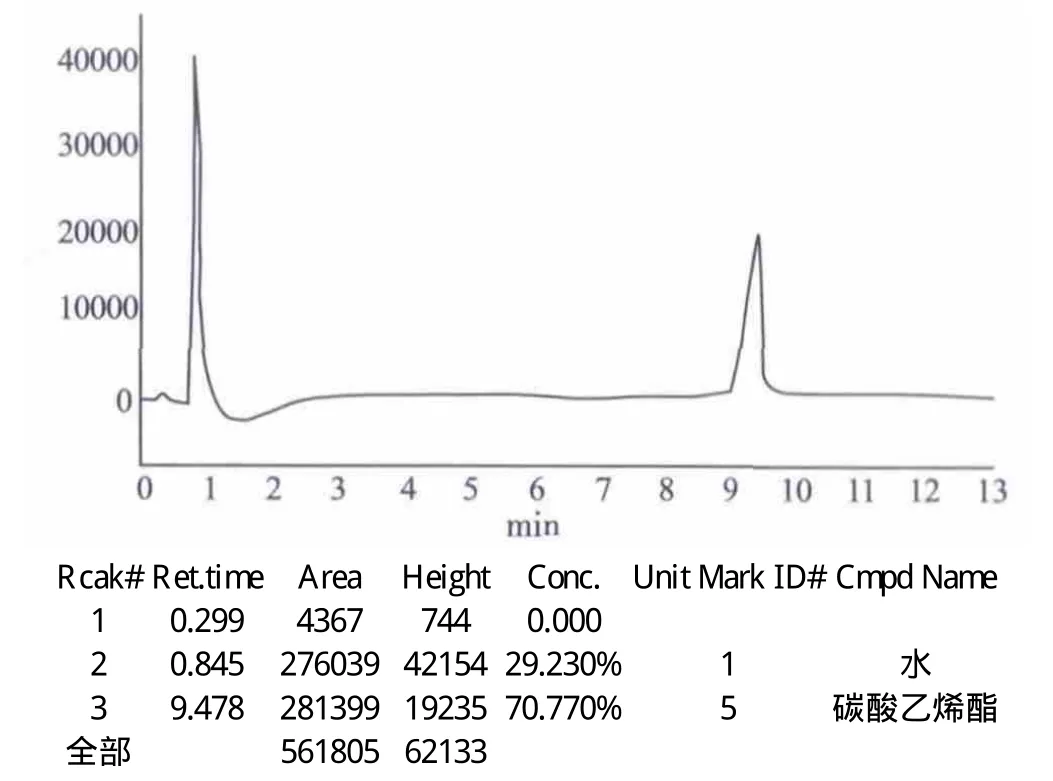
图4 汽提后贫液色谱分析图Fig.4 the chromatograms of absorption solution with less EO after stripping
由图3、图4可以看出,在液样检测结果中,均未发现EC水解后的产物,说明在此操作条件下,EC未发生水解,不会引入新的杂质。由图3还可以看出,在此汽提条件下,富EO吸收液中的EO能够被完全汽提出来,符合汽提要求。因此,最终选定以70wt%EC和30wt%水组成的混合溶剂作为新型EO吸收剂。
2.2 新型EO吸收剂的条件考察实验
2.2.1 吸收塔吸收温度对吸收效果的影响
模拟工业装置的实际操作条件,在同一套EO吸收/汽提实验装置上,保持其它操作条件不变的前提下,考察吸收温度对新型吸收剂和水吸收EO的吸收效果的影响,实验结果如图5所示。吸收条件为:吸收塔操作压力1.3MPa,混合进气中EO摩尔浓度2.95%,进气量5.7L·min-1,吸收剂进料量12.7g·min-1,保持液气质量比为1.74。
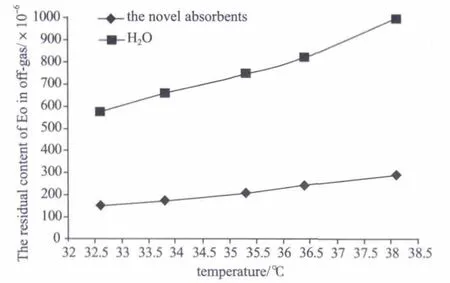
图5 吸收塔温度对环氧乙烷的吸收效果比较Fig.5 The temperature effect on EO absorption
由图5可知,在相同的吸收条件下,新型吸收剂的吸收效果明显优于水;无论使用新型吸收剂,还是现行工业吸收剂—水,吸收塔塔顶吸收尾气中残余EO含量都随着温度升高而增大,也就是说对EO的吸收能力都随着温度的升高而降低;随着吸收温度升高,相对于水对EO吸收能力的下降程度,温度对于新吸收剂吸收能力的影响要小得多。也就是说新型吸收剂的吸收能力对于温度变化没有水那么敏感,采用新型吸收剂对EO进行吸收时,操作弹性要大得多。
2.2.2 操作压力对吸收效果的影响
模拟工业装置的实际操作条件,在EO吸收/汽提实验装置上,保持其他操作条件不变的前提下,考察了新型吸收剂对EO的吸收效果随吸收压力的变化关系,实验结果如图6所示。吸收条件为:吸收塔吸收温度35.1℃,混合进气中EO摩尔浓度2.95%,进气量 5.7L·min-1,吸收剂进料量 12.7g·min-1,保持液气质量比为1.74。
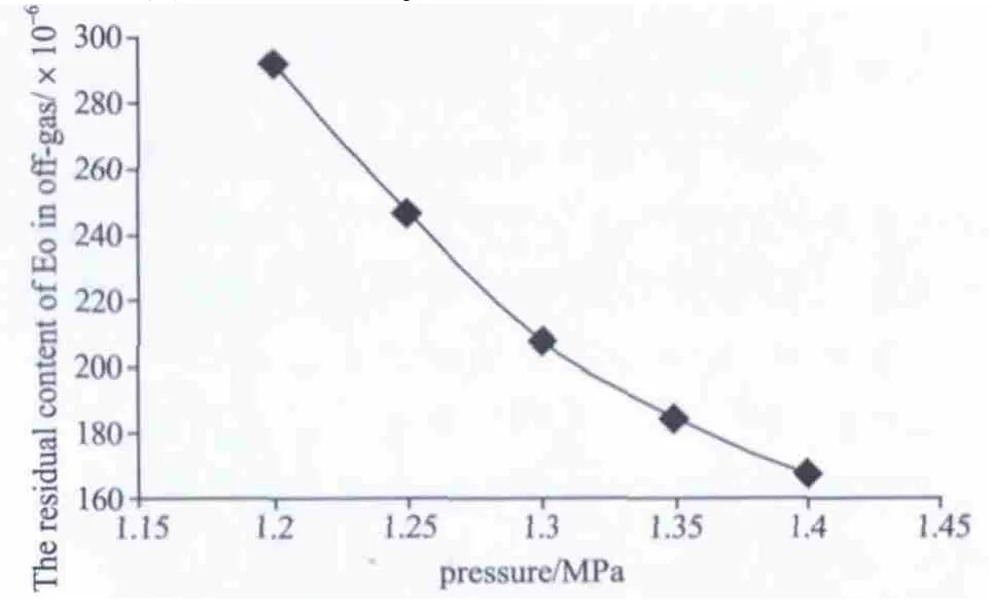
图6 不同的吸收压力对环氧乙烷的吸收效果比Fig 6 The pressure effect on EO absorption
