ZWZ15高级渗碳轴承钢的研制
2013-07-21尤绍军
尤绍军
(瓦房店轴承集团有限责任公司 技术中心,辽宁 瓦房店 116300)
装备制造业的重要发展方向之一是大型化,随着诸如轧机、船舶、风力发电机组、核电设备、化工设备及掘进机等装备日趋大型化,与之配套的轴承也呈大型化趋势。目前我国现有的渗碳轴承钢已经无法满足制造大型轴承的要求,例如采用20Cr2Ni4渗碳轴承钢制造6 MW风电主轴轴承套圈时,其表面硬度、有效硬化层深度及心部硬度均无法满足轴承零件渗碳热处理技术要求。因此,瓦房店轴承集团有限责任公司、东北特钢集团和西宁特钢联合研制了一种性能优于20Cr2Ni4的ZWZ15高级渗碳轴承钢。介绍了该钢的成分、性能和使用情况,并与20Cr2Ni4钢进行了对比。
1 20Cr2Ni4渗碳轴承钢
我国目前常用的渗碳轴承钢有20CrNiMo,20CrNi2Mo,10CrNi3Mo和20Cr2Ni4等,20Cr2Ni4钢淬透性最好,目前在我国使用范围最广,使用量也最大,其冷热加工性能优异,力学性能良好,经过渗碳淬火热处理后,具有优异的硬度、耐磨性和良好的疲劳寿命,可以很好地满足轴承零件的性能要求。适于加工最大直径达160 mm的滚子和有效厚度达120 mm的轴承套圈。
20Cr2Ni4钢化学成分标准及试样的实际化学成分见表1。该钢力学性能标准及试样的力学性能见表2,表中试样的热处理工艺为:(870±20)℃加热,油冷;然后(790±20)℃加热,油冷;150~200 ℃回火 ,空冷。
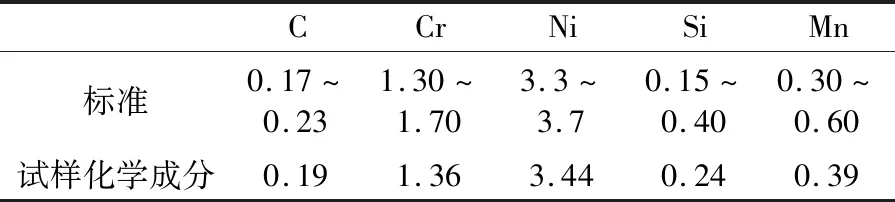
表1 20Cr2Ni4钢的化学成分 w,%

表2 20Cr2Ni4钢的力学性能
20Cr2Ni4钢试样的相变温度见表3,淬透性数据见表4,端淬曲线如图1所示。

表3 20Cr2Ni4钢的相变温度
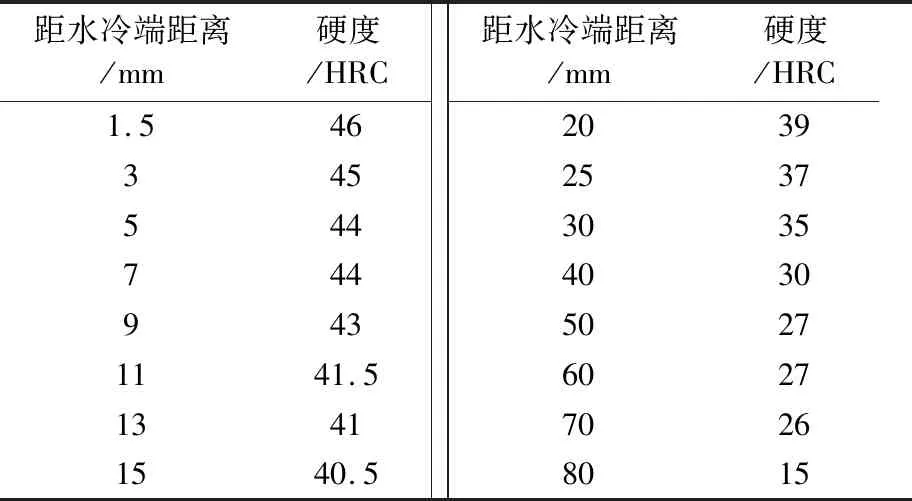
表4 20Cr2Ni4钢的淬透性数据(奥氏体化温度870 ℃)

