50CrVA半轴锻件水淬工艺的开发与应用
2013-08-02张俊恩孙必祥东风锻造有限公司
文/张俊恩,孙必祥·东风锻造有限公司
50CrVA半轴锻件水淬工艺的开发与应用
文/张俊恩,孙必祥·东风锻造有限公司
通过大量试验,采用水淬工艺代替油淬工艺生产50CrVA半轴锻件获得成功。按新工艺生产,不仅锻件性能可满足技术要求,而且还降低了生产成本,减少了环境污染。该工艺目前已稳定投入生产,经济效益显著。
半轴是商用车驱动系统中的重要零件,本公司生产的半轴锻件材料为50CrVA,其加工工序如图1所示,锻件锻造成形后需进行调质处理。该锻件开始生产时只要求表面硬度(35~40HRC),一直采用油淬工艺进行生产,后因半轴在使用过程中发生断裂现象,故客户增加了抗拉强度要求(Rm≥1000MPa),经检验,采用油淬工艺生产的锻件强度无法达到要求,因此被迫停产。为满足产品性能要求,本公司试验开发出了水淬工艺,经批量生产验证,该工艺所生产的锻件满足产品性能要求。现将此次水淬工艺的开发试验过程介绍如下。
试验零件与方法
试验零件与材料
试验零件为半轴锻件,材料为50CrVA,锻件简图如图2所示。锻件调质处理后技术要求为:表面硬度35~40HRC,抗拉强度Rm≥1000MPa,拉伸取样部位在杆部中心。
采用大连钢厂生产的50CrVA材料进行试验,该材料的化学成分及力学性能指标见表1。

图1 50CrVA半轴加工工序

图2 半轴锻件简图

表1 试验材料的化学成分及力学性能指标
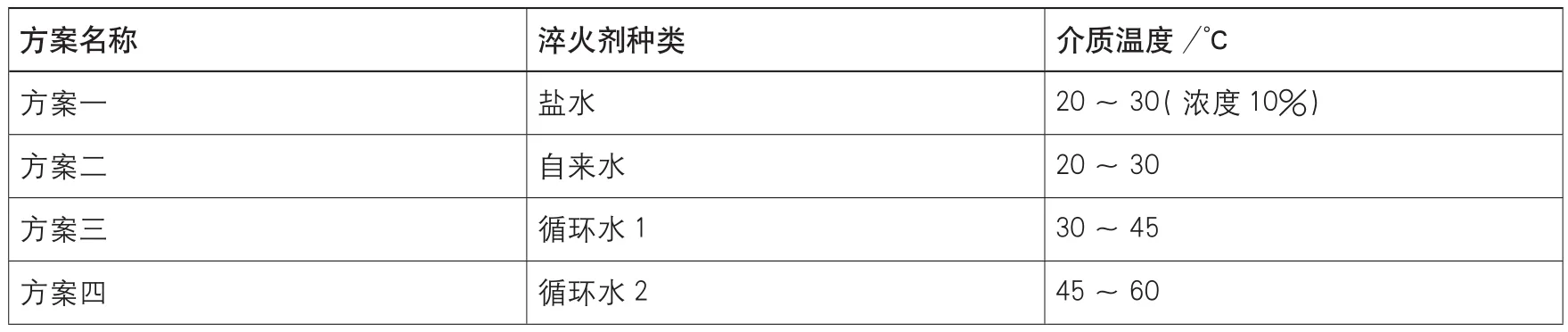
表2 试验方案
试验方案
