阀芯端帽工作面激光合金化工艺研究
2013-09-27王斌修田新国李成彪
王斌修 田新国 李成彪
(青岛理工大学机械工程学院,山东青岛 266033)
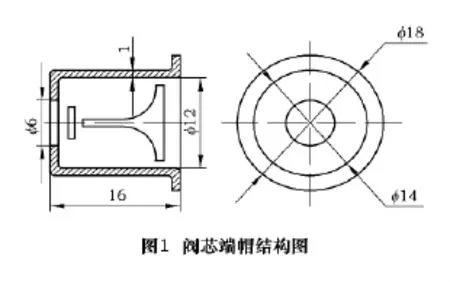
自动流量平衡阀属于自力式流量控制阀,可以使通过阀门的流量保持动态恒定,从而有效地解决了管网的流量失调问题,自动保证管网的安全运行,广泛应用于建筑、暖通、钢铁、石油和化工等系统管网。其结构主要包括阀芯和阀体两大部分,阀芯端帽是自动流量平衡阀的核心部件,工作时主要通过端帽上下运动来保持流量的动态恒定[1-3],结构如图1所示。阀芯端帽与阀体之间不断摩擦而极易被磨损或被流体腐蚀,严重时甚至会影响自动流量平衡阀的工作。而且,阀芯端帽属于薄壁回转体类零件,采用传统热处理方法对其工作面进行强化,不仅成本较高而且极易引起变形。激光表面合金化技术是一种新型的表面改性技术,具有热影响区小,工件变形量小;处理速度快,能有效利用能量;合金层组织致密,与基材的冶金结合程度好及能使难以接近和局部的区域合金化,工艺灵活性高等优点,几乎不需要校直、打磨等后续加工[4-7],适合用来对阀芯端帽工作面进行强化。
1 实验准备
实验采用JHM-1GY-500型多功能激光加工机,激光器为YAG脉冲激光器,波长为1.06 μm,脉冲频率为1~200 Hz连续可调,脉冲宽度为0.1~20 ms连续可调,脉冲工作电流为100~450 A,激光器输出的最大单脉冲能量为90 J。阀芯端帽的材料为AISI304奥氏体不锈钢,成分见表1,合金化前用砂纸打磨试样表面,然后用无水酒精清洗干净。合金化粉末以TiC为主,粒径为1~3 μm,纯度为99.8%,另外添加少量的石墨粉和稀土元素,具体含量见表2,其中石墨用于防止基体材料被烧损,稀土元素则具有防止氧化,提高合金层显微组织均匀致密性及净化晶界。在试样表面预置合金化材料,厚度为0.1 mm。
2 实验及数据分析
2.1 实验因素分析
在激光表面合金化加工过程中,可以影响合金化质量的因素有很多,但在基体材料及材料表面对激光能量吸收率一定的条件下,影响最大的是材料表面的激光功率密度和光束作用时间[8]。从实际加工的角度出发,实验中主要调节的工艺参数为脉冲工作电流、扫描速度和光斑直径,其中脉冲工作电流和光斑直径影响工件表面的激光功率密度,扫描速度决定了合金化过程中的光束作用时间。此次实验主要研究脉冲工作电流、扫描速度和光斑直径对阀芯端帽工作面激光合金化质量的影响,得出这3个因素对合金层的表面硬度及合金层厚度的影响规律。

表1 AISI304奥氏体不锈钢的成分

表2 合金化粉末的成分
2.2 实验及数据分析
(1)脉冲工作电流对合金层质量的影响
为获得脉冲工作电流对合金层质量(合金层的表面硬度及合金层厚度)的影响规律,选取扫描速度v=80 mm/min,光斑直径d=1.5 mm,脉冲宽度ti=0.5 ms,脉冲频率f=60 Hz,用氩气作保护气,调整激光多功能加工机的脉冲工作电流值进行实验。实验中脉冲工作电流值及所得合金层的表面硬度及合金层厚度如图2所示。

