我国锻造操作机的现状及未来的发展方向
2013-08-02郭树伟戴昆青岛华东工程机械有限公司王仲仁哈尔滨工业大学许久成内蒙古北方重工业集团有限公司特种钢管分公司
文/郭树伟,戴昆·青岛华东工程机械有限公司 王仲仁·哈尔滨工业大学 许久成·内蒙古北方重工业集团有限公司特种钢管分公司
我国锻造操作机的现状及未来的发展方向
文/郭树伟,戴昆·青岛华东工程机械有限公司 王仲仁·哈尔滨工业大学 许久成·内蒙古北方重工业集团有限公司特种钢管分公司
郭树伟,总工程师,主要从事锻造操作机与装出料机以及锻压机械手工艺及结构方案的制定工作,先后主持完成了50~600t·m全系列全液压锻造操作机、1~30t锻造装出料机以及0.3~5t锻压机械手技术方案的确定,获得市级科技进步二等奖1项,技术专利4项。
锻造辅助设备是指为满足锻造生产工艺需要、提供高生产效率、降低从业者劳动强度等所使用的除锻造主机和加热炉之外的各种机械化辅助设备,主要包括锻造操作机、锻造装出料机、锻造机械手等。
我国锻造辅助设备的研制起步较晚,锻造操作机的研制始于20世纪60年代,由于受当时经济体制的限制,在锻压行业国家将主要精力投入锻造主机的发展,而锻造操作机等辅助设备未得到应有的重视,仅有部分锻造生产企业为解决自身的生产困难而开始自行研制锻造操作机,主要包括北京第二通用机器厂、广州重型机械厂、陕西压延等公司。
随着工业生产机械化程度的提高,20世纪80年代末期青岛四方机车厂锻造车间首先提出装出料机械化的构想,经过多次技术改进,最终将锻造装出料机应用到了实际生产中。至20世纪90年代初期,随着我国机械制造业的发展,国内出现了锻造辅助设备的专业生产厂,从此锻造辅助设备的快速发展翻开了新的一页,但由于基础薄弱、技术落后,当时的主要产品只是机械式(电机驱动)操作机和装出料机,后来才发展为机械+液压混合式。
进入21世纪后,世界制造业重心开始向中国转移,国际上节能、降耗的要求,使得锻造生产企业必须要提高生产效率和产品质量,锻造辅助设备随之得到了快速发展,出现了技术先进、成熟的数控式全液压锻造操作机和数控式液压重载机器人。
下面就根据笔者多年的工作经验来介绍一下我国锻造操作机的现状及未来的发展方向,与大家共同分享。
锻造操作机的基本动作
锻造操作机是实现锻造机械化、自动化最重要的装备,主要用于夹持锻件配合锻造主机(压机、锻锤等)完成各种复杂的自由锻造工艺。使用锻造操作机可以减轻劳动强度、提高锻造生产率、改善产品质量。目前国内外已普遍采用锻造操作机来实现锻造的机械化,性能先进的锻造操作机还可以实现与锻造主机的联动控制,从而实现锻造的自动化。
为满足基本的锻造工艺要求,锻造操作机一般具有以下5种基本动作和4种辅助动作。5种基本动作分别为:夹钳夹紧/松开;夹钳旋转;夹钳的平行升降(或夹钳的前端升降);夹钳的上下倾斜(或夹钳的后端升降);车体行走。4种辅助动作分别为:钳架体左右平移;钳架体左右侧摆;台架回转;钳杆伸缩。
