电连接器插头壳体零件的加工
2013-06-26李曙生刁振华
唐 娟,李曙生,刁振华
(1.泰州职业技术学院,江苏 泰州225300;2.泰州机电高等职业技术学校,江苏 泰州225300)
矩形解锁脱落电连接器是用于航天器中电子设备与地面设备之间的电路连接与自动脱落的机电元件。在战略技术武器系统或航天运载系统中,需要通过电连接器的锁定工作保证稳定地向系统的电子设备输送信号。在工作完成后,还需要通过电连接器的连接机构使插头与插座快速、大作用力分离。本文对电连接器中插头壳体零件的数控加工进行了分析和研究。
1 零件技术要求分析
如图1所示为某矩形解锁脱落电连接器插头壳体的三维简图,其主要加工面有:平面、内腔表面、同轴孔系、螺纹孔面等,其中重要配合面A、B基准面的技术要求为IT7级,A、B基准面的相互位置精度要求较高,重要面表面粗糙度要求为Ra1.6。

图1 壳体零件图
2 零件的工艺安排
2.1 零件材料、毛坯的选择
常见毛坯种类有铸件、锻件、型材和焊接件等,毛坯种类的选择不仅影响毛坯的制造工艺及费用,而且与零件的机械加工工艺和加工品质密切相关。根据零件的结构形状、使用场合和零件材料的工艺性,我们采用铸铝ZL102,其有以下优点:铝在高温下有很强的腐蚀性,很高的电导率和热导,是一种比较轻的合金;压铸件具有复杂的形状和壁厚;铝合金压铸件的尺寸精度和稳定性高;铝重量轻,低密度,并提供了广泛持久的形状和组件。
2.2 零件定位基准的选择
粗基准是在初始的机械加工工序中选用未经加工的工件表面。粗基准的选择原则[1]:如主要要求保证加工面与不加工面的位置要求,则应选不加工面为粗基准;作为粗基准的表面,应尽量平整光洁。如图2所示,本壳体分别以底面和两侧面为定位粗基准面,限制了工件6个自由度,实现完全定位。
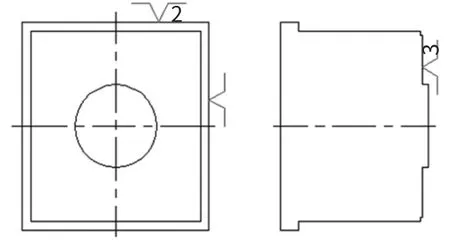
图2 粗基准定位简图
精基准是选用工件已经加工过的表面定位的定位基面。精基准的选择原则:基准重合原则,即选用设计基准作为定位基准;基准统一原则,即采用同一组基准定位加工零件上尽可能多的表面。本壳体所有重要表面都与A、B基准面有相互位置精度要求,参照以上原则,则精基准面选择A、B基准面,再附加一侧面为防转面,实现“一面两销”定位,分别限制零件的3、2、1个自由度,如图3所示。
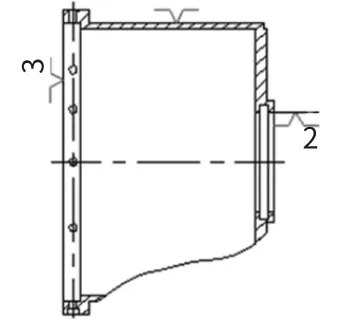
图3 精基准定位简图
2.3 加工顺序的安排
本着“先面后孔、先粗后精、先主后次、基面先行”的原则,作为精基准的A、B面及方形内腔应首先加工。本零件的加工工艺过程如表1所示。
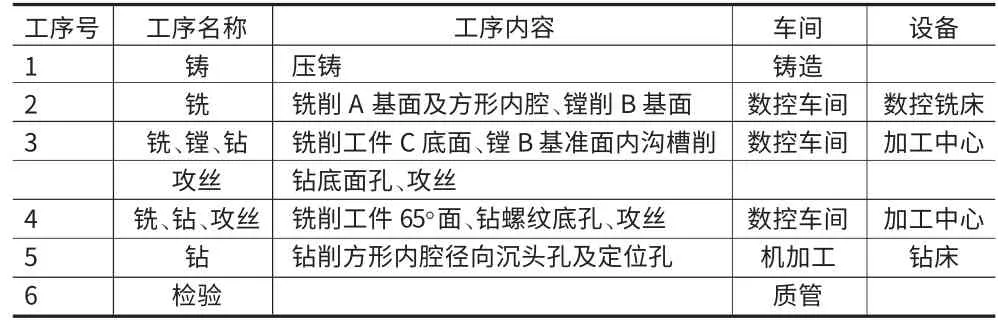
表1 零件加工工艺过程简表
