基于k样本Anderson-Darling检验的混杂铺层层合板挖补修理后拉伸性能研究
2013-07-16关志东席国芬
刘 遂, 关志东, 郭 霞, 薛 斌, 席国芬, 蔡 婧
(1.航空航天大学航空科学与工程学院,北京100191;2.中国商飞设计研发中心,上海 200232)
复合材料具有比强度和比刚度高、可设计性强、疲劳性能好、耐腐蚀等许多优异特性,近年来在飞机结构中的用量激增[1]。复合材料结构在制造和使用营运过程中不可避免会出现损伤,因此复合材料结构的修理问题越来越受到人们的重视,尤其是复合材料结构的胶接挖补修理,因其有强度恢复率高、修理表面光顺等优点[2],正逐渐成为研究热点。Stone等[3]在20世纪80年代对挖补修理结构进行了大量试验工作,为大型民用客机复合材料部件维修方案的制定打下基础。随后国内外学者还对挖补结构进行了大量试验研究,孟凡颢[4]等对主要胶接修理方法进行了试验研究,并结合有限元手段确定了修理结构的最佳设计参数选择方案。Kumar[5,6]等将胶接挖补结构简化为斜搭接接头,并对接头的力学性能进行综合测试以确定最佳的挖补修理参数。Whittingham[7]等对现有的挖补修理方法进行了改进,改进后的方法已成功运用到F/A-18型飞机的平尾复合材料结构修理上。在理论分析方面,随着计算水平的提高,研究人员对复合材料挖补修理结构进行了大量的有限元分析。Odi等[8]建立了拉伸载荷下二维挖补修理结构的应力破坏数值模型,研究了胶层应力沿层板厚度方向的变化情况。Campilho等[9]使用三角形粘性区模型(CZM)研究了单向复合材料层板挖补结构的拉伸强度和破坏模式。Wang等[10]对当前挖补修理结构参数进行了深入的评价,并优化出一种基于应变的挖补修理结构设计方法。林国伟等[11]应用三维渐进损伤分析(PDA)方法和粘性区模型分别模拟复合材料层合板和修补胶层的失效过程,可以对胶接修补复合材料层合板的损伤演变与剩余强度进行预测。
平面编织材料被大量运用在飞机真实结构中[12,13],但国内外学者对平面编织复合材料力学性能的研究主要集中在模量与强度两方面,对挖补修理后平面编织结构的力学性能研究较少。与传统单向带材料相比,编织复合材料的结构产生了很大的变化,导致层板的力学性能与破坏行为与普通单向铺层层板间有较大的区别[14,15],因此有必要对修理后的平面编织材料的力学性能与破坏行为进行研究。