由图6可以看出,随着吸收塔操作压力的升高,吸收塔塔顶吸收尾气中残余EO含量有所降低,新吸收剂对EO的吸收效果有一定提高。在工业装置操作压力1.3MPa附近,小幅调整压力对新吸收剂吸收能力影响不大。
2.2.3 液气比对吸收效果的影响
模拟工业装置的实际操作条件,在EO吸收/汽提实验装置上,保持其他操作条件不变的前提下,以新吸收剂作为EO吸收液时,考察了液气比(即贫液进料与混合进气质量之比)对EO的吸收效果的影响,实验结果如图7所示。吸收条件为:吸收塔操作压力1.3MPa,吸收温度35.1℃,混合进气中EO摩尔浓度2.95%,进气量5.7L·min-1。
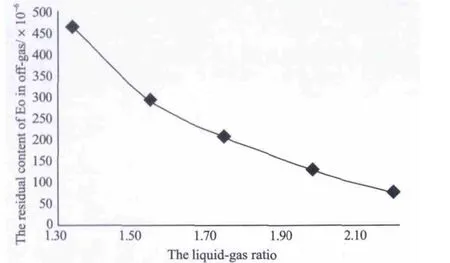
图7 不同的液气比对环氧乙烷的吸收效果比较Fig 7 The liquid-gas ratio effect on EO absorption
图7反映了新型吸收剂对EO的吸收效果与液气质量比的对应关系,在进气量不变的情况下,随着贫液进料量的增加,吸收尾气中残余EO含量逐渐降低。
3 结论
(1)采用EC与水配比的吸收剂可以大幅度提高对EO的吸收效果,70% EC与30%水的混合溶剂作为新型EO吸收剂吸收效果最好。
(2)采用新型吸收剂作EO吸收剂时,吸收完EO的富吸收液进入汽提塔,在现行工业汽提条件下,EO能够被完全汽提出来,不会给系统引入其他杂质,新型吸收剂能够满足汽提要求。
(3)采用新型EO吸收剂时,增加吸收塔塔顶压力,降低吸收温度,提高液气质量比,可以提高吸收剂的吸收效果,有效降低尾气中EO的含量,增加装置操作弹性及安全性,有效降低物耗能耗,具有显著的经济及环境效益。
[1] Societa, Resine S.P.A.,.Process for the simultaneous separation of ethylene oxide and carbon dioxide form the gaseous mixtures obtained in the direct oxidation of ethylene with oxygen:US, 3948621[P].1973-12-06.
[2] The Dow Chenmcal Company,Midland,Mich.Ethylene Carbonate Process:US, 4233221[P].1979-10-24.
[3] Mitsubishi Chenical Corporation,.Method Of Recovering Ethylene Oxide:US, 5559255[P].1995-09-05.