超大构件自寻位加工中并联机床位姿检测技术的研究
2013-09-27牛同锋张学良
牛同锋 高 栋 张学良
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨 150001)
随着工业技术的发展,超大构件使用场合越来越多,对超大构件的制造精度、制造成本和制造周期的要求越来越高。为了解决超大构件加工困难的问题,哈尔滨工业大学提出了超大构件自寻位加工技术[1],即采用可移动并联机床分区域加工超大构件,其基本思想是将连续的大平面划分区域,每个区域可以用小型机床分段加工。在超大构件自寻位加工过程中,机床移动到下一位置进行加工时,需要重新检测机床的位姿,机床位姿检测精度对超大构件的加工精度有着较大影响。
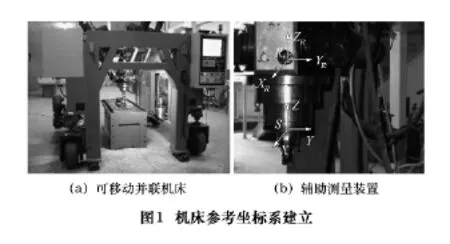
由于在传统的寻位加工中,只需要采用机床上自带的检测设备(例如三维坐标测量头、视觉测量系统等)来直接检测工件在机床上的位姿,因此国内外有关机床位姿检测的研究较少。针对超大构件自寻位加工,武加锋等人提出采用特征点法实现机床位姿的检测[2]。但由于环境温度的变化,会引起特征点位置的改变,从而对机床位姿检测的精度影响较大,并且需要人工单独对特征点位置进行检测,操作复杂及引入人为操作误差。鉴于此,本文提出采用原点平移法设置机床参考坐标系,通过检测机床参考坐标系在测量坐标系中的位姿,即可求解得到机床坐标系在测量坐标系中的位姿。本文中利用激光跟踪仪针对实验用可移动并联机床(如图1a所示)位姿的检测方法进行研究分析。
1 机床参考坐标系的建立与位姿检测方法
在超大构件自寻位加工技术中,工件坐标系在机床坐标系下的位姿变换矩阵为:

式中:MT为机床坐标系在测量坐标系中的位姿;MP工件坐标系在测量坐标系中的位姿。
为了便于机床位姿的检测,在机床加工头上安装辅助测量装置,如图1b所示。通过原点平移方法,在辅助测量装置的位置R处建立机床参考坐标系OR-xRyRzR,机床参考坐标系与机床坐标系只有原点位置偏移,其各轴方向相同。
设在机床坐标系下,机床参考坐标系原点与机床加工头中心间的位置关系向量为SR=[a,b,c],对于某一机床SR为固定值,其标定方法在后文给出。在机床坐标系内选一点O(0,0,z)作为参考点,O点定位精度较高,对机床位姿检测精度的影响可以忽略。将机床加工头中心S点移到O点,以R点作为坐标原点,建立机床参考坐标系。由于机床坐标系与机床参考坐标系各轴方向相同,则机床参考坐标系在机床坐标系中的位姿矩阵可以表示为