本研究以某型民用飞机方向舵复合材料结构为研究对象,对含不同类型损伤的平面编织混杂铺层层板进行挖补修理,并对其拉伸性能进行试验研究,比较不同初始损伤及挖补斜度对试件拉伸强度的影响,为最终确定方向舵复合材料结构的修补方案提供依据。
1 试验
1.1 试验件
对含有初始损伤的混杂铺层层板进行挖补修理,初始损伤类型分为穿透损伤和半穿透损伤两种。挖补修理方法及挖补斜度的定义如图1中所示。从图1中可见,修理后试件由母板、胶膜、修理层及附加修理层四部分构成。所有试件母板铺层顺序均为[(±45°)/0°/(0°,90°)/(±45°)]S(±45°)3,其中(±45°)及(0°,90°)铺层为 ZMS2224,Ⅳ型,2 类,3K-70-PW织物,单层厚度0.21mm;试样中的0°铺层为ZMS2224,Ⅱ型,1类,145级单向带,单层厚度0.15mm。在母板中心机械加工出不同直径的通孔或盲孔来模拟穿透损伤或半穿透损伤,其中盲孔端面位于层板第六层与第七层之间。根据母板厚度及挖补斜度计算出修理打磨区域的直径,使用打磨工具在修理区域内打磨出斜面。清洁打磨区域后铺设一层 ZMS2177,Ⅲ型,2类,5级胶膜,胶膜厚度0.125mm。将修理层和附加修理层逐层铺放到胶膜上。修理层使用的织物和单向带材料与母板相同,且叠放顺序和铺层方向均与母板铺层一致。铺设完修理层后在修理区外覆盖两层±45°方向的织物作为附加修理层,由内到外两层附加修理层的搭接长度分别为2.5mm和10.0mm。使用热压罐完成修理区域的固化,得到图2中的修理试件。需要特别指出的是,为了节省材料同时便于试验夹持,将试验件的宽度固定为100mm。对直径大于试件宽度的修理补片进行了切边处理,使补片宽度与试件保持一致。
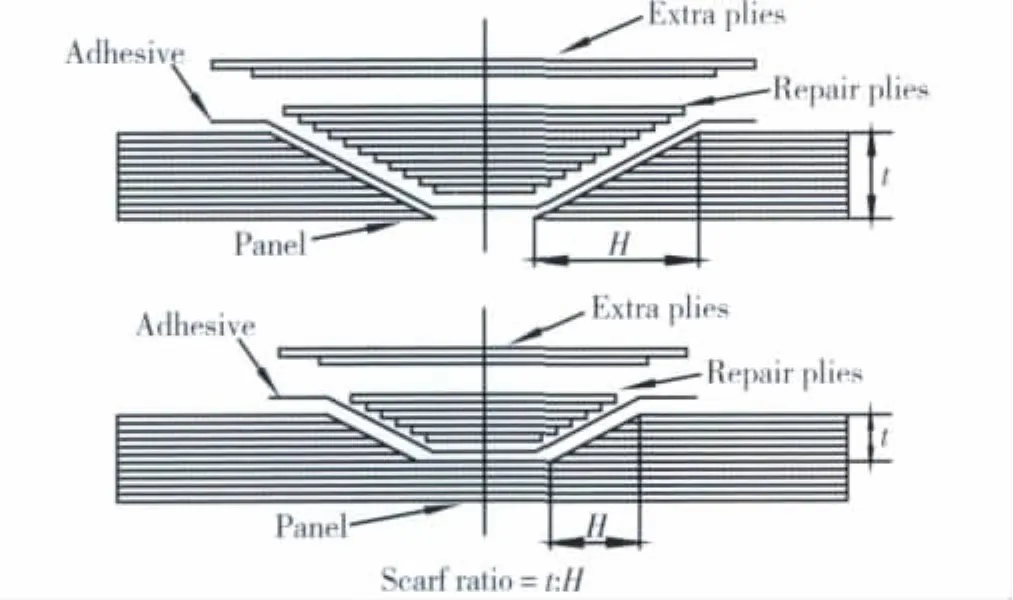
图1 挖补修理试件示意图Fig.1 The geometry of scarfing repaired specimens
1.2 试验结果
