UG NX叶轮多轴数控编程与仿真
2020-10-13曹旺萍
曹旺萍
(无锡职业技术学院机械技术学院,江苏 无锡 214121)
1 叶轮零件工艺分析
涡轮式叶轮是指高压气体沿着轴向流动的一种叶轮,是发动机的重要零件,一般情况下其叶毂和叶片是在整体锻压钛合金毛坯材料上进行加工的零件。
图1为涡轮式叶轮零件模型,零件材料为铝,零件尺寸公差为±0.02mm。零件的毛坯材料为Φ85×40的铝棒,为减少在五轴联动数控机床的开粗加工时间,可以先把毛坯料用车床切削去除尽可能多的余料,然后上五轴机床数控铣。
2 叶轮零件加工编程过程
叶轮零件的多轴编程前需要设定加工坐标系、毛坯几何体、应用UG NX的叶轮编程模块设定叶轮的叶毂面、包裹曲面、叶片曲面、叶根圆角曲面、分流叶片曲面等参数。
2.1 叶轮零件开粗
经过车削后的毛坯还有较大的余料需要去除,粗加工采用型腔铣粗铣加工。毛坯设置为包容圆柱体,先创建型腔铣粗加工刀路,设置Φ12mm的平底刀,余量为1mm,层深为0.8mm,进给率500mm/min,主轴转速2500r/min,创建型腔铣粗加工刀路,图2为叶轮零件粗加工刀路。
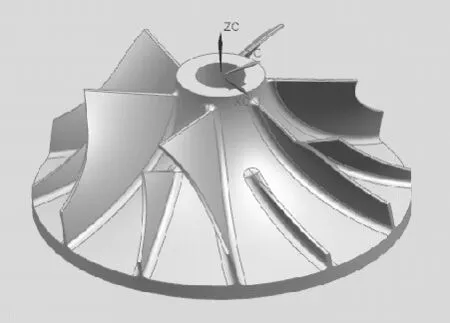
图1 涡轮式叶轮零件模型
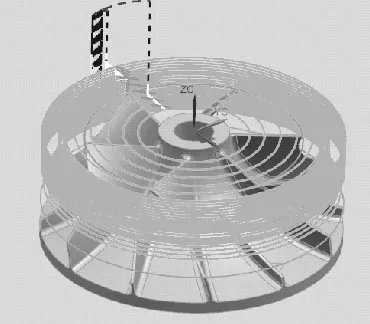
图2 叶轮零件开粗刀路
2.2 叶轮外形精加工
2.2.1 创建叶形顶部精加工刀路
采用平面铣叶形顶部,采用Φ12mm的平底刀,部件侧面余量为1.2mm,部件底部余量为0,主轴转速2500r/min,进给率800mm/min。
2.2.2 创建轮毂上部精加工刀路
采用深度加工轮廓铣铣轮毂上部,采用Φ12mm的平底刀,底部余量为0,主轴转速2500r/min,进给率1000mm/min。
2.2.3 创建叶形最大外形精加工刀路
采用深度加工轮廓铣铣叶形最大外形部分,采用Φ12mm的平底刀,部件余量为0,主轴转速2500r/min,进给率1000mm/min。
2.3 叶形包裹面精加工
采用深度加工轮廓铣铣叶形包裹面部分,采用Φ12mm的平底刀,部件余量为0,主轴转速2500r/min,进给率1000mm/min。
2.4 叶形精加工
2.4.1 创建叶形开粗刀路
进入多轴叶轮模块,选择多叶片粗加工,设置叶片粗加工的叶片余量和轮毂余量均为1mm,采用R3mm的球头刀,主轴转速4000r/min,进给率1000mm/min,图3为叶形开粗刀路。
2.4.2 创建分流叶片叶冠精加工刀路
采用三轴区域精加工,加工曲面选择分流叶片的叶冠,采用R3mm的球头刀,部件余量为0,主轴转速4000r/min,进给率2000mm/min,图4为分流叶片叶冠精加工刀路。

图3 叶形开粗刀路
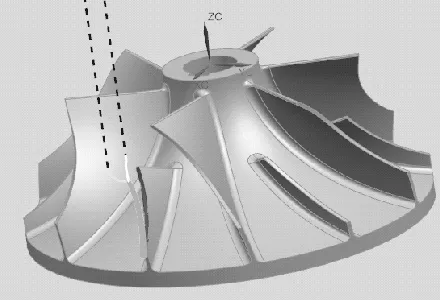
图4 分流叶片叶冠精加工刀路
2.4.3 创建轮毂精加工刀路
