某型复合板厚壁椭圆形封头整体一次冲压成形
2013-08-02许建华张家港化工机械股份有限公司
文/许建华·张家港化工机械股份有限公司
某型复合板厚壁椭圆形封头整体一次冲压成形
文/许建华·张家港化工机械股份有限公司
目前,张家港化工为国内外压制直径最大、厚度最厚、一次成形标准椭圆封头,并获得许多宝贵经验。为此,有关方面组织相关专业技术人员对该封头的压制工艺、工装模具、温度控制等进行研究探索,并取得成功。
设备与材料
材料
SA516-70N+SA240-304L、椭圆形封头主要参数及要求(见图1)、模具设计图(见图2)。
设备
(1)2.5万t油压机主要参数:主缸最大工作压力1.76万t;压边缸最大工作压力;0.74万t;顶出缸最大工作压力360t;设计最大工作压力320kg/cm2;四立柱左右间距8200mm;四立柱前后间距6000mm;活动横梁开启高度8100mm;活动工作台面9000mm×8100mm;双主缸有效行程4000mm;压边缸有效行程2800mm。
(2)台车式加热炉相关参数及配置:炉膛长9000mm;进深宽9200mm;高度3000mm;有效行程8500mm;天燃气燃烧;高速喷嘴;微机控制;全自动点火装置。
封头坯料尺寸
椭圆封头的冲压成形是一个坯料拉伸过程,通过压制拉伸塑性变形贴紧模具而成形,封头在小R处容易减薄,端口易增厚,其次中心边缘易减薄,为了保证设计要求的许用壁厚为(146+5)mm,由于产品直段部分增厚适当放大80mm容易成形,所以坯料尺寸厚度增加6mm,在计算产品表面积理论展开尺寸∶