所有拉伸试验均在WAW-1000E型材料试验机上进行,将试件夹到试验机的上下液压夹头中进行拉伸,固定加载速率为2.0mm/min。试验结果如表1所示。表中的SY-0表示完好层板试件,SY-A表示穿透挖补修理试件,SY-B表示半穿透挖补修理试件。图3中为不同类型试件拉伸过程中的载荷位移曲线。

从表1中结果可见,所有组别的修理试件均有较高的强度恢复率(>84%),尤其是半穿透挖补修理,所有类型试件的强度恢复率均达到100%左右。试验结果表明对含不同类型初始损伤的混杂铺层层板,使用挖补修理方法可以较好地恢复其强度。从离散系数一栏中可知,各组试件的离散系数均处在正常的范围内(<10%),试验结果具有工程有效性。从图3中可见 SY-0,SY-A-1,2,4,5 以及 SY-B-1,2,3,4,5 这 10 类试件的载荷-位移曲线基本重合,而SY-A-3,6以及SY-B-6这3类试件由于试件较长,从而导致载荷-位移曲线的斜率略有下降,不过从整体上分析,不同类型的初始损伤及不同的挖补斜度不会对修理后试件的拉伸刚度造成明显的影响。
1.3 破坏模式
在试验过程中,不同试件表现出不同的破坏模式,经过对试件的观察分类,根据试件最终破坏位置的不同,总结出修理试件的三类拉伸破坏模式,如图4中所示。
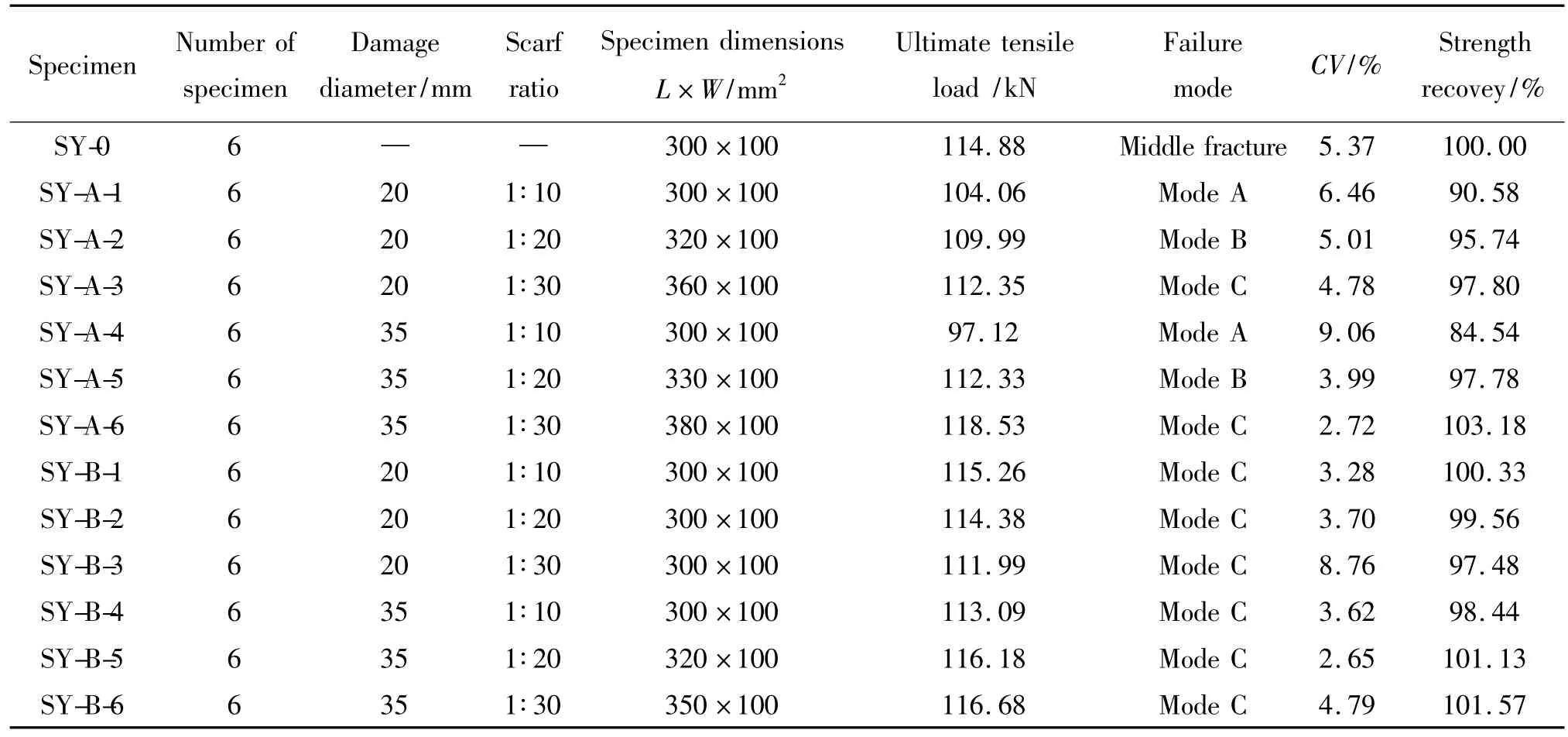
表1 修理试件拉伸试验结果Table 1 Tensile test results of repaired specimens
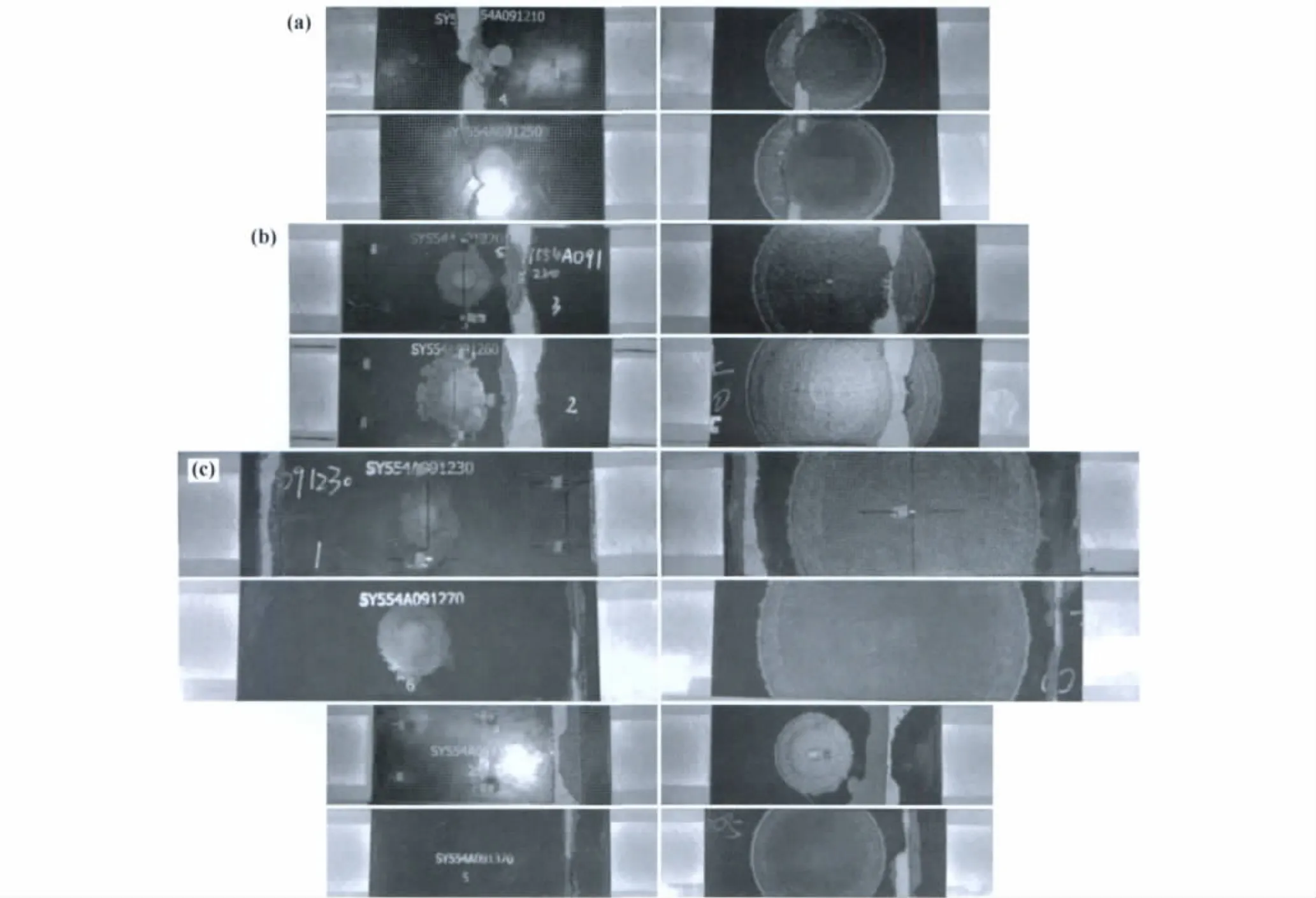
图4 修理试件不同破坏模式Fig.4 Different failure modes of repaired specimens (a)failure mode A;(b)failure mode B;(c)failure mode C
SY-A-1及SY-A-4类试件属于A类破坏模式,其最终破坏出现在修理区域中部,并且破坏路径经过初始损伤孔边,对应图4a;SY-A-2及SY-A-5类试件属于B类破坏模式,其最终破坏出现在修理区内部靠近修理区边缘的部位,并且破坏路径没有经过初始损伤孔边,对应图4b;SY-A-3、SY-A-6类以及所有的SY-B类试件均属于C类破坏模式,其最终破坏出现在修理区外部的完好板上,对应图4c。