图1 20Cr2Ni4和ZWZ15钢试样的端淬曲线
有效直径大于160 mm的滚子和有效厚度超过120 mm的套圈,如采用20Cr2Ni4钢制造,其表面硬度、有效硬化层深度、心部硬度均难以达到轴承零件的技术要求。为了制造这些大型轴承零件,有必要研制一种性能优于20Cr2Ni4的高级渗碳轴承钢。
2 ZWZ15钢的研制
2.1 成分设计
国外轴承钢新钢种的研制过程,基本上是在现有的成熟钢种基础上,有针对性地进行成分调整,使新钢种得到期望的性能,并降低新钢种的研制成本和难度,提高新钢种的研制成功率。按照该思路,在20Cr2Ni4钢的基础上,适当调整其化学成分,设计的ZWZ15钢的化学成分见表5。

表5 ZWZ15钢的化学成分 w,%
ZWZ15与20Cr2Ni4钢的主要差别在于:
(1)ZWZ15钢添加了Mo,其质量分数为0.25%~0.35%。Mo可提高钢的淬透性和抗回火稳定性,改善渗碳性能,细化碳化物颗粒,提高疲劳强度和耐磨性。添加微量的Mo就可以大幅度提高钢的淬透性,但对钢的冷热加工性能、力学性能等影响不大。
(2)适当降低C含量,提高ZWZ15钢的断裂韧性,可一定程度上弥补添加Mo元素导致的ZWZ15钢断裂韧性降低的情况,使ZWZ15钢断裂韧性与20Cr2Ni4钢相当。
(3)目前,在我国轴承钢生产中钢材成分控制技术已经非常成熟,适当缩小C,Ni,Si元素的成分范围,不仅不会增加轴承钢的生产难度和生产成本,而且可以提高钢材的成分、工艺性能等参数的一致性,减小后续热加工和热处理的质量波动。
2.2 性能参数
试验用ZWZ15钢的化学成分见表5。试样的热处理工艺为:(870±20)℃加热,油冷;然后(790±20)℃加热,油冷;150~200 ℃回火 ,空冷。处理后该钢的力学性能见表6。

表6 ZWZ15钢的力学性能
由表2和表6可知,当采用相同的热处理工艺时,ZWZ15钢力学性能与20Cr2Ni4钢相当。ZWZ15钢试样的相变温度见表7。由表3和表7可知,ZWZ15相变温度与20Cr2Ni4钢相近。因此,可以采用相同或相近的热加工工艺。

表7 ZWZ15钢的相变温度
ZWZ15钢试样的淬透性数据见表8,端淬曲线如图1所示。由表4和表8可知,ZWZ15钢的淬透性远优于20Cr2Ni4钢,因此,ZWZ15钢适用于制造更大尺寸的轴承零件。

表8 ZWZ15钢的淬透性数据(奥氏体化温度870 ℃)
3 ZWZ15钢冶炼与加工工艺
3.1 冶炼与轧制
ZWZ15冶炼与轧制工艺与20Cr2Ni4钢基本相同,但轧制后要注意缓冷,防止开裂。
3.2 锻造与热处理
ZWZ15锻造工艺参数与20Cr2Ni4钢基本相同,但锻后要注意缓冷,并及时退火,其退火工艺也与20Cr2Ni4钢基本相同。
ZWZ15钢的渗碳温度为920~980 ℃,渗碳时间根据渗碳层深度确定,渗碳后油冷并及时高温回火。相同渗碳温度下ZWZ15钢的渗碳速度与20Cr2Ni4钢基本相同,但由于ZWZ15钢制造的轴承零件更大,要求的渗碳层深度往往更深,为了缩短渗碳时间,降低渗碳成本,应尽可能采用较高的渗碳温度。
高温回火:650 ℃×12 h回火+空冷至60 ℃以下+650 ℃×12 h回火。
二次淬火:(790±20)℃,油冷;150~200 ℃回火,空冷。
3.3 适用的零件尺寸范围
ZWZ15高级渗碳轴承钢适用于加工直径150~280 mm的滚子及有效壁厚120~230 mm的套圈,经上述渗碳淬火后,表面硬度、有效硬化层深度和心部硬度均可以达到JB/T 8881—2001《滚动轴承零件渗碳热处理技术条件》的要求。
3.4 使用效果
将ZWZ15高级渗碳轴承钢用于制造6 MW风电主轴轴承FL-3506/2620内圈(外径2 925 mm、 有效壁厚130 mm)和外圈(外径3 200 mm、有效壁厚200 mm),结果表明,该钢可以很好地满足大功率风电主轴轴承的制造要求。
4 结束语
新研制的ZWZ15高级渗碳轴承钢,已成功地用于制造有效直径大于160 mm的滚子和有效厚度超过120 mm的套圈,在大型滚动轴承制造中取得了良好的使用效果。该钢冶炼、轧制、锻造和热处理等加工工艺与20Cr2Ni4钢相近,工艺简单成熟,是一种值得大力推广使用的新钢种。