锂锰扣式电池正极片自动上料机控制系统的设计
2013-09-11陈小明
李 皎,陈小明
(1.天津工业大学管理学院,天津 300387;2.天津工业大学机械工程学院,天津 300387)
目前,国内锂锰扣式电池生产线的自动化程度已有很大的提高,但生产线上的部分工序还是手工或半机械化操作,如人工装配正极片工序,生产效率较低、工人劳动强度大,研制锂锰扣式电池正极片自动上料机很有必要[1]。
本文作者结合触摸屏、可编程逻辑控制器(PLC)和伺服及步进驱动系统的特点,提出锂锰扣式电池正极片自动上料机(简称上料机)控制系统的概念,研究了伺服及步进驱动在自动上料过程中的关键问题,开发设计了上料机控制系统。
1 系统设计
1.1 工作原理及控制系统构成
上料机的工作原理是:伺服电机和步进电机联动,将正极片从正极片的储料盒顶出,通过气缸水平推到固定位置,气动机械手抓取,放到正极片传送带上(见图1)。
1.2 PLC 控制系统的硬件设计
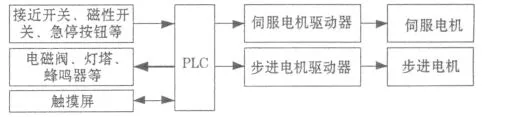
图1 控制系统构成图Fig.1 Composition chart of the control system
PLC 能适应生产现场的恶劣环境,用于上料机的控制系统,能满足生产的需要。根据锂锰扣式电池正极片自动上料机的具体情况,选用CP1E 可编程控制器(日本产)作为核心控制部分,采用PWS6600 触摸屏(台湾省产),触摸屏与PLC通过串行二进制数据交换接口技术标准(RS-232C)进行通讯。触摸屏用于按键输入、参数设置、监控画面显示及故障原因显示等。PLC 控制系统中,主要的检测元件有E2E 系列接近开关(上海产)、CS1 系列磁性开关(台湾省产)等,执行部件主要有MINASA5 系列伺服电机(日本产)、86 系列步进电机(北京产)、CDJ2 系列气缸(日本产)等。为确保生产过程的安全,系统设有急停按钮。控制系统的硬件接线图见图2。

图2 控制系统硬件接线图 Fig.2 Hardware wiring diagram of the control system
1.3 PLC 控制系统的软件设计
系统的关键技术环节是伺服电机与步进电机的联动控制,以及气动机械手的快速抓取和放置。控制系统的流程图如图3 所示。

图3 控制系统的流程图Fig.3 Process chart of the control system
采用模块化的思路,用梯形图设计控制系统的软件,根据所处的位置,将控制程序分成出料模块和送料模块,两个模块彼此协调。触摸屏程序用ADP 软件编写,根据实际工况可能出现的各种故障,设定报警页面,并在相应的位置显示报警灯。在显示故障的同时,在页面的下方显示解除方法、发生时间和次数。为解决生产现场发生的问题,在触摸屏页面中,加入帮助页面,包括上料机使用和参数设置等。
2 应用效果
该上料机已在深圳某锂锰扣式电池公司投入使用,效果对比见表1。

表1 人工上料与自动上料的应用效果对比Table 1 Application effect contrast of artificial feeding and automatic feeding
3 结束语
本文作者结合触摸屏、PLC 和伺服及步进驱动系统的特点,进行控制系统硬件和软件的设计,包括硬件选型、布局和电气原理图的设计,还有运动控制程序的编写。自动上料机已在国内推广使用,工作稳定。与人工上料相比,可大幅提高工作效率。
[1]SUN Li-xin(孙立新),LIN Shu-zhong(林树忠).锂锰扣式电池生产线控制系统设计[J].Battery Bimonthly(电池),2004,34(2):102-103.
[2]WANG Zheng-yong(王正雍),YANG Shang-hua(杨上华),ZHENG Yue(郑跃).伺服驱动注液机的设计与开发[J].Battery Bimonthly(电池),2010,40(5):279-281.
[3]ZHONG Hua(钟华),GUAN Dong-ming(管东明),ZHU Shuangdong(朱双东),et al.LR6 电池在线高速检出机构的设计[J].Battery Bimonthly(电池),2011,41(5):272-274.
[4]YANG Jian(杨建),YANG Ya-nan(杨亚男),SU Jie(苏杰).基于PLC 和King VIEW 的螺旋筛分工艺段控制系统设计[J].Industrial Control Computer(工业控制计算机),2012,25(10):31-32.