利用PMC窗口功能实现行程润滑控制的设计与开发*
2013-09-27牛志斌曹彦生李文斌陈培亮
牛志斌 曹彦生 李文斌 陈培亮
(①山西机电职业技术学院,山西长治 046011;②中国航天科工集团第二研究院,北京 100854;③太原理工大学,山西太原 030024;④中国兵器工业集团淮海集团有限公司,山西长治 046012)
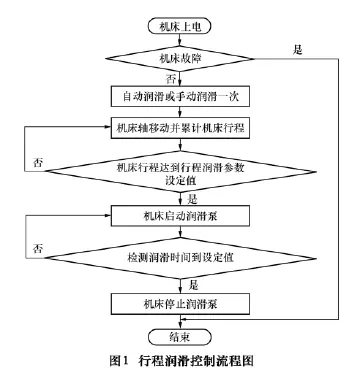
工件加工过程中,机床导轨和丝杠能够得到充分的润滑是保证其减少磨损、可靠运行的必要保障;而尽可能降低维护成本也是广大机床用户的迫切需要。长期以来,我国现有的数控机床大多采用手动润滑或定时润滑两种方式[1]。手动润滑费时费力,而定时润滑在机床上电后不产生进给运动时也润滑,造成了不必要的浪费。采用行程润滑的控制方式,即数控系统PLC累计机床各轴产生的机械位移,当达到设定距离时控制机床润滑泵工作预定时间,可以实现既保证机床得到合理、充分的润滑,也避免了润滑油的不必要浪费,降低了机床的实际使用成本。根据控制要求设计控制流程图如图1所示。行程润滑的控制方式,可以用于各种数控系统,本文基于FANUC 0i数控系统如何实现数控车床行程润滑控制进行开发、设计。
1 机械坐标值的读取与转存
(1)PMC窗口功能参数设置
实现行程润滑控制首先需要计算机床沿X轴和Z轴机械位移的累加值,FANUC系统的Ladder语言提供了一种窗口函数功能指令WINDR(SUB51),该指令实现了在PMC与CNC之间互传数据的另一种方式,可以使PMC读取机床控制轴绝对坐标值和机械坐标值[2-3]。图2为PMC窗口功能读取机床机械坐标控制程序[4-5]。F0102.0 为X轴移动过程中信号,F0106.0为X轴移动方向信号,F000.5为自动运行启动中信号,当机床在手动或自动方式下,沿X轴正向进给时,R0510.0状态为 1,沿X轴负向进给时,R0510.1状态为1。Z轴正、负向进给控制程序和X轴类似,限于篇幅程序省略。D0010为窗口函数功能控制数据首地址,功能代码0000000028代表读取控制轴机械坐标值;D0018中数据属性-000000001代表读取所有轴的机械坐标。R0000.1为常1信号,相应控制梯形图不再详述。当机床在X轴或Z轴正、负向进给时,R0501.0、R0501.1、R0502.0、R0502.1 其中之一状态为1,触发WINDR功能指令执行,读取的所有轴的机械坐标都存储在D0020开始的数据区内,前4个字节存储X轴数据,接下来的4个字节中存储Z轴数据,通过MOVE(SUB8)功能指令,分别以各轴移动信号为触发条件,便可获得各控制轴正、负向的机械坐标值[6]。

(2)机械坐标值的读取与转存
图3所示为X轴正向进给机械坐标转存控制程序。当X轴正向或负向进给时,R0501.0或R0501.1状态分别为1,读取X轴机械坐标值暂存于D0020~D0023。+X进给,继续将D0020~D0023中数据转存于D0112~D0115;-X进给,将D0020~D0023中数据转存于D0116~D0119。Z轴机械坐标转存控制程序

与X轴类似,限于篇幅程序省略。当Z轴正向或负向进给时,R0502.0或R0502.1状态分别为1,读取Z轴机械坐标值暂存于D0024~D0027。+Z进给,继续将D0024~D0027中数据转存于D0132~D0135;-Z进给,将 D0024~D0027中数据转存于 D0136~D0139[7]。
2 机床位移的累加
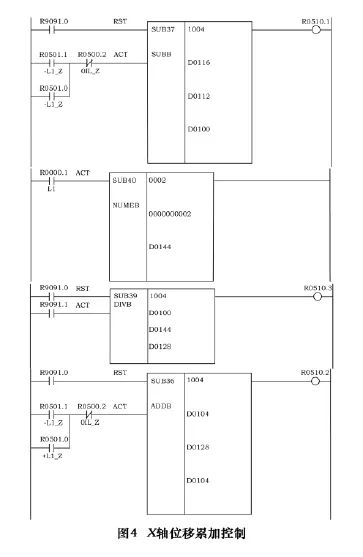
图4为X轴位移累加控制程序,R0501.0或R0501.1状态分别为1,D0116与D0112中机械坐标相减,存于D0100中;由于X轴坐标为直径值,所以将D0100中数据除以2(D0144中数值)后,存于D0128中,最终保存在D0104~D0107中。Z轴位移的累加控制程序与X轴类似,限于篇幅程序省略,Z轴位移最终保存在D0124~D0127中。