经查阅有关资料,50CrVA材料的推荐淬火工艺均为油淬,但是在对淬火加热温度进行了多次调整试验后,采用油淬工艺生产的锻件还是无法达到客户要求的强度指标,于是为满足产品强度要求,本公司开始探索采用现有水性淬火剂淬火的可行性。总体要求是在满足产品强度、硬度要求的前提下,保证锻件在调质过程中不开裂,同时具有在连续式生产线上大批量生产的可操作性。据此,根据工厂现有生产条件我们制定了采用不同介质淬火的试验方案,具体见表2。
根据现场条件,试验设备分为两类:盐水淬火试验采用箱式炉进行淬火加热,其余试验均在连续式调质生产线上进行。上述试验方案中淬火加热温度均为850℃,锻件在连续式炉内的淬火保温时间为100min,在箱式炉内的淬火保温时间为90min。根据原油淬工艺确定回火温度为580℃(保证回火后硬度在要求范围内),回火均在连续式回火炉内进行,炉内时间为120min。
试验结果及分析
淬火、回火后硬度
采用不同淬火剂淬火和回火后的锻件表面硬度值见表3,为便于比较,采用快速淬火油生产的数据在此也一并列出。
从表3可知,采用冷却速度不同的淬火剂(从冷速最快的盐水至冷速最慢的快速淬火油)淬火后锻件的表面硬度相差不大,这说明50CrVA的淬硬性较高,在所选介质中冷却性能最差的快速淬火油也能满足该材料的淬火最低冷却速度要求。
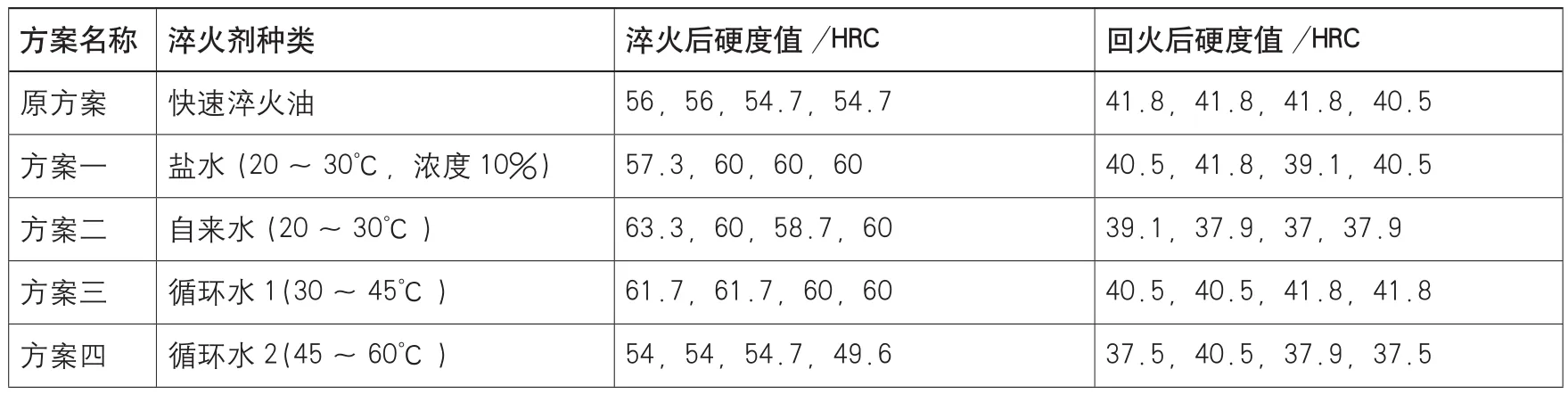
表3 采用不同介质淬火、回火后的锻件表面硬度值

表4 采用不同介质淬火+回火后的截面硬度值
调质处理后截面硬度
因拉伸取样部位在杆部φ48mm的中心,故经过调质处理后锻件心部硬度的高低决定了抗拉强度的高低。为考核经过不同介质调质处理后锻件截面的硬度变化,对锻件φ48mm杆部进行了截面硬度检验,间距为3mm,结果见表4。