2 k样本Anderson-Darling检验原理
为比较不同因素对修理效果的影响,使用k样本Anderson-Darling检验(A-D检验)对各组试验结果进行统计分析,以判断不同组别试件的试验数据是否来自同一母体。该方法最早用于检验一组数据的经验分布是否来自一个连续母体。Scholz等[16]在前人研究成果的基础上进行了周详的分析和扩展,对k样本A-D检验的基本原理,使用流程和应用进行了完整的阐述。在学术界和工业界中,广泛应用k样本A-D检验作为判断多组试验数据母体同一性的手段[17,18]。
k样本A-D检验统计量ADK使用式(1)计算:

式中hj表示合并样本中等于z(j)值的个数;Hj表示合并样本中小于z(j)值的个数加上合并样本中等于z(j)值的个数的一半;Fij表示第i组中小于值的个数加上该组中等于z(j)值的个数的一半。
在母体无差异的假设下,ADK的平均值近似为1,方差使用式(2)近似计算:

其中a,b,c,d使用(3)~(6)式确定:
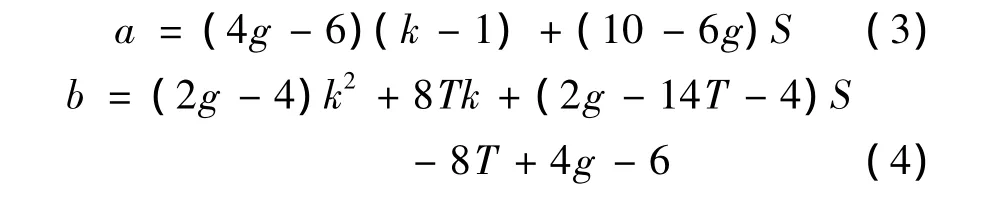
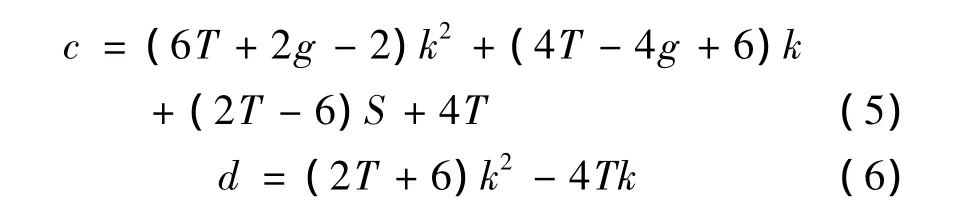
式中S,T,g使用(7)~(9)式确定:
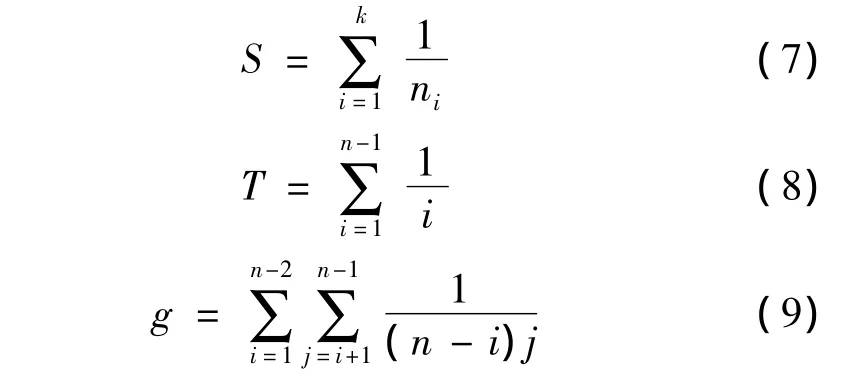
得到统计量ADK的标准差σn后可以根据式(10)计算k样本A-D检验的临界值ADC:
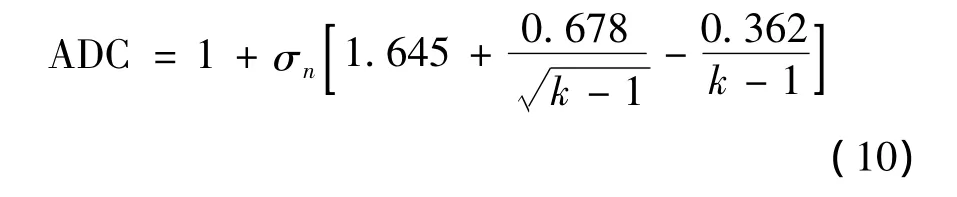
比较ADK与ADC的值,当ADC小于ADK时,则可以断定各组是从不同母体中抽取,此判断有5%的错判风险。否则,接受各组来自同一母体的假设。需要指出的是,当组数和组内观测值个数不变的前提下,使用式(10)计算得到的ADC为一固定值。
3 分析与讨论
本节在k样本A-D检验结果的基础上研究挖补斜度、不同修理方法以及初始损伤直径对修理效果的影响。比较对象为各组试件的拉伸强度,不同组别修理试件的拉伸强度如图5中所示。
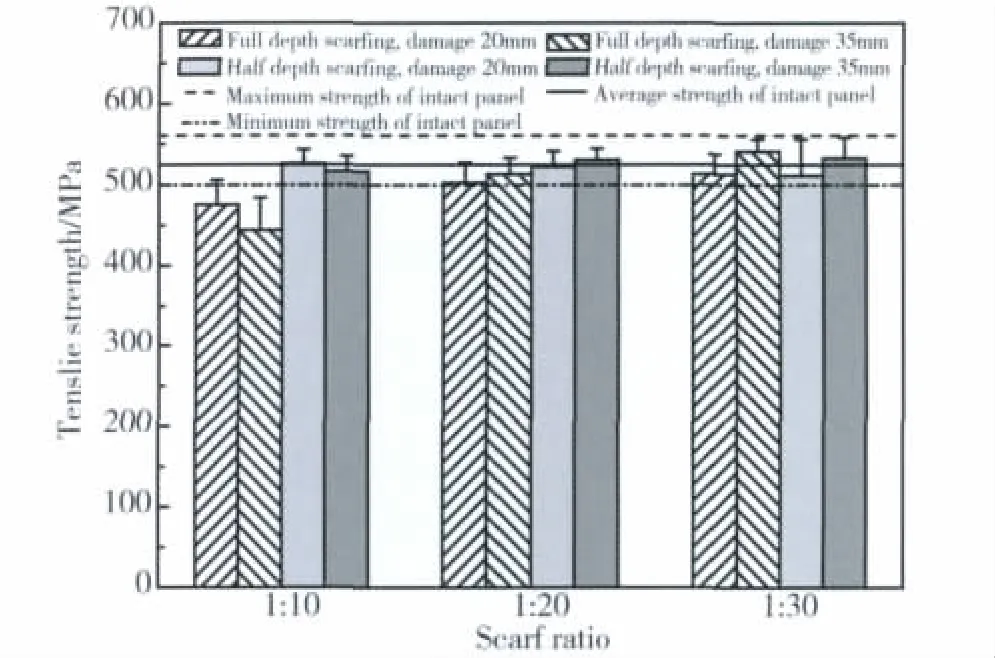