钳架体左右平移及钳架体左右侧摆功能主要用在全液压四连杆锻造操作机上,具有该功能的锻造操作机可以使偏心锻件比较容易地放置在锻造设备的打击中心,增加了锻造操作的灵活性。
台架回转功能主要在5t及以下规格的简易机械结构(代表特征:钢丝绳吊挂)的锻造操作机上有所应用,主要目的是能够方便地从轨道侧面区域夹取工件、工具或将锻后工件放置到轨道侧面区域,除此之外,它也可以将偏心工件调整至锻造设备的打击中心。台架机构的增加,使得锻造操作机的可靠性有了一定程度的降低,所以在近几年生产的锻造操作机中,5t以上的锻造操作机已基本不采用台架回转功能。
钳杆的前后伸缩功能主要用在较先进的全液压四连杆锻造操作机上,在液压系统和电控系统的协调控制下,利用该功能可以实现锻造操作机车体行走方向的双动进给。具有该功能的锻造操作机主要用来配合快速锻造液压机进行锻造操作,可以较大幅度地提高锻造操作机在主机快频次锻造时的单次进给量,提高锻造的生产效率,这对于合金钢、工模具钢等锻造温度区间较小的材料的锻造很有意义。
锻造操作机的分类
按车体运行方式分
锻造操作机按车体的运行方式可分为轨道式锻造操作机和无轨式锻造操作机。
轨道式锻造操作机(图1)的活动范围及服务的锻造主机是确定的,一般一台轨道式锻造操作机仅服务于一台固定的锻压主机。由于轨道具有较高的承载力,所以轨道式锻造操作机的吨位可以做到很大,目前世界上最大吨位的300t/750t·m锻造操作机即为轨道式锻造操作机。固定的工作位置可以方便地采用电能作为能源,可靠性高、成本低。平行于轨道安装销齿条,将原来的车轮驱动改为链轮驱动,消除了车轮打滑,实现了锻造操作机精确的位置控制,同时能够得到更高的启动加速度。正因为轨道式锻造操作机有如此多的优点,所以笔者认为,在可以预见的很长一段时间内,轨道式锻造操作机都将是锻造操作机的主流。
无轨式锻造操作机不受轨道及电源线的限制,活动范围较大,自驱动性好,可以为多台锻造主机服务,也可以担任车间内的运输工作等。但由于无轨式锻造操作机采用弹性橡胶或聚氨酯作为车轮,因此其对车间地面的承载力及平整度有严格要求,这就使得车间地面的施工造价大大增高。同时,无轨式锻造操作机采用燃油发动机驱动,对车间环境有严重污染,这对车间通风系统也提出了更高的要求。目前,国外研制出的无轨式锻造操作机最大载荷可达到75t,但在国内,受市场需求量小的限制,现在还尚未开始对无轨式锻造操作机的研制。

图1 典型的轨道式锻造操作机
按各动作的驱动方式分
锻造操作机按各动作的驱动方式可分为全机械式锻造操作机、机械液压混合式锻造操作机和全液压式锻造操作机3种。
