厚大件电子束焊接过程电子枪热防护
2013-12-10宫在龙
宫在龙
(哈尔滨汽轮机厂有限责任公司,黑龙江 哈尔滨150046)
哈尔滨汽轮机厂真空电子束焊机额定电压为60 kV,额定功率60 kW,目前该公司用到的最大功率为30 kW左右,真空电子束焊机工作时要求为负压,真空室内压力为7.0×10-4mbar。电子枪的温度传感器位于第二层防护罩上,当电子枪的温度增加到65℃时,就会出现电子枪的超温报警现象。
由于电子束焊接的有效距离较小,为保证大厚零件的焊接,经常用200 mm左右的枪距进行焊接,随着焊接时间的加长,当电子枪吸收的焊接辐射热量达到或超过65℃时,真空电子束焊机就会出现枪头过热的报警,此报警在一次焊接没有完成时,虽然不终止焊接,但是在进行下一次焊接时需等待报警消除,故考虑进行热防护工作的研究。
1 焊接过程的隔热处理
采用效果较好的隔热方法,将电子枪与被焊接件隔离开,从而有效控制高温辐射对电子枪的直接影响。热障涂层,是目前隔热效果较好的方法之一,其优点为:涂层厚度小、可实施性强。通过研究,目前已研制出了隔热效果好、结合强度高、适合高真空环境的涂层材料,通过采用合理的工艺方法后,使得实际的喷涂过程更加的简单快捷。
热喷涂制备方法一般采用常压等离子体喷涂。在涂层中存在一定的孔隙度,以降低涂层的热导率,减少涂层中应力。可以保证电子束焊机的有效工作距离不变,避免了其他方案引起电子束焊机有效工作距离缩短的问题,故可采用在电子枪防护罩的表面喷涂热障涂层的办法,降低电子枪超温的频率,从而大大地提高真空电子束焊机的工作效率。其主要研究内容包括:
(1)喷涂材料的研究制定。
(2)喷涂工艺及设备的研究制定。
(3)涂层与基体结合强度的试验研究及检测。
(4)隔热效果测试——热导率的检测。
(5)涂层厚度与隔热效果的关系实验以及涂层厚度的最终确定。
(6)高真空特殊环境的性能测试。
2 试验过程分析
2.1 试验目的
本报告为热障涂层性能测试及结果观察,包括:涂层外观、显微组织、孔隙率、弯曲试验、结合强度等。
2.2 试验方法
使用超音速喷涂设备制备NiCoCrAlY底层,用7 M等离子喷涂枪喷涂纳米氧化锆(ZrO2/Y2O3)面层来制备热障涂层。按照试验要求分:金相试样、弯曲试样、热震试样、拉伸试样共四组。
对上述涂层分组进行性能测试,具体测试依据及方法见各测试报告。
2.3 试验内容
2.3.1 热障涂层制备
(1)底层喷涂
底层喷涂使用超音速火焰喷涂设备,基体表面温度控制在Tmax<100℃。喷涂材料为NiCoCrAlY。具体工业参数如表1所示。

表1 底层喷涂工艺参数
(2)面层喷涂
面层喷涂使用80 kW高能等离子喷涂系统配和7 M枪进行喷涂。在喷涂时,基体温度Tmax<150℃。喷涂材料为纳米氧化锆(8ZrO2/Y2O3)。
2.3 .2喷涂后试样
喷涂后的试样主要是金相试样。试样材料为不锈钢板,尺寸为75 mm×25 mm×1.0 mm。喷涂方式采用平面喷涂,底层厚度为100 um,面层厚度为210 um,涂层总厚度为310 um。
2.3 .3涂层性能测试结果
(1)涂层外观
用7X放大镜在自然光下观察,可见涂层完整,表面均匀连续,且无裂纹、边缘翘起和剥落等缺陷。涂层面层孔隙率为24.9%,如图1所示。
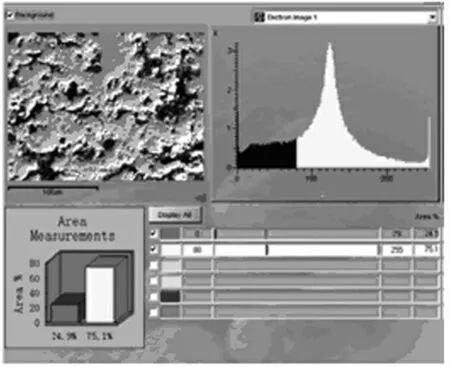
图1 涂层面层孔隙率
(2)弯曲试验
在弯曲直径为覫10 mm的测试工装上,将涂层面向外,以较慢的速度弯曲90°,仔细观察被弯试样,可发现除边缘1.5 mm内有微小裂纹外,其涂层无翘起、无剥离、无贯穿裂纹等现象。
(3)结合强度
制备两个试样,在试样端面制备涂层,保证涂层厚度大于等于0.4 mm。在两试样的涂层面涂上一层很薄的粘合剂,令两试样轴线重合,加力使之对接充分粘合,粘合剂中不得有气泡,然后使粘合剂固化,将试样装备在试验机上,进行强度试验,通过测试,得出测试结果为:平均结合强度为55.69 MPa。
(4)热膨胀系数及热导率检测
热膨胀系数采用电磁感应热机械法测定,电磁感应热机械法是将顶杆的移动通过天平传递到差动变压器,变换成电讯号,经过放大转换,从而测量出试样的伸长量。热导率是采用径向热流法测量,涂层隔热试验结果如图2所示,检测计算依据如表2所示。

图2 涂层隔热试验结果

表2 检测计算数据
2.4 试验结果分析
通过以上试样试验及各项检测数据分析,喷涂纳米氧化锆(8ZrO2/Y2O3)热障涂层试样,底层厚度为100 um,面层厚度为210 um,涂层总厚度为310 um,涂层外观完整,表面均匀连续,且无裂纹、边缘翘起和剥落等缺陷。基体与打底层间无翘起、分层、界面污染物极少,材料熔化均匀。金相组织打底层与面层间无分层,材料熔化均匀,孔隙分布均匀。涂层面层孔隙率为24.9%。平均结合强度为55.69 MPa,涂层热导率低隔热效果可达170℃,根据涂层检验数据显示完全可以满足电子枪防护罩隔热的要求。
3 结束语
在一级防护罩的表面进行喷涂处理,并设计加工两个带有防护涂层的附加防护板,使电子枪与被焊接件之间设立热防护层,从而有效控制高温辐射对电子枪的直接影响,起到良好的防护作用,且实际使用效果显著,可使电子枪连续工作时间增长到原来的3~5倍,大大的提高了电子束焊机的工作效率。