图5 不同组别修理试件拉伸强度比较Fig.5 Comparison of tensile strengths for different repaired specimens
3.1 挖补斜度与修理方法对修理效果的影响
将初始损伤直径相同的SY-A,SY-B类试件分别与SY-0类试件的试验结果进行A-D检验,以比较不同挖补斜度对修理效果的影响。A-D检验结果如表2中所示。
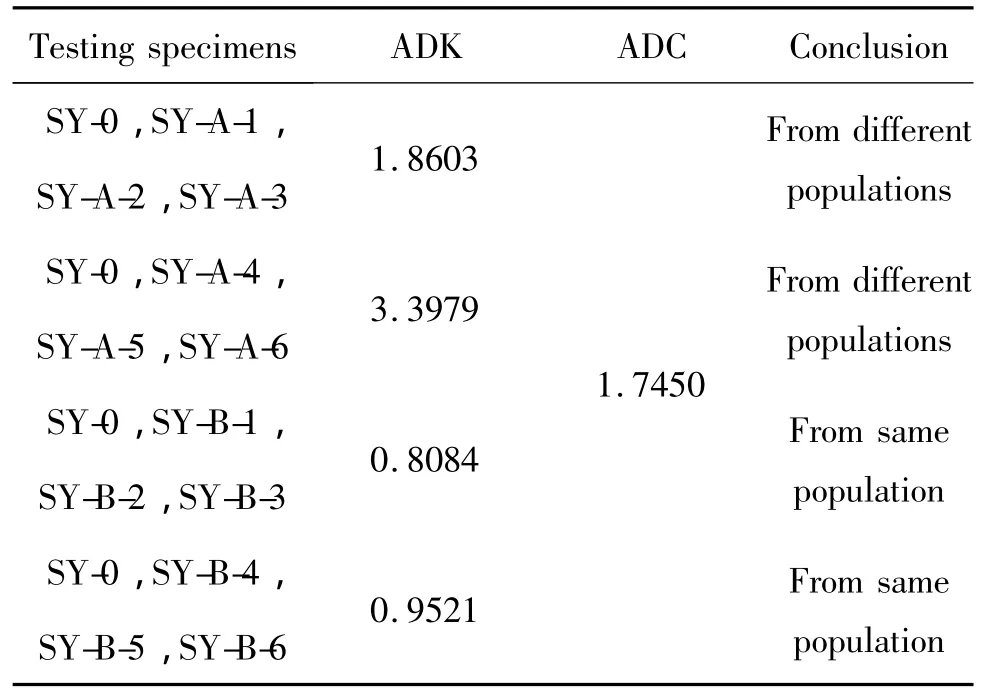
表2 完好板及不同挖补斜度修理试件A-D检验结果Table 2 A-D testing results of intact panel and repaired specimens with different scarf ratios
从图5中可见,对初始损伤直径相同的SY-A类试件,改变试件的挖补斜度会对拉伸强度造成明显的影响,其基本变化规律为拉伸强度随挖补斜度的增大而提高。从表2中的A-D检验结果可知,初始损伤直径相同、挖补斜度不同的SY-A类试件与SY-0类试件的试验结果不是来自同一母体分布,说明不同的挖补斜度对修理效果有明显的影响,因此将SY-A类试件按照不同的挖补斜度进行划分,并分别与SY-0类试件的试验结果进行A-D检验,得到的结果如表3中所示。

表3 完好板及不同挖补斜度SY-A类修理试件A-D检验结果Table 3 A-D testing results of intact panel and SY-A specimens with different scarf ratios
表3中的A-D检验结果表明,对初始损伤直径不同的SY-A类试件,均为挖补斜度为1∶10的试件与完好板来自不同母体分布,而挖补斜度为1∶20及1∶30的试件与完好板来自相同母体分布。原因是挖补斜度较小时,修理区中为进行挖补修理而打磨出的斜面较陡,导致修理结构胶层中的应力水平较高,在加载过程中较早地达到胶层的极限强度致使胶层失效,修理补片失去承载能力,因此初始损伤出现在母板初始修理孔边,并沿试件截面方向扩展至自由边。此时试件对应A类破坏模式;随着挖补斜度的增加,修理斜面趋于平缓,因此胶层中的应力水平降低,推迟了加载过程中的胶层失效,直到试件破坏前修理补片仍保持着部分承载能力,此时母板上的初始损伤已不再是试件的最薄弱部位,母板上的初始损伤在修理区域中靠近补片边缘的部位萌生并最终扩展至自由边,此时试件对应B类破坏模式。