3 润滑参数的设定和润滑泵的启动、停止
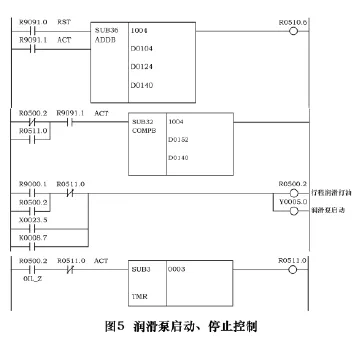
在系统[PMCMNT]画面中,根据行程润滑的距离设置数据表D0152中数值,根据润滑泵的工作时间设置定时器T0003中数值。图5所示为润滑泵启动、停止控制程序。R9091.1为常1信号,D0140内数值(机床位移累加)为D0104内数值(X轴位移)与D0124内数值(Z轴位移)之和,当其大于D0152内数值(预定距离)时,R9000.1为1,Y0005.0为1,润滑泵启动,开始润滑,同时R0500.2为1,定时器T0003开始延时,延时预定时间后,R0511.0为1,断开润滑泵回路,润滑泵停止润滑[8-10]。
4 数据表数值清零
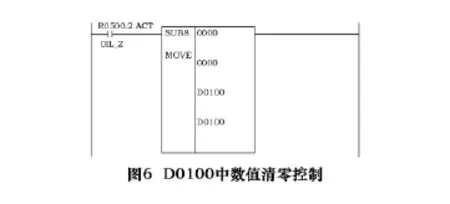
当润滑泵开始工作时,R0500.2状态也为1,触发MOVE指令将数据表D0100~D0107和D0120~D0127中数值清零,机床移动的距离也被清零,系统将重新记录机床轴移动的距离。图6所示为D0100中数值清零的控制程序,其他数据表清零方法类似,不再详述。
5 结语
在数控机床运行过程中,可以采用集中式润滑,每次上电后自动润滑一段时间;然后润滑装置在PMC程序的控制下,依据进给轴的累计行程间断式润滑。行程润滑与其他润滑方法相比较,具有既保证机床得到合理、充分的润滑,也避免了润滑油不必要浪费的显著优点。项目组为中国航天科工集团第二研究院、中国兵器工业集团淮海集团有限公司、太原第一机床厂等多家企业的数控机床进行了润滑系统的改造,通过实验数据分析,采用行程润滑比采用其他润滑方法,润滑油的实际消耗降低近30%,且机床运行良好。我国机床拥有量高居全球之首,可以设想,如果把现有数控机床传统的润滑系统进行改造,采用行程润滑进行控制,将为社会带来极其可观的经济效益。因此,行程润滑控制技术,在工业生产中具有很大的推广、应用价值。
[1]刘永久.数控机床故障诊断与维修技术(FANUC系统)[M].2版.北京:机械工业出版社,2010.
[2]BEIJING-FANUC 0iD/0i-Mate D简明联机调试资料[Z].2009.
[3]BEIJING-FANUC.PMC调试说明--窗口功能及其应用[Z].
[4]BEIJING-FANUC PMC MODEL PA1/SA1/SA3梯形图语言编程说明书 B -61863C[Z].2001.
[5]BEIJING-FANUC PMC SA1/SB7梯形图语言补充编程说明书 B-61863C -2/01[Z].2001.
[6]FANUC Series 0i-MODEL D FANUC Series 0i Mate-MODEL D CONNECTION MANUAL(HARDWARE)[Z].2009.
[7]FANUC Series 0i-MODEL D FANUC Series 0i Mate-MODEL D CONNECTION MANUAL(FUNCTION)[Z].2009.
[8]FANUC Series 0i-MODEL D/0i Mate-MODEL D PARAMETER MANUAL[Z].2009.
[9]FANUC Series 0i-MODEL D/0i Mate-MODEL D Common to Lathe System/Machining Center System OPERATOR'S MANUAL[Z].2009.
[10]FANUC Series 0i-MODEL D/0i Mate-MODEL D MAINTENANCE MANUAL[Z].2009.