如图3所示,对于方形内腔上的径向孔系的加工,考虑到零件孔数量多、位置精度要求高且径向分布,因此使用了分度头附件,将工件径向四个工位的孔通过一次装夹四个工位加工完成,零件径向孔数目虽多但种类不多,因此只要采用数控铣床加工即可,采用带分度头附件的数控铣床加工,可以有效提高效率、降低加工成本。
2.4 B基准面内沟槽的加工
如图4所示,为壳体零件长度方向尺寸简图,按照一般工艺编制原则,B基准孔内的沟槽应和B基准孔同时加工,但是考虑到内沟槽长度方向尺寸要求mm,和B基准孔同时加工时,因为底面C为后续加工面,无法保证6丝的公差,因此将内沟槽的加工移至工序3,在铣削C面后加工内沟槽,可以在加工中直接保证长度mm。
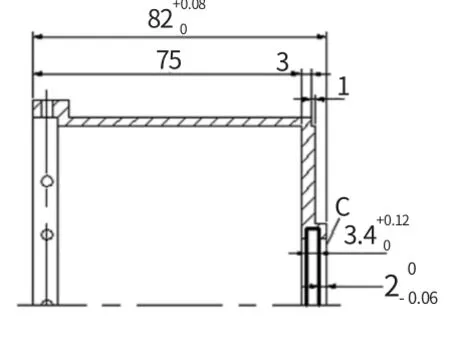
图4 壳体尺寸简图
2.5 壳体的薄壁问题
本零件为薄壁壳体结构,受切削力后抵抗变形的能力较差,因此在加工时特别注意以下两点:
一是,采用粗铣、半精铣、精铣加工,每次切削时余量不大,同时根据加工误差复印规律,多次切削后零件的加工误差会极大地降低。
二是,本工序夹紧机构的夹紧力适中,夹紧点的位置选取合适[2]。
3 零件的CAD/CAM加工
本零件加工表面繁多,加工方位多,各表面的相互位置精度要求高,且重要的配合面精度要求高,采用计算机辅助设计与制造是非常必要的。零件的CAD/CAM采用了目前较流行的软件——UG进行自动编程。
首先是零件的三维造型,在零件三维造型时注意公差的影响,为了保证零件的加工精度,在零件造型时就选取尺寸的中值。其次是进行刀路设定[3],根据工艺安排,设定零件的加工刀路,如图5所示为粗加工方腔时的刀路图。零件的刀路设置完成后,可进行模拟加工,验证刀路的准确。最后,在根据数控系统选择相应的后处理类型,生成数控加工程序,经数据接口传输至数控机床进行加工。
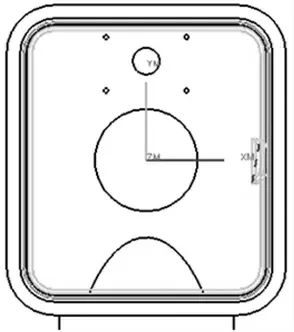
图5 方形内腔加工刀路图
4 结束语
根据上述分析,得出以下结论:
(1)根据零件的使用场合选择了合适的毛坯种类,进行粗、精基准的选择,编制出合适的数控加工工艺。
(2)针对B基准内的内沟槽长度方向尺寸精度要求,未采用常规孔系加工方法,而是将内沟槽加工移至工序3,在加工中直接保证了尺寸精度,避免尺寸链的换算问题。
(3)对零件的薄壁加工从工步设定和夹具设计两方面进行了考虑。
(4)对零件采用了UG软件进行了计算机辅助制造[4],在电脑中队零件进行模拟加工,验证刀路的准确,从而发现问题,解决问题,提高加工进度,缩短产品的开发周期。
[1]田 萍.数控机床加工工艺及设备[M].北京:电子工业出版社,2004.
[2]肖继德,陈宁平.机床夹具设计[M].北京:机械工业出版社,1997.
[3]高汉华,李艳霞.数控加工与编程[M].北京:清华大学出版社,2011.
[4]零点工作室.UGNX6.0数控编程[M].北京:机械工业出版社,2011.