继续加大挖补斜度,修理斜面更为平缓,胶层中应力水平更低,在整个加载过程中胶层中均为出现损伤,因此试件破坏前修理补片始终保持着完好的承载能力。由于存在附加修理层的补强作用,此时修理区域的拉伸强度已经高于完好板的拉伸强度,所以母板的初始损伤与最终破坏部位均出现在修理区域外的完好板上,此时试件对应C类破坏模式。当试件出现B类或C类破坏模式时,修理试件与完好板试验结果来自同一母体分布,此时可以认为修理试件的拉伸强度已恢复至完好板的水平。
从表2中的A-D检验结果可知,所有的SY-B类试件均与SY-0类试件的试验结果来自同一母体分布。说明当挖补斜度大于1∶10后不同挖补斜度的半穿透修理试件均有较好的修理效果。与穿透挖补修理相比,半穿透挖补修理试件的母板有近一半的单层未受损伤,具有完整的承载能力,因此修理结构胶层中的应力水平较低,在整个加载过程中基本没有损伤出现,修理补片一直保持完整的承载能力,母板初始损伤与最终破坏出现在修理区域外的完好板上,对应C类破坏模式。可见,当挖补斜度大于1∶10后,所有SY-B类试件与完好板试验结果均来自同一母体分布,可以认为试件的拉伸强度达到了完好板的水平。
综上所述,对于层板穿透挖补修理,为了保证修理质量,进行修理结构设计时应使用较大的挖补斜度,但过大的挖补斜度会增加打磨区的尺寸,使修理区的胶接质量难以得到保证。根据本文的试验结果,最佳挖补斜度的取值应介于1∶20~1∶30之间。这与国外商用飞机结构维修手册[12,13]中将挖补斜度定为1∶30的规定基本一致。但国外相关维修手册中未对穿透挖补与未穿透挖补的情况进行区分,根据本工作的试验结果,对初始损伤深度为层板厚度一半的半穿透挖补修理,可以根据实际情况适当放宽对挖补斜度的要求,将最佳挖补斜度的取值限定在1∶10~1∶20之间,这样在保证修理质量的前提下可以减少打磨区域面积,从而削减修理成本。
3.2 初始损伤直径对修理效果的影响
为研究初始损伤直径对修理效果的影响,对挖补斜度相同、初始损伤直径不同的SY-A及SY-B类试件进行A-D检验。检验结果如表4中所示。