全机械式锻造操作机和机械液压混合式锻造操作机主要配套锻锤来进行锻造生产,采用钢丝绳吊挂结构,弹簧缓冲,以适应锻锤的冲击性振动。全机械式锻造操作机的特点是:各动作均采用电机作为动力源,夹钳夹紧机构采用电机+丝杠传动,缓冲装置采用弹簧缓冲。该形式的锻造操作机一般用作额定载荷在2t以下的小吨位操作机。随着液压元件和技术的不断提升,全机械式锻造操作机目前已很少见。机械液压混合式锻造操作机(图2)是在全机械式锻造操作机的基础上发展起来的,其特点是:车体行走采用电机传动,夹钳夹紧系统改为液压缸驱动,夹钳旋转装置及前后提升装置可以采用液压驱动(前提升采用液压卷筒带动钢丝绳实现提升)。由于该类型操作机可控性差,不易实现自动控制和精度控制,因此目前该类操作机已进入衰退期,不久的将来,这类操作机将被逐渐淘汰。
全液压式锻造操作机主要与锻造液压机配套,采用液压马达或液压油缸作为驱动单元,多为四连杆悬挂结构。由于全液压式锻造操作机更容易实现自动化和精度控制,因此该类操作机代表着锻造操作机的发展方向,特别是2010年以来,新购置的与锻造液压机配套的操作机基本上都是全液压式锻造操作机,并且基本上实现了自动化和精度控制。几种轨道式全液压锻造操作机的基本参数见表1。

图2 典型的机械液压混合式锻造操作机
目前国内锻造操作机的研制能力
在国内,额定载荷120t、额定载荷力矩360t·m的全液压式锻造操作机已于2010年投入使用,额定载荷200t、额定载荷力矩600t·m的全液压式锻造操作机(图3)也已于2012年投入使用。到目前为止,1t/3t·m~200t/600t·m的全液压式锻造操作机已实现系列化生产,并能实现与主机的联动控制,300t/900t·m的锻造操作机也完成了技术开发,具备了随时投产制造的能力。部分优秀企业生产的锻造操作机,其技术含量及产品质量已达到或接近国际先进水平。

图3 200t/600t·m的全液压式锻造操作机
由上海交通大学、清华大学、浙江大学等国内顶级院校承接的国家973项目——《巨型重载操作装备的基础科学研究》已于2010年成功结题,研究成果也已被大量应用到实际设计、生产中。
与国外先进工业国家的对比
在国外先进的工业国家,简易结构的机械式锻造操作机已基本淘汰殆尽,先进的全液压数控式锻造操作机占主导地位。在国内市场上,由于锻锤的保有量还相当大,因此与其相配套的简易结构的机械式锻造操作机仍有一定的保有量。但是随着近几年锻造压机数量大幅度增加以及原有锻造压机的技术改造,全液压式锻造操作机的数量同比增长迅速,所占比例与发达国家的差距在逐渐缩小。与前几年所不同的还有,原先效率极低的锻造行车现在基本上都被全液压式锻造操作机所取代。目前,除二重160MN的压机尚未配套锻造操作机外,其余80MN以上的压机均已配套锻造操作机,其中国有大型重机厂大多采购国外进口的锻造操作机,而民营企业如烟台台海、山东通裕、浙江德润等公司则采用国产的锻造操作机,从这一点上也能看出近几年我国自由锻造操作机技术提升显著,与国外先进国家的差距在逐渐缩小。
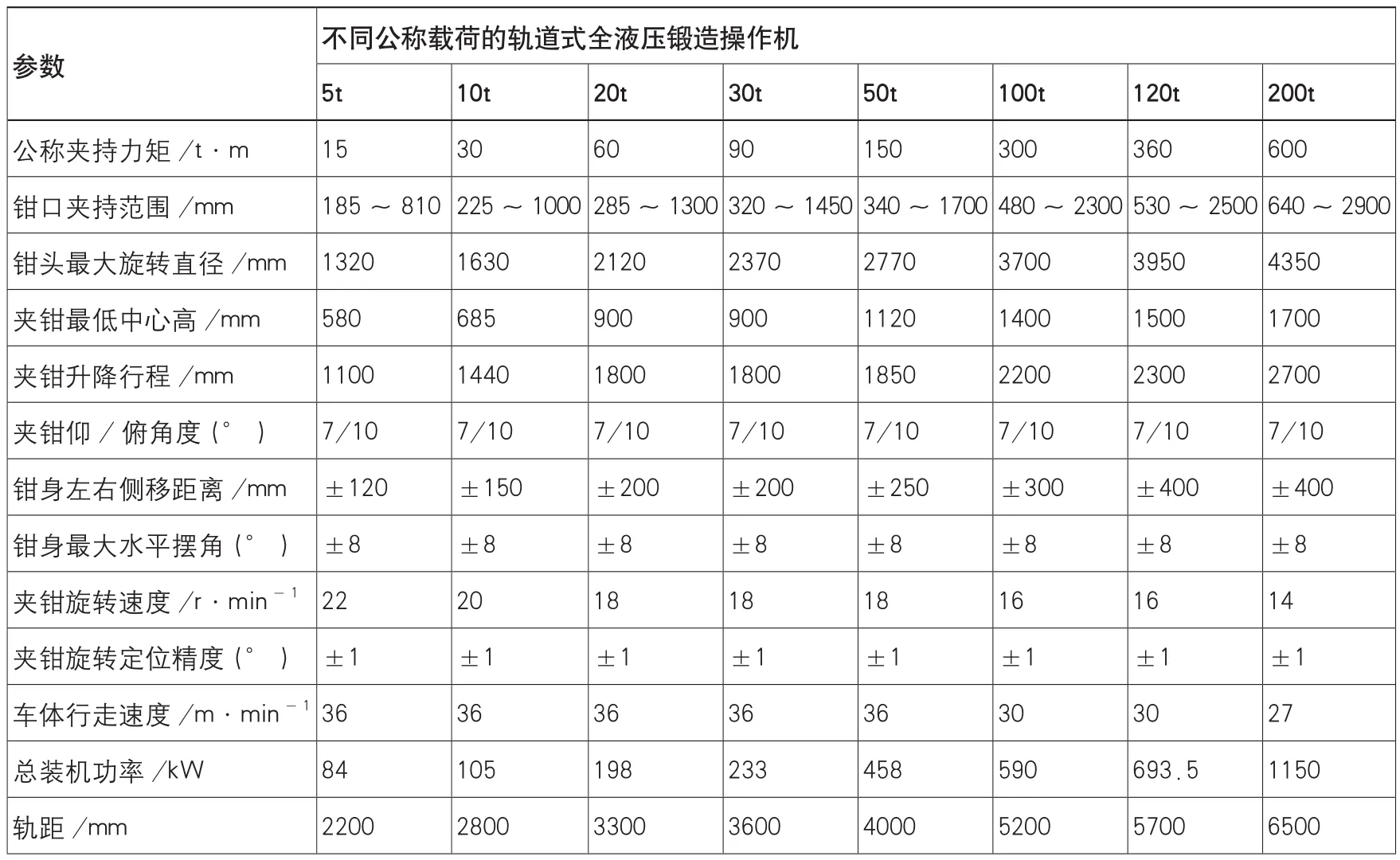
表1 几种轨道式全液压锻造操作机的基本参数
就设备的规格而言,国内目前制造的最大吨位的锻造操作机为青岛华东生产的200t/600t·m锻造操作机,而国际上系列生产的最大吨位的锻造操作机为德国DDS公司的300t/750t·m锻造操作机。
