模糊控制在可逆式四辊轧机液压AGC系统中的应用
2013-09-04李玉贵王高平
包 野,李玉贵,侯 成,王高平
(1.太原科技大学 机械工程学院,山西 太原 030024;2.山重建机有限公司,山东 临沂 276000)
0 引言
常规PID控制由于原理简单、使用方便、适用性好和具有很强的鲁棒性,在工业过程控制中得到了广泛的应用[1]。但PID控制对被控对象的数学模型依附性强,通过整定方法确定的PID调节参数,只适用于一种工况。液压AGC系统是厚度控制的重要分支之一,其控制过程具有非线性、时变性、大惯性等特点,难以建立精确的数学模型,应用传统的PID控制器不能达到理想的控制效果[2],而模糊控制的优点是不要求被控对象有精确的数学模型,将操作人员(专家)长期实践积累的经验知识用控制规则模糊化,然后运用模糊推理便可实现最优控制。本文结合了PID控制和模糊控制的优点,将模糊自适应控制应用于液压AGC系统,使系统的控制性能得到了完善。
1 可逆式四辊轧机液压AGC系统位置控制的数学模型
液压AGC系统位置闭环控制是将输出信号与输入信号相比较,得到位置控制的系统误差,通过多次的反馈控制将误差逐渐减小为零,即输出能更准确地反映输入,实现高精度的位置控制过程。
根据液压AGC系统位置控制原理、各个元件的传递函数[3,4]及可逆式四辊轧机控制系统的参数,得到系统开环传递函数为:

2 参数自适应模糊PID控制原理
PID控制器由比例环节、积分环节和微分环节组成,PID控制器的基本原理和各个环节的作用见参考文献[5]。
参数自适应模糊PID控制系统结构见图1,其中kp为比例系数,kd为微分系数,ki为积分系数。它是在传统PID控制的基础上,应用模糊逻辑推理理论建立起来的。以系统的反馈值和目标值的误差e(t)及误差变化率de/dt作为模糊控制器的输入,通过模糊化、模糊推理、解模糊化等过程,输出控制参数的调节量kp、kd、ki,并作用于PID控制器,实现控制参数的在线自整定过程。

图1 模糊自适应PID控制的结构图
3 参数自适应模糊PID控制设计
由图1可知,自适应模糊PID控制为双输入、三输出系统,其中输入量为厚度误差e(t)和误差变化率de/dt,其实际范围分别为[-90μm,+90μm]和[-12μm,+12μm],基本论域都为[-6,+6],则量化因子分别为1/15和0.5。自适应模糊PID控制器的输出量为Δkp、Δki、Δkd,其实际范围均为[-0.3,+0.3],设定的基本论域都为[-6,+6],则比例因子为1/20。隶属度函数比较窄瘦时,控制较灵敏;隶属函数比较宽胖时,系统的稳定性越好。本文中输入、输出变量的模糊子集均为{NB,NM,NS,Z,PS,PM,PB},子集中各元素分别代表{负大,负中,负小,零,正小,正中,正大}。隶属函数则采用两侧为高斯函数、中间为三角函数。模糊控制规则是模糊控制器的核心,规则的正确与否直接影响控制器的性能。控制规则是基于操作人员积累的控制经验和领域专家的有关专业知识,经长期的优化整定而建立的。本文中模糊控制规则表借鉴了参考文献[6,7],然后应用重心法进行解模糊化,权重值设为1。
4 系统的仿真研究
4.1 建立参数自适应模糊PID控制的仿真模型
当系统为传统的PID控制时,通过Z-N整定方法,得到PID控制器的初步整定参数kp=20、ki=0.25、kd=0。然后根据液压AGC位置控制的过程和参数自适应模糊PID的控制原理,应用MATLAB中的Simulink工具箱搭建系统的仿真模型,如图2所示。图3为自适应模糊PID控制的子系统。

图2 单位阶跃响应的模糊PID控制系统图

图3 模糊PID控制的子系统
4.2 仿真结果分析
设置仿真时间为2s,采用ode14x求解方法,开始运行仿真。得到模糊自适应PID控制与PID控制下系统的阶跃响应曲线(见图4)和误差曲线(见图5)。由图4和图5可知,模糊PID和PID系统阶跃响应的调节时间分别为0.08s和0.12s。模糊自适应PID控制的系统响应速度快、进入稳态时间短,系统误差能更快、更早地消除,具有良好的动静态性能,能更好地满足板带材的厚度精度要求。图6~图8分别为PID控制参数kp、ki、kd的在线自调节曲线,控制系统在0.16s时就完成了对PID参数在线自调节的过程,充分体现了模糊自适应控制的优点。
为验证系统的鲁棒性,在仿真时间t=0.8s时给控制系统加入幅值为0.05的干扰信号,其阶跃响应曲线如图9所示,可以看到模糊自适应PID控制有较好的鲁棒性,其控制效果优于传统的PID控制。
图4 系统阶跃响应曲线

图5 系统误差曲线

图6 kp自调节曲线

图7 ki自调节曲线
5 结论
针对四辊轧机液压AGC控制系统这一非线性、实时变化的控制过程,传统PID控制策略受到制约,因而本文设计了模糊自适应PID控制器,能够实现控制参数的在线自整定。仿真结果表明:自适应模糊PID控制具有动态性能好、稳态精度高、抗干扰能力强和鲁棒性较强的优点,控制效果优于传统的PID控制,解决了液压AGC系统非线性、时变性、大惯性等弱点。

图8 kd自调节曲线
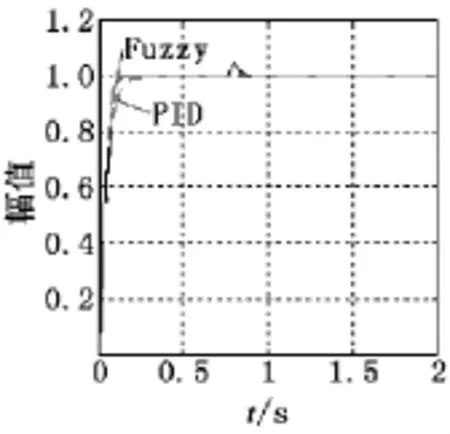
图9 加干扰信号的阶跃响应曲线
[1] 王瑶,王晓晔.自适应模糊PID轧机厚度自动控制系统设计[J].电气传动,2008,38(8):56-59.
[2] 黄赞,陈伟文.模糊自整定 PID控制器设计及其MATLAB仿真[J].控制与检测,2006(2):50-52.
[3] 王希娟,黄梦涛,冯景晓.板轧机AGC系统的液压压下建模及模型参数对板厚的影响[J].钢铁研究学报,2007,19(4):35-38,53.
[4] 谭树彬,钟云峰,刘建昌,等.轧机辊缝控制建模及仿真[J].系统仿真学报,2006,18(6):1425-1427.
[5] 谢仕宏.MATLAB R2008控制系统动态仿真实例教程[M].北京:化学工业出版社,2009.
[6] 柴光远,赵鹏兵.模糊自适应PID控制器在液压AGC系统中的应用[J].机床与液压,2010,38(6):69-71,27.
[7] 孟令启,刘纯利,李进.中厚板轧机模糊PID控制系统的研究[J].安徽科技学院学报,2011,25(6):48-54.