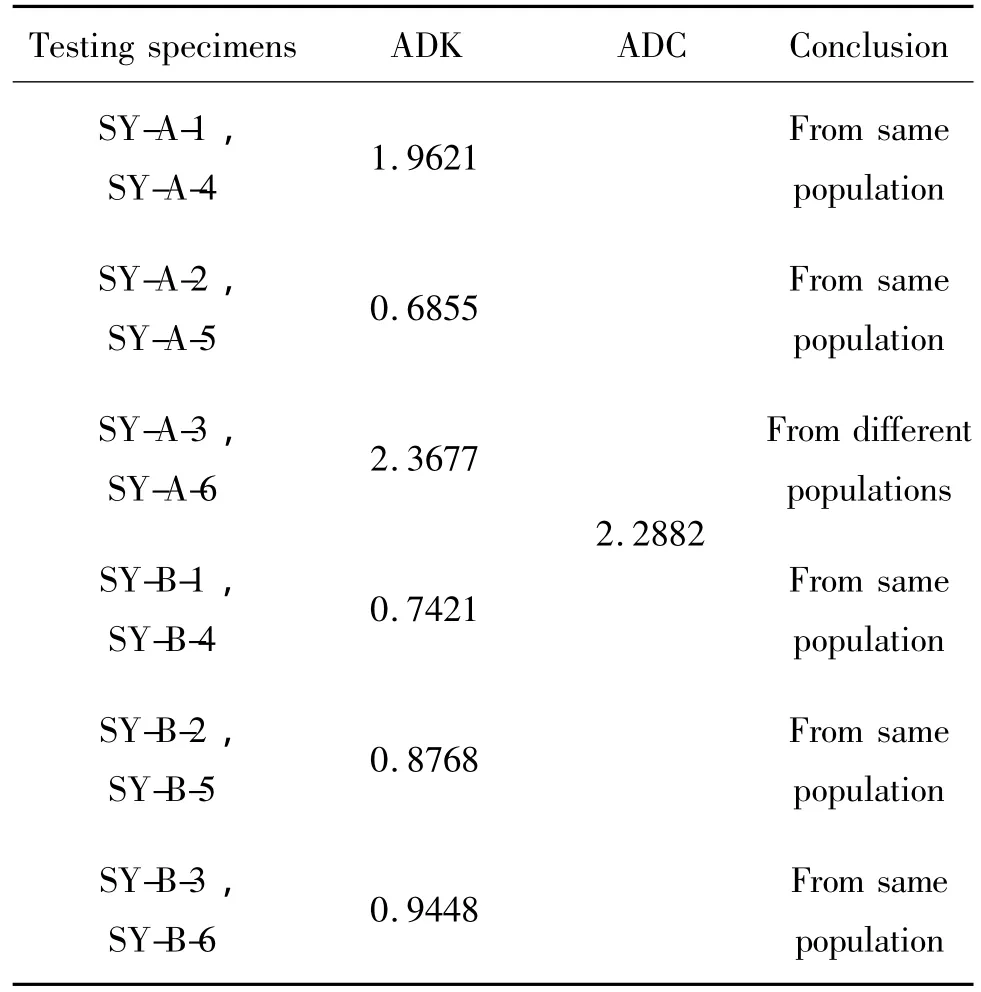
表4 不同初始损伤直径类修理试件A-D检验结果Table 4 A-D testing results of repaired specimens with different initial damage diameters
从表4中的A-D检验结果可知,除了SY-A-3与SY-A-6间的对比组外,其余各组结果均表明挖补斜度相同时,不同初始损伤直径试件的试验结果来自同一母体分布。这一结果表明在挖补斜度相同的前提下,改变初始损伤直径不会对修理试件的拉伸强度造成明显影响。
通过观察图4可知,对于SY-A-3与SY-A-6类试件,受到几何尺寸所限,当挖补斜度相同时,初始损伤直径较大试件的修理区域也较大,其附加修理层直径也较大,导致大初始损伤直径试件的增强区域大于小初始损伤直径的情况,因此其拉伸强度也较高。这一现象在穿透挖补、挖补斜度为1:30的SY-A-3与SY-A-6类试件间进行对比时体现得最为明显,所以这两组试件的试验结果来自不同母体,初始损伤直径较大试件的拉伸强度反而较高。比较表1中的破坏模式一栏中可知,挖补斜度相同时,改变初始损伤直径不会改变试件的破坏模式。
通过以上分析可知,当挖补斜度固定时,在一定范围内改变初始损伤直径不会对试件的拉伸强度和破坏模式造成明显影响,这一结果说明,在可修理范围内,挖补修理方法对初始损伤的尺寸不敏感。
4 结论
(1)试验结果表明穿透挖补与半穿透挖补两种修理方法均可以有效地恢复试件的拉伸强度。当挖补斜度较大时(≥1∶20),所有挖补修理试件的强度恢复率均在95%以上。
(2)对穿透挖补修理,最佳挖补斜度介于1∶20~1∶30间,在此范围内,试件的拉伸强度恢复到完好板的水平并且破坏部位出现在修理区域内靠近补片边缘处或修理区域外的完好板上;对半穿透挖补修理,最佳挖补斜度介于1∶10~1∶20间,在此范围内,试件的拉伸强度恢复到完好板的水平并且破坏部位出现在修理区域外的完好板上。
(3)受到试件几何尺寸限制,在挖补斜度不变的前提下,初始损伤直径较大试件的拉伸强度较高,但不会对试件的破坏模式造成影响。
[1]杜善义,关志东.我国大型客机先进复合材料应对策略思考[J].复合材料学报,2008,25(1)1-10.