因此只需通过检测机床参考坐标系在测量坐标系中的位姿,即可求解得到机床坐标系在测量坐标系中的位姿。机床参考坐标系在测量坐标系中的位姿检测流程为:首先,将加工头移动到O点,反复测量R点的位置作为坐标原点;然后机床沿X轴方向走刀,扫描得到运动路径上测量点,拟合得到直线的方向向量作为x轴的方向向量x;然后机床沿Y轴方向走刀,扫描得到运动路径上测量点,拟合得到直线的方向向量为n,令坐标系z轴的方向向量为z=x×n,从而建立机床参考坐标系。
2 机床参考坐标的旋转拟合标定方法
机床参考坐标系与机床加工头中心点位置关系的精确度对超大构件的加工精度有着较大的影响。本文提出定点旋转拟合的方法来标定机床参考坐标系与机床加工头中心的位置关系。
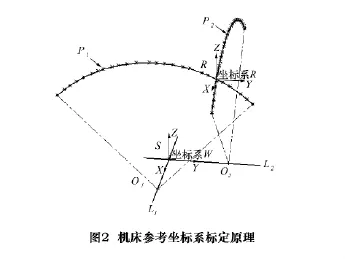
由图2可以看出,通过机床空间中的固定点O,以加工头中心点S为圆心分别绕X、Y轴旋转,得到两个拟合圆,由几何关系可得,两拟合圆的过圆心法线的交点即为机床加工头中心点S的理论值,然后测量机床参考坐标系圆心R的位置坐标,从而得到R点与机床加工头中心S点在机床坐标系中的位置关系。
具体标定过程如下:(1)将机床加工头移动到空间固定点O,检测机床参考坐标系在测量坐标系中的位姿;(2)将机床加工头以加工头中心为圆心绕X轴转动,测量得到点R运动轨迹上的离散点云P1;(3)将机床加工头以加工头中心为圆心绕Y轴转动,测量得到点R运动轨迹上的离散点云P2;(4)数据处理,求解R点与机床加工头中心S点在机床坐标系中的位置关系。
机床加工头中心S点理论值为两个圆法线L1、L2的交点,但由于机床几何误差以及测量误差的存在,L1与L2为异面直线。研究表明以两直线之间的公垂线段的中点为S点坐标是合理的,公垂线段的中点求解方法见文献[3]。由于测量误差、机床几何定位误差、机床姿态误差均符合正态分布规律,则点云数据误差为正态分布。根据旋转拟合标定原理,多次测量标定R点与机床加工头中心S点在机床坐标系中的位置也应符合正态分布,那么其精确值应为正态分布的均值。
3 实验及结果
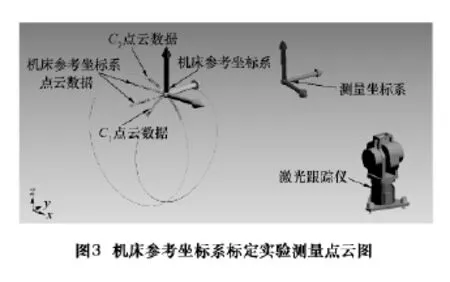