由图2可知,随着脉冲工作电流的增大,合金层的表面硬度先增大后减小,合金层厚度逐渐增大。在扫描速度、光斑直径、脉冲宽度及频率等因素为定值时,材料表面激光合金化的时间也为定值,增大激光多功能加工机的脉冲工作电流,可以增加激光器的输出功率,光斑的平均能量密度增加,则在高能激光束的作用下,试样表面的TiC更多的进入基体中,同时试样表面吸收的能量增加,使得试样表面组织的晶粒得到细化,由奥氏体转变为马氏体进行得更加充分,此时,合金层的表面硬度及合金层厚度随脉冲工作电流的增加而增加。但脉冲工作电流过大会造成试样表面过热、烧伤,使所得合金层的表面硬度降低,所以适当选择脉冲工作电流对合金层表面硬度有很大的影响。
(2)扫描速度对合金层质量的影响
为获得激光束的扫描速度对合金层质量的影响规律,选取脉冲工作电流I=75 A,光斑直径d=1.5 mm,脉冲宽度ti=0.5 ms,脉冲频率f=60 Hz,用氩气作保护气,调整激光多功能加工机激光束的扫描速度值进行实验,实验中激光束的扫描速度值及所得合金层的表面硬度、合金层厚度如图3所示。
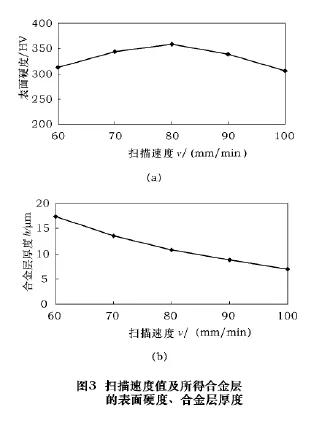
由图3可知,随着扫描速度的增大,合金层的表面硬度逐渐增大,达到最大值后又呈现下降趋势,合金层厚度逐渐减小。在脉冲工作电流、光斑直径、脉冲宽度及频率等因素为定值时,扫描速度的快慢将决定材料表面激光合金化处理的时间,扫描速度较小时,激光束在材料表面作用时间较长,材料吸收的能量多,容易使得材料表面烧伤,以致降低所得合金层的表面硬度,随着扫描速度的增加,激光束在材料表面的作用时间逐渐减少,工件的冷却速度逐渐加快,合金化区域的过冷度增加,经激光束处理后得到的马氏体晶粒越细小,可以有效提高合金层的表面硬度。但另一方面,随着扫描速度的增加,激光束在材料表面的作用时间减少,试样表面的TiC进入基体中数量和深度逐渐减少,同时试样表面吸收的能量也减少,试样表层组织由奥氏体向马氏体转变的时间变短,对合金层表面硬度的提高产生不利影响,且影响的力度逐渐增强,因此,随着扫描速度的增加,合金层的表面硬度逐渐增大,在达到最大值后又呈现下降的趋势,合金层厚度逐渐减小。
(3)光斑直径对合金层质量的影响
为获得光斑直径对合金层质量的影响规律,选取脉冲工作电流I=75 A,扫描速度v=80 mm/min,脉冲宽度ti=0.5 ms,脉冲频率f=60 Hz,用氩气作保护气,调整激光多功能加工机激光头的高度即改变光斑直径进行实验,实验中光斑直径的取值及所得合金层的表面硬度及合金层厚度如图4所示。

由图4可知,随着光斑直径的增大,合金层的表面硬度逐渐增大,达到最大值后又呈现下降趋势,合金层厚度则逐渐减小。调节光斑直径将直接影响激光束在材料表面作用功率密度的大小,在脉冲工作电流、扫描速度、脉冲宽度及频率等因素为定值时,光斑直径较小,则材料表面激光功率密度增大,甚至会造成材料表面烧伤或轻微的熔化,降低材料表面硬度。随着光斑直径的增大,材料表面激光功率密度逐渐减小,在高能激光束的作用下,试样表面的TiC进入基体中,合金化区域的组织由奥氏体向马氏体转变,试样表层合金化区域在激光束离开后快速冷却,合金化区域的晶粒在急冷急热的过程中得到细化,使得合金层表面硬度增大。当光斑直径继续增大时,工件表面激光功率密度较小,工件表面TiC进入基体中的数量和深度均减少,同时试样表面吸收的能量也减少,试样表层组织由奥氏体向马氏体转变不够充分,对合金层的表面硬度产生不利影响。因此,随着光斑直径的增大,合金层的表面硬度逐渐增大,在达到最大值后又呈现下降的趋势,合金层厚度则逐渐减小。
3 结语
本文主要研究脉冲工作电流、扫描速度和光斑直径对阀芯端帽工作面激光合金化质量的影响,发现合金层的表面硬度随脉冲工作电流、扫描速度和光斑直径的增大而逐渐增大,达到最大值后又呈现下降趋势;合金层厚度则随脉冲工作电流的增大而逐渐增大、随扫描速度和光斑直径的增大而逐渐减小。根据这些规律,可以优化合金化工艺参数,提高阀芯端帽的合金化质量,并对其他薄壁回转体类零件的激光表面合金化有一定的借鉴意义。
[1]陈清,陈振双,涂光备.动态流量平衡阀的原理及其应用[J].煤气与热力,2000,20(6):443 -445.
[2]周扬民,郭健祥,方俊喜,等.自动流量平衡阀可变过流面端帽的有限元分析[J].机床与液压,2006(1):146-150.
[3]赵亚新,吴春华,丁世明.动态流量平衡阀的原理与在暖通空调工程中的应用[J].科技资讯,2008(15):37 -38.
[4]张永康.激光加工技术[M].北京:化学工业出版社,2004.
[5]张国顺.现代激光制造技术[M].北京:化学工业出版社,2005.
[6]许长庆,李贵江.激光表面合金化TiC增强复合涂层及性能研究[J].材料热处理学报,2009,30(4):160 -163.
[7]姜伟,戚佳睿,孙海霞.30CrMnSi镀铬后激光表面合金化[J].表面技术,2008,37(4):29 -30.
[8]孙荣敏,冯树强,温宗胤,等.低镍铬无限冷硬铸铁轧辊激光表面合金化的工艺研究[J].应用激光,2009,29(6):493 -496.