图1 椭圆形封头主要参数及要求
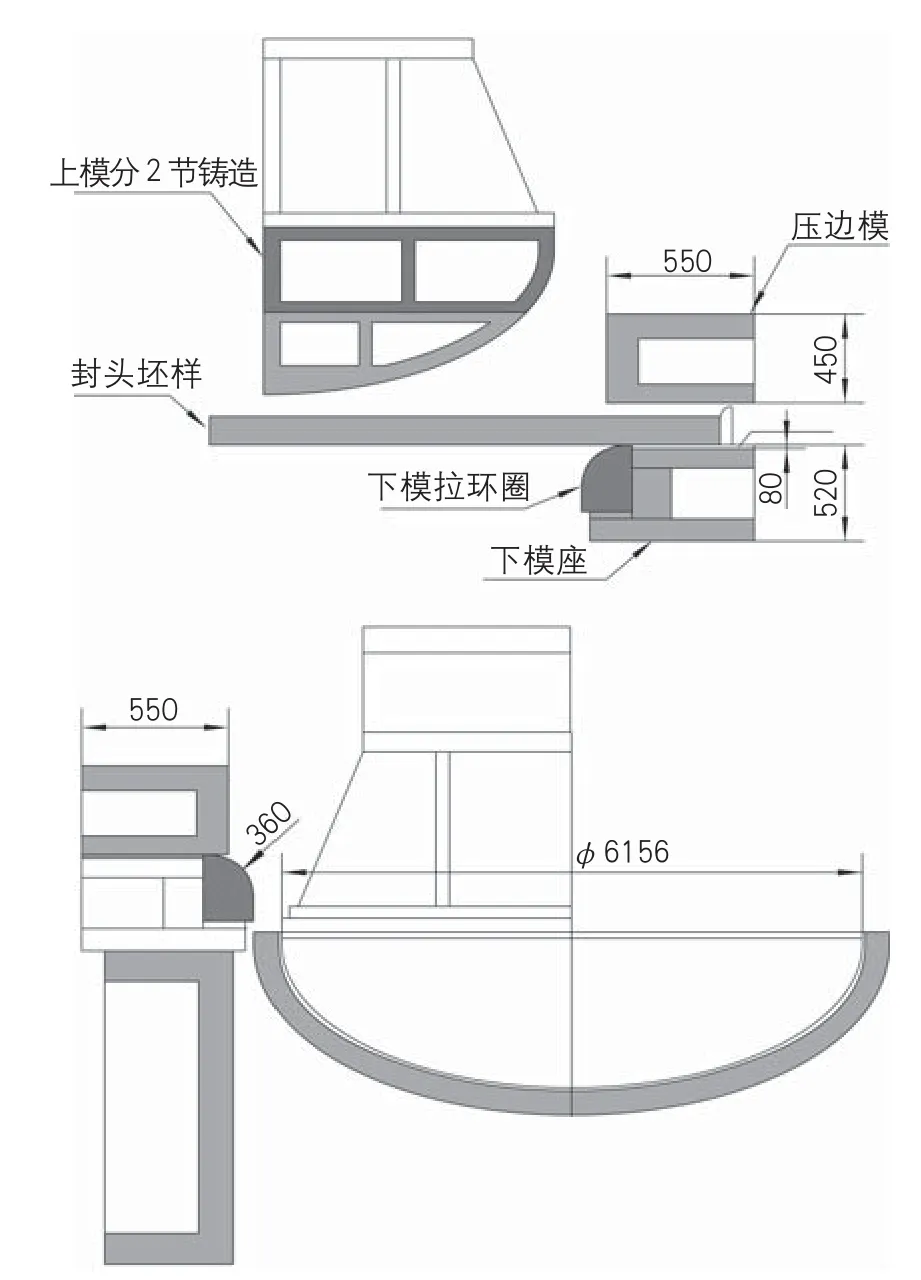
图2 模具设计

因考虑封头在压制过程中,通过加热、拉伸、压制、减薄等因素,所以一般经验公式∶

再加加工余量80mm
展开下料直径φ=7600+80=7680mm
压制冲压力计算
正确地计算封头冲压力,是选择压力机设备能力和模具设计强度必需基本参数及要求。但是影响封头冲压力大小的因素甚多,例如∶坯料在各种温度下的机械性能,在冲压时都在起变化,冲压时的压力与模具间隙有很大关系,模具表面光洁度、下模入口角R大小等各种参数以及操作的原因等等。
压制成形
在压封头之前准备工作比较多,设备完好包括行车、起吊工具、加热炉、压机液压电器系统,模具定位靠山、上下模具间隙,上模润滑剂等一切就绪完好才能进行操作。
φ6100×152+6复合板封头笫一件压制从炉门打开到压制脱模用7min,其中压制冲压过程3min,根据红外线测温仪测量,成形脱模终压温度855℃,冲压力14MPa、6250t。第二件用6.5min,冲压力13MPa、6000t不到,终压温度860℃。
这次压制成形后的2件封头几何尺寸完全符合技术要求,成形形状良好,表面光滑,成形后封头最小厚度146.3mm,减薄量5%左右。封头端口156mm增厚4mm,封头椭圆度最大10mm,质量要求完全符合我国封头标准和ASME标准。
冲压力(P)计算

其中:1/k=Db/D中=7860/6258=1.23
μ-摩擦系数
2007年淮河大水期间,温家宝总理亲临濛洼蓄洪区慰问,给当地群众极大的精神鼓励。洪水过后,有关部门按照 《蓄滞洪区运用补偿暂行办法》的规定,迅速开展了损失登记、核查及补偿资金的发放工作。在补偿工作中,各级政府坚持公开、公正、公平的原则,做到补偿政策和标准、损失财产实物量、分户损失价值、分户补偿金额等“四公示”。2007年淮河大水影响人口67.5万人,共计发放补偿资金4.65亿元,既保证了行蓄洪顺利实施,又使群众的利益得到了保护。
k-拉伸系数
S-坯料厚度
Db-坯料直径
D中-封头中径
950°C时,σb=50.89MPa×0.101972≈5.19kg/mm2
900°C时,P=1.23×3.14×6258×158(7860/6258-1)×7.58≈7237t
950°C时,P=1.23×3.14×6258×158(7860/6258-1)×5.19≈4955t
从计算结果中可以看出,在压制封头过程中,板料出炉温度在900~950°C变化时,经计算封头压制冲压力为4955~7237t之间。理论计算的冲压力比实际操作的压制冲压力一般要大20%左右。

图3 出炉

图4 压机操作

图5 产品
封头坯料加热温度
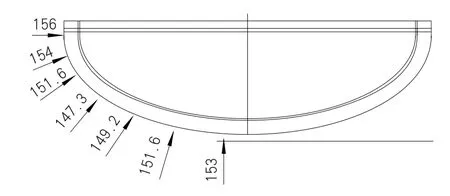
图6 压制成形后的封头尺寸
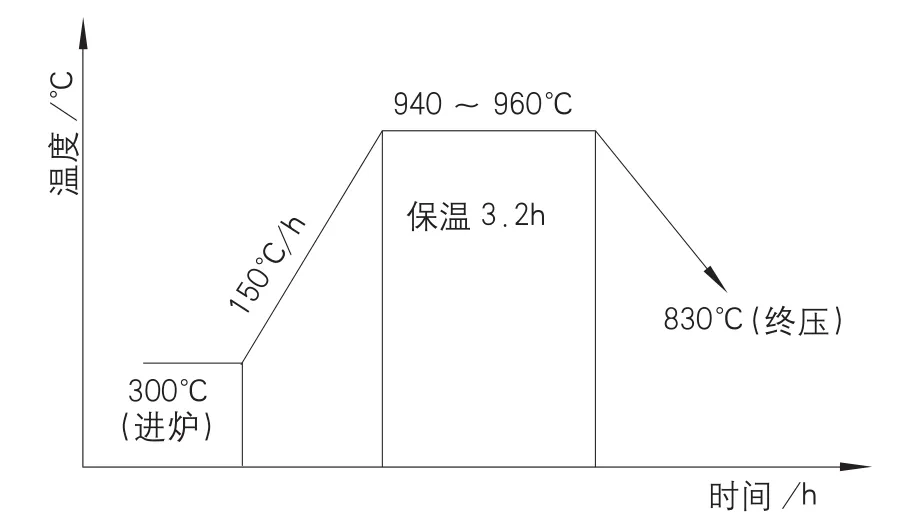
图7 加热工艺曲线
金属材料的厚板材在压制冲压时,一般通过加热到一定温度的方法来提高材料塑性变形,降低材料变形的抗力。但是温度过高,会使金属材料的晶粒度发生变化,降低材料的原始机械性能。如加热温度过低会使材料塑性降低,抗变形能力差,会发生断裂或产生部分裂缝。加热燃料一般采用煤气或天然气。
台车式加热炉,对加热炉的要求∶炉膛要有足够的空间,封头坯料位置不能离烧嘴太近,避免坯料边缘过烧,其次炉膛温度温差在±12℃,要有足够高度,坯料板与板之间隔空一定高度。因在封头压制冲压过程中金属材料会产生复杂的塑性变形,如板面积超大工件温度不均,对产品质量有很大影响。
因此制定了以上的加热工艺,SA516Cg-70材料相当于低碳钢,加热温度一般控制在950℃左右为宜,最终做消应力退火热处理,得到很好的效果。
结束语
通过这次压制φ6100×152+6椭圆形封头,使我们在厚壁封头的工艺及模具设计方面积累了经验。为我们今后大型厚壁封头制造提供了理论上的依据。