就设备的性能而言,国内目前制造的先进的锻造操作机可以实现单、双操作机与主机的联动控制,其速度、控制精度也能够达到与国外先进的锻造操作机相近的水准,但加速度参数以及设备整机性能稳定性与国外先进的锻造操作机相比还有一定的差距。这其中一个很重要的原因在于,国内制造的性能较先进的锻造操作机的价格一般只有国外同规格设备的1/2左右,这就使得国内锻造操作机的供应商在易于获得市场订单的同时,却也无力在提高设备性能上过多投入。
未来的发展方向
⑴在行走方式上,由于承载力大,能够方便地实现精确定位以及具有较高的加速度,因此轨道式锻造操作机在未来一段时间内仍将是锻造操作机的主流。无轨式锻造操作机活动范围广、自驱动灵活,在特殊的条件下可填补轨道式锻造操作机的空缺,今后也将得到小范围的发展。
⑵在传动方式上,由于锻锤的生存空间被逐渐压缩,因此,与之相配套的全机械式锻造操作机和机械液压混合式锻造操作机将逐步退出锻造操作机的主流舞台。全液压数控式锻造操作机已开始占据锻造操作机的主导地位,并代表着锻造操作机传动方式的发展方向。
⑶在夹钳的运动形式上,由于直移式和回转式锻造操作机具有各自的缺陷,且不能相互弥补,不能完全满足自由锻造工艺的要求,因此它们的发展都会受到一定的局限性。而具有侧移及摆移功能的锻造操作机综合了直移式和回转式锻造操作机的优点,代表着锻造操作机未来的发展方向。
⑷在锻造操作机的吨位级别上,由于10MN及以下的小型数控锻造压机的发展,锻锤的生存空间被进一步压缩,与之相配套的全机械式锻造操作机和机械液压混合式锻造操作机也逐渐被相对应的全液压数控式锻造操作机所取代。国产巨型重载锻造操作机的成功开发,使得效率低下的锻造行车逐渐退出了历史舞台。而国产巨型重载锻造操作机在装备国内万吨级自由锻液压机后,便以其高可靠性、低价格优势、易售后服务和易维护等特点而迅速占据了这一级别锻造操作机的市场空间。目前全液压式锻造操作机已经实现了1t/3t·m~200t/600t·m的系列化生产。
⑸在锻造操作机的性能指标上,锻造操作机将逐步开始向高可靠性、高性能指标方向发展,如较高的速度和加速度参数、较高的锻造控制精度、与压机随动升降控制技术、车体行走双动进给控制技术、液压伺服定位控制技术等,将逐步在新型锻造操作机上得到应用和推广。
⑹在锻造操作机的操作模式和控制模式上,将由原来的操作机和主机分别由两人操作,逐步发展为操作机和主机由一人来操作;由原来的操作机和主机均为手动操作,发展为操作机和主机联动控制并可手动、单次、连续相结合的操作;由原来的继电器控制或简单的PLC开关量触点控制,发展为具有模拟信号和数字脉冲信号处理功能的高性能PLC+工业控制计算机的联合控制。
结束语
总体来看,近几年国内锻造操作机的整体技术水平与国外发达国家的差距在逐渐缩小,但在加速度参数以及设备整机性能稳定性等方面与国外先进的锻造操作机相比还有一定差距。