(DU S Y,GUAN Z D.Strategic considerations for development of advanced composite technology for large commercial aircraft in China[J].Acta Materiae Compositae Sinica,2008,25(1):1-10.)
[2]ARMSTRONG K B,BEVAN L G,COLE II W F.Care and repair of advanced composites[M].2nd edition.PA USA:SAE international,2005:263-265.
[3]STONE R H Repair Techniques for Graphite-Epoxy Structures for Commercial Transport applications[R].Washington:NASA,1983.
[4]孟凡颢,陈绍杰,童小燕,层压板修理设计中的参数选择问题[J],复合材料学报,2001,18(4):28-31.
(MENG F H,CHEN S J,TONG X Y.Selection of the design parameters in laminate repair[J].Acta Materiae Compositae Sinica,2001,18(4)28-31.)
[5]KUMAR S B,SIVASHANKER S I,OSIYEMI S O,et al.Failure of aerospace composite scarf-joints subjected to uniaxial compression [J].Materials Science and Engineering A,2005,412:117-122.
[6]KUMAR S B,SRIDHAR I,SIVASHANKER S I,et al.Tensile failure of adhesively bonded CFRP composites scarf joints[J].Materials Science and Engineering(B),2006,132:113-120.
[7]WHITTINGHAM B,BAKER A A,HARMAN A,et al.Micrographic studies on adhesively bonded scarf repairs to thick composite aircraft structure[J].Composite:Part A,2009,40:1419-1432.
[8]ODI R A,FRIEND C M.An improved 2D model for bonded composite joints[J].International journal of adhesion &adhesives,2004,24:389-405.
[9]CAMPILHO R D,de MOURA M S,DOMINGUES J J.Stress and failure analyses of scarf repaired CFRP laminates using a cohesive damage mode[J].Journal of Adhesion science and technology,2007,21(8)55-70.
[10]WANG C H,GUNNION A J.On the design methodology of scarf repair to composite laminates[J].Composite Science and Technology,2008,68:35-46.
[11]林国伟,陈普会,胶接修补复合材料层合板失效分析的PDA-CZM方法[J]. 航空学报,2009,30(10):1877-1882.
(LIN G W,CHEN P H.PDA-CZM Method for Failure A-nalysis of Bonded Repair of Composite Laminates[J].Acta Aeronautica Et Astronautica Sinica,2009,30(10):1877-1882.)
[12]Boeing Ltd.Boeing 737-800 Structural Repair Manual[S].USA:Boeing Ltd.2003.
[13]Airbus Ltd.Airbus A320 Structural Repair Manual[S].France:Airbus Ltd.2007.
[14]邹健,程小全,邵世刚,等.基于ANSYS环境的平面编织层合板拉伸破坏数值仿真[J].复合材料学报,2007,24(6):180-184.
(ZOU J,CHENG X Q,SHAO S G,et al.Numerical simulation for plain woven composite laminate based on ANSYS software[J].Acta Materiae Compositae Sinica,2007,24(6):180-184.)
[15]程小全,邹健,许延敏,等.含孔平面编织混杂铺层层合板压缩破坏仿真[J].力学学报,2007,39(6):829~834.
(CHENG X Q,ZOU J,XU Y M,et al.Simulation of compressive failure of hybrid plain woven fabric laminate with a hole[J].Chinese Journal of Theoretical Applied Mechanics,2007,39(6):829-834.)
[16]SCHOLZ F W,STEPHENS M A.K-sample Anderson-Darling tests of fit[J].American statistical association,1987,V82:918-924.
[17]Department of defense.MIL-HDBK-17-1G Polymer matrix composites guidelines for characterization of structural materials[M].Washington PA USA:Materials sciences corporation,MIL-HDBK-17 secretariat,2009:465-586.
[18]中国航空工业集团公司.HB 7618-2099聚合物基复合材料力学性能数据表达准则[S].北京:国防科学技术工业委员会,2009.
(Aviation industry corporation of China.HB 7618-2099 Data presentation principal of mechanical properties for polymer matrix composite materials[S].Beijing:Commission of science,technology and industry for national defense,2009.)