如图3所示,结果表明:采用水性介质淬火+回火后锻件心部硬度(即拉伸试样的硬度)高于采用快速淬火油淬火+回火,采用盐水、自来水和循环水1淬火+回火后锻件心部硬度提高更加显著;同时可以看出,采用冷却能力较强的盐水、自来水、循环水1淬火+回火,锻件截面硬度下降缓慢。上述结果表明,尽管采用不同淬火剂淬火均能够保证50CrVA锻件可获得良好的淬火效果,但选用冷却能力更强的淬火剂能够获得更深的淬硬层深。从截面硬度结果可以看出,采用盐水、自来水和循环水1淬火效果均较好。
调质处理后抗拉强度
对采用不同介质淬火+回火后的锻件抽样检查其抗拉强度,按要求位置取样,检验结果见表5。
结果表明:采用不同的水性介质淬火+回火后均能够满足产品的抗拉强度要求,其中用盐水淬火效果最好,其次为采用自来水淬火,再次为采用循环水淬火,且循环水的温度对结果影响不大。
金相组织检验
对循环水1淬火+回火后的锻件抽查了金相组织,检验部位在杆部中间,检验结果如图4、5所示。基体组织为回火索氏体+少量条状铁素体,按照GB/T 13320—1991标准评级,表层组织为1~2级,心部组织为3~3.5级。
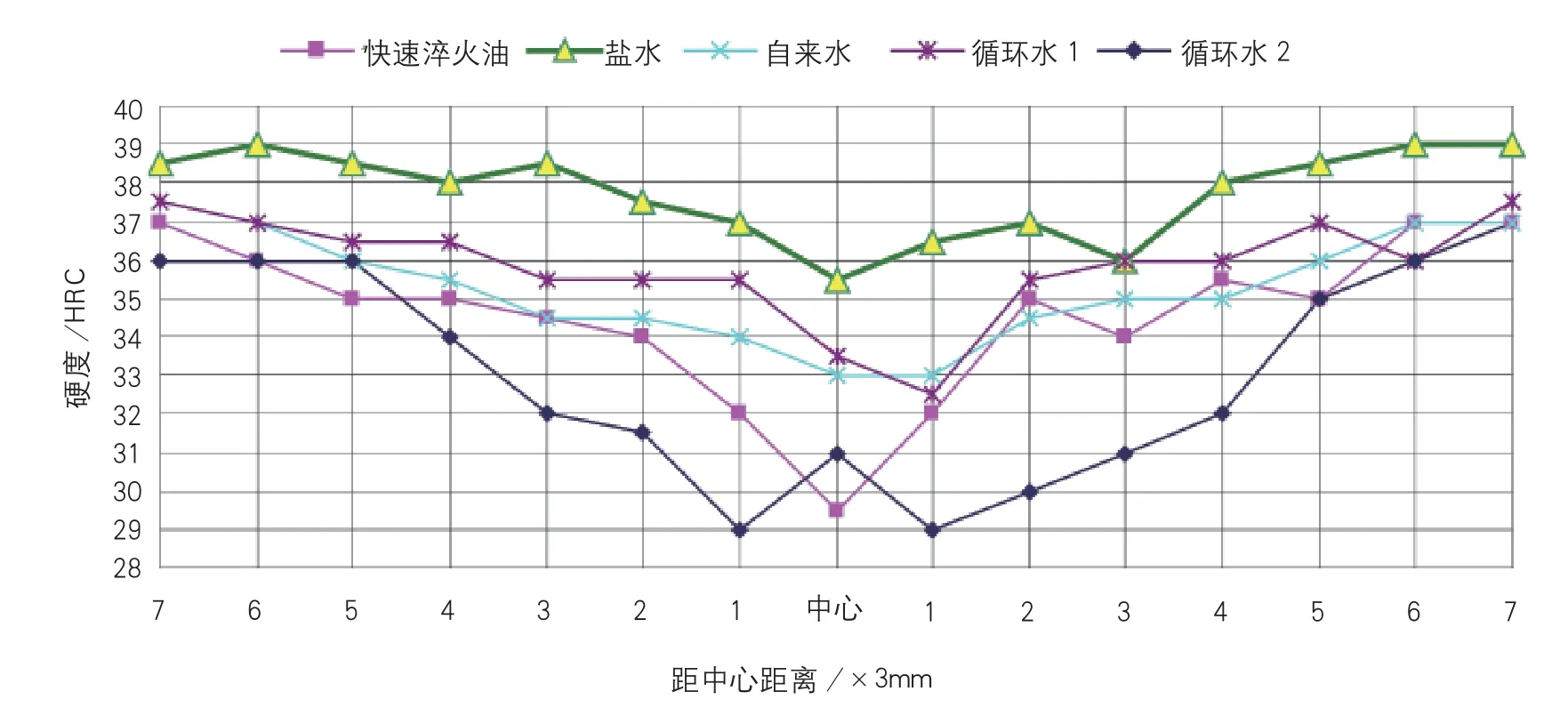
图3 不同介质淬火+回火后的截面硬度

表5 采用不同介质淬火+回火后的抗拉强度
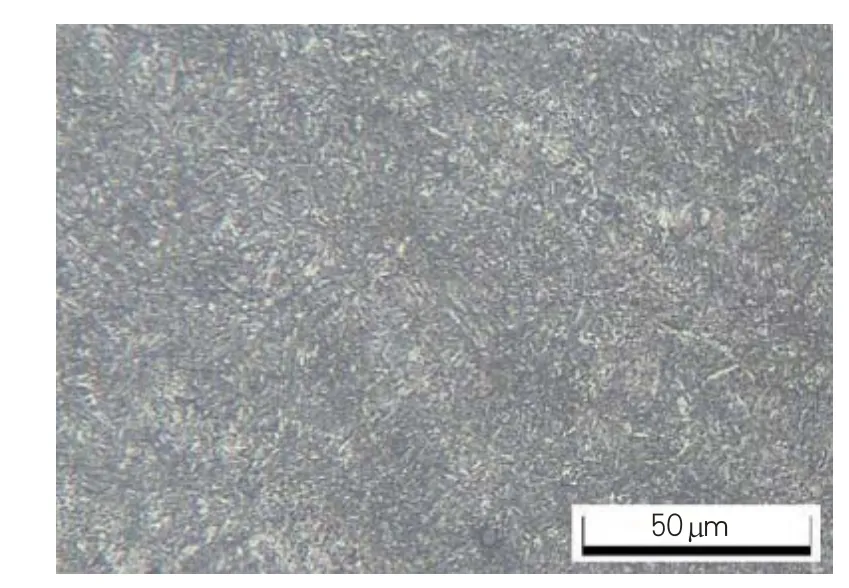
图4 表层组织(500×)
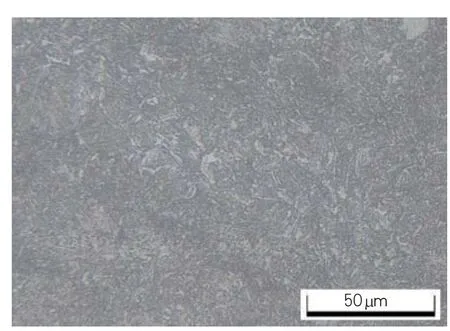
图5 心部组织(500×)
