论带距离编码参考点标志的增量式光栅尺
2013-09-27袁炜
袁 炜
(秦川发展技术研究院自动化所,陕西宝鸡 721009)
光栅是所有采用闭环控制机床和设备上的最佳位置控制检测器件之一,用光栅控制位置的控制环可以检测出机械传递误差并能在控制系统电路中给予修正。目前数控机床上所使用的光栅有增量式光栅、绝对式光栅以及带距离码参考标记的增量式光栅,其结构、特点及使用方法各不相同。本文将针对带距离码参考标记的增量式光栅进行分析与说明。
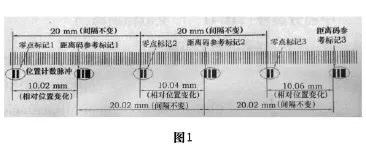
我们先说一下普通增量光栅尺和带距离码参考标记的增量式光栅尺的区别:普通增量光栅尺是周期性的光栅刻线,只有间隔不变的“零点标记”刻度与增量计数刻度,位置信息是通过计算自某点开始的增量数获得的,而这个计数的起始点必须要通过机床回参考点来确定。带距离参考标记的增量光栅尺增加了位于“零点标记”之间的“距离码参考标记”刻度,距离码参考标记的间隔一般比零点标记的间隔大一个栅距(如0.02 mm),使得它与相邻零点标记的相对位置产生变化,数控系统可根据这一变化来区分当前组增量计数脉冲在光栅尺上的实际位置。如图1所示。
使用带距离码参考标记增量光栅尺的数控机床只要在任意位置移动2倍以上的零点标记间隔便可确定绝对位置。以海德汉的LS487C光栅尺为例,如图2所示。
例如从A点移动到C,中间经过B点,系统检测到10.02 mm就知道轴当前是在哪一个参考点位置。同样,从B点移动到D,中间经过C点,系统从C点到D点的距离是10.04 mm就知道轴当前是在哪一个参考点位置,所以只要轴任意移动超过两个零点标记间隔(20 mm)就能得到机床的绝对位置。
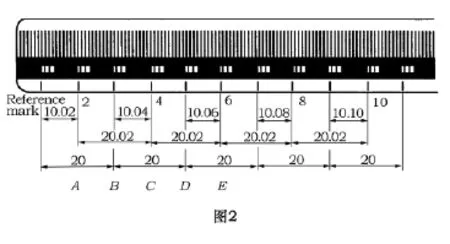
海德汉的LS487C光栅尺是一款带距离码参考标记的增量光栅尺,它的信号周期为20 μm,零点标记间隔为20 mm,距离码标记间隔0.02 mm。若以西门子840D pl数控系统为例,LS487C在系统中的参数设置如下:


大型数控机床由于其数控轴移动距离比较长,若安装普通增量式光栅尺,则其执行“参考点回零”操作时,需要机床移动较大的行程;若安装绝对光栅尺,则成本必定昂贵。在安装了带距离编码参考点标志的线性测量装置后,对机床的操作和使用就带来很大的方便,如返回参考点速度更快;两个方向都可以进行操作;机床制造或改造成本也可以控制在合适的范围内。