为验证该机床位姿检测方法及旋转拟合标定法的可行性,对超大构件加工中采用的可移动并联机床进行参考坐标系标定实验及机床位姿检测实验。首先标定参考坐标系原点与机床加工头中心的位置,在加工空间中固定点O(0,0,410)处进行重复标定400次,测量数据如图3所示。a、b、c的标定统计分布结果如图4所示。
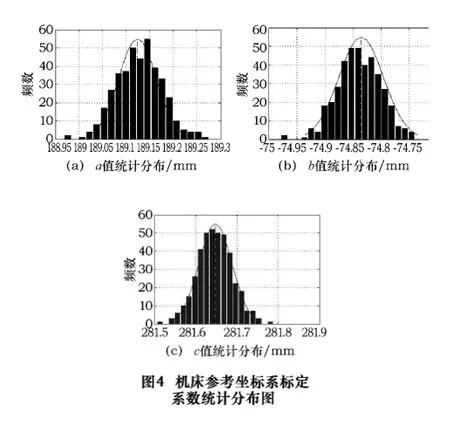
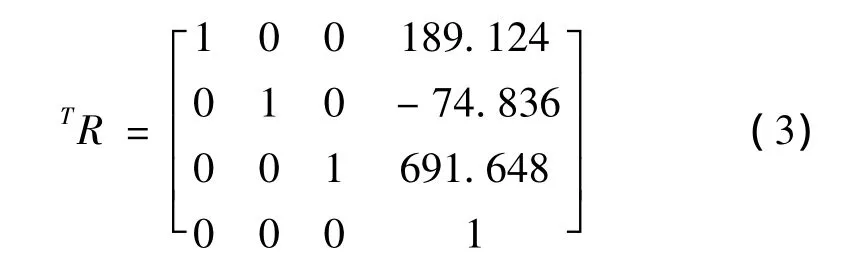
由图4可以看出,a、b、c值呈正态分布,分别对其进行正态分布拟合,从而得出a、b、c的相对精确解SR=[189.124,-74.836,281.648]。此时机床参考坐标系在机床坐标系中的位姿变换矩阵为:
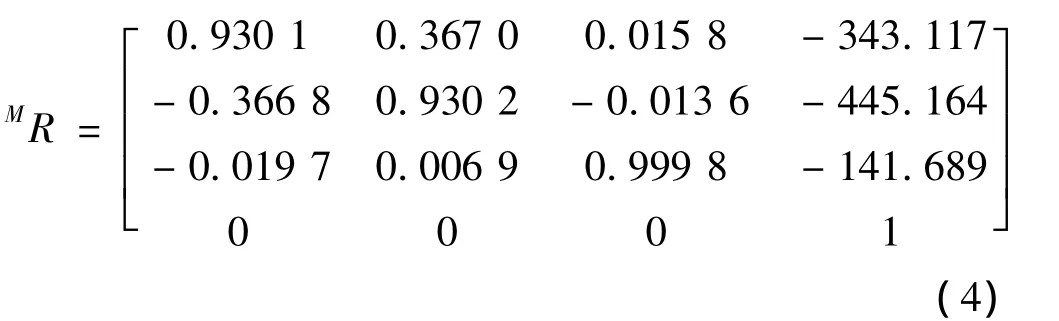
通过对机床参考坐标系位姿的检测,得到机床参考坐标系在测量坐标系中的位姿矩阵为
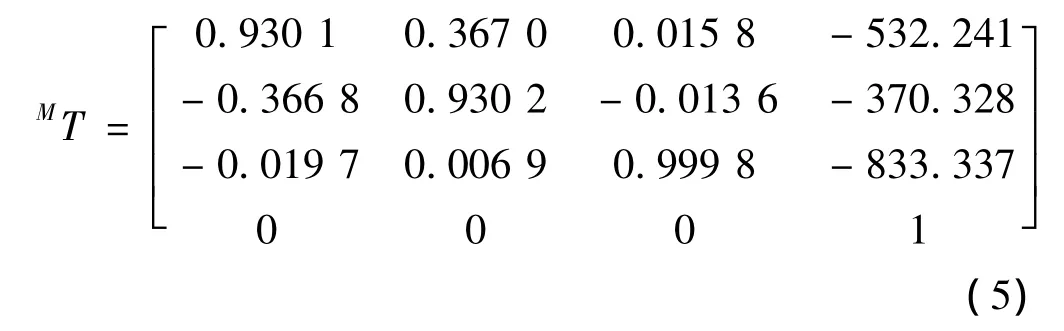
结合式(3)和式(4)可以得到机床坐标系在测量坐标系中的位姿变换矩阵为
4 结语
本文针对超大构件自寻位加工技术,提出了采用原点平移设置机床参考坐标系的方法来检测机床位姿,可以快速精确地检测出机床在测量坐标系的位姿。首先给出了机床参考坐标的建立方法和位姿检测方法;然后提出采用旋转拟合法标定机床参考坐标系与机床加工头中心的位置关系;最后针对可移动并联机床进行实验,得到机床坐标系在测量坐标系中的位姿矩阵。实验表明该机床位姿检测方法具有较高的精确性,能够满足超大构件自寻位加工中机床位姿检测的需求。
[1]Gao Dong,Wu Jiafeng,Yao Yingxue.A reconfigurable manufacturing system for in - site machining component with large scale[J].Journal of Wuhan University of Technology Materials Science,2009,24(S1):226-230.
[2]武加锋.超大构件分区自适应定位加工技术及其可移动机床的研制[D].哈尔滨:哈尔滨工业大学,2010.
[3]马峰,李琼砚,赵亚东.异面直线公垂线段中点算法为基的三维点重建[J].现代制造工程,2009(7):98-102.