探伤检查
为考核采用水性介质淬火后锻件的开裂情况,对几种不同水性介质淬火后的锻件全部进行了100%荧光磁粉探伤检查,探伤检查结果表明,采用水性介质淬火的锻件均未发现淬火开裂。这说明所选用的水性介质均可以保证锻件淬火后不开裂,它们均可以用于该零件的淬火。
综合以上结果分析,采用所选用的水性介质进行调质处理后均能够保证50CrVA半轴锻件对表面硬度和抗拉强度的要求,且不会产生淬火裂纹。但由于不同的连续式调质线共用一个大的循环水系统,且盐水对淬火冷却系统存在较大的腐蚀,因此采用盐水淬火在连续式生产线中无法实现,而采用自来水淬火则会浪费大量水资源,不符合环保要求,于是综合考虑这些因素后我公司最终决定采用循环水进行淬火。
结论
⑴50CrVA半轴锻件采用循环水淬火调质后锻件硬度和抗拉强度满足产品技术要求,该工艺投入使用至今已近7年,产品质量稳定,未发生淬火开裂事故,产品质量满足客户要求。
⑵50CrVA材料采用水淬工艺获得成功,是对该材料调质工艺的一个突破,这说明淬火剂的选择不仅仅与材料有关,还与零件具体形状密切相关。
⑶50CrVA半轴锻件采用水淬工艺生产与原来采用油淬工艺生产相比,具有显著的经济效益。本公司采用上述水淬工艺至今已稳定生产7年,共生产锻件约80万件,单件重量平均为17.5kg,共14000t。与油淬工艺相比,采用循环水淬火无淬火油消耗,淬火剂消耗可忽略不计,淬火油消耗按3kg/吨锻件计算的话,共累计减少淬火油消耗42t,快速淬火油平均价格按12000元/t计算,可节约淬火油成本50.4万元。
⑷与油淬工艺相比,采用循环水淬火在淬火过程中无油烟,同时方便了工人操作,具有良好的环保效果。