进入多轴叶轮模块,选择轮毂精加工,修改刀轴矢量,使刀轴不要碰伤叶片,设置叶片余量和轮毂余量均为0mm,采用R3mm的球头刀,主轴转速4000r/min,进给率2000mm/min,图5为轮毂精加工刀路。
2.4.4 创建大叶片精加工刀路
进入多轴叶轮模块,选择叶片精加工,设置叶片精加工驱动方法为要切削的面为“所有面”,切削模式为“螺旋”,切削方向为“顺铣”,设置切削层每刀深度为残留高度0.01mm,设置叶片余量和轮毂余量均为0mm,采用R3mm的球头刀,进给率2000mm/min,主轴转速4000r/min,图6为大叶片精加工刀路。
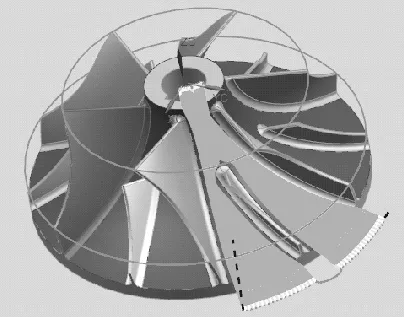
图5 轮毂精加工刀路
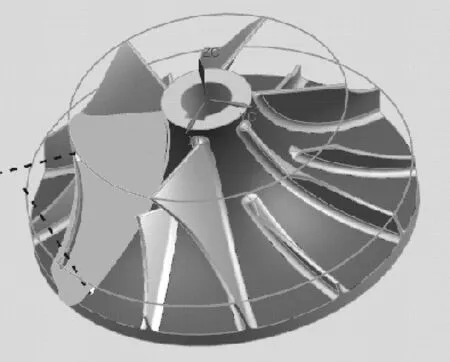
图6 大叶片精加工刀路
2.4.5 创建分流小叶片精加工刀路
复制大叶片精加工刀路,修改几何体为分流叶片,生成分流叶片精加工刀路。图7为分流小叶片精加工刀路。
2.4.6 创建大叶片和轮毂的倒圆角精加工刀路
进入多轴叶轮模块,选择圆角精加工,设置叶片精加工驱动方法为要切削的面为“左面、右面、前缘”,切削模式为“螺旋”,切削方向为“顺铣”,设置切削层每刀深度为残留高度0.01mm,设置叶片余量和轮毂余量均为0mm,设置R3mm的球头刀,主轴转速4000r/min,进给率2000mm/min。
2.4.7 创建分流小叶片和轮毂的倒圆角精加工刀路
复制大叶片和轮毂的倒圆角精加工刀路,修改要精加工的几何体为分流叶片圆角,生成分流小叶片和轮毂的倒圆角精加工刀路。
2.5 刀路阵列变换
将叶形开粗刀路、分流叶片叶冠精加工刀路、大叶片精加工刀路、分流小叶片精加工刀路、大叶片和轮毂的倒圆角精加工刀路、创建分流小叶片和轮毂的倒圆角精加工刀路分别进行阵列,得到完整的叶片加工刀路。
2.6 叶轮零件后处理
选取开粗刀路,选取五轴后处理器,生成粗加工后处理程序,再依次生成叶轮外形精加工后处理程序,分流叶片叶冠精加工刀路后处理程序,大叶片精加工刀路后处理程序,分流小叶片精加工刀路后处理程序,以及倒圆角精加工刀路后处理程序。
2.7 叶轮零件VERICUT仿真验证
程序的正确与否需要用VERICUT仿真软件进行仿真验证,仿真结果分析了零件有无干涉情况,有无过切、欠切等情况。
进入VERICUT软件,选择五轴机床模型,选择控制系统、刀具库、导入程序、夹具、毛坯,设置对刀点,进行叶轮零件VERICUT软件机床仿真验证,图8为叶轮零件VERICUT软件机床仿真验证结果。

图7 分流小叶片精加工刀路
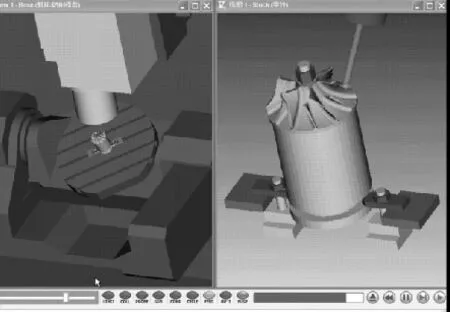
图8 叶轮零件VERICUT仿真验证结果
3 结语
本文以叶轮零件为例,介绍了涡轮式叶轮零件的多轴加工工艺,应用UG NX软件对涡轮式叶轮零件多轴数控编程,以及应用VERICUT软件加工仿真,经 VERICUT仿真软件加工验证,避免了实际加工过程中可能存在的碰撞和干涉,提高了叶轮零件的加工效率和表面质量。