液压板料折弯机同步轴优化设计*
2013-06-16郑志敏程海斌
郑志敏,程海斌
(天水锻压机床(集团)有限公司,甘肃 天水 741020)
1 引言
折弯机是一种对各种金属板料进行弯曲的通用设备,在造船、汽车、车辆、五金、装潢、石油、电力等行业得到了广泛应用,按其结构分为液压板料折弯机和数控板料折弯机,由于液压板料折弯机的成本比数控折弯机低很多,因此,液压板料折弯机在一些小型企业和个体户中得到广泛应用,市场前景比较乐观。但为了达到良好的折弯精度,控制左右油缸带动滑块运动的一致性,液压板料折弯机中的同步轴就显得尤为关键。
2 同步轴的工作原理
液压板料折弯机由左右油缸驱动滑块运动使上模和下模合模,工件在上、下模合模的过程中折弯,由于采用的是液压驱动,在精度方面是很难控制的,由此就需要增加一个机械平衡机构,即同步轴机构,保证左右油缸的同步性,使滑块左右两端运动一致,提高抗偏载的能力,控制滑块进深一致,从而控制产品的折弯精度。
同步轴的结构如图1所示。其工作原理为:同步轴体两端通过耐磨套与固定轴端与左右立柱相连,并通过两扇形板与滑块固定相连,滑块在液压缸驱动下向下运动,通过同步轴结构抵抗滑块在运动中产生的偏载力,达到折制精度。
连接座7固定在滑块8上,连接座7与连杆5铰接,连杆5与扇形板4铰接,扇形板板4与同步轴体3焊接为一体,同步轴体3通过轴承2固定在左右立柱1上,油缸驱动滑块运动,通过连接座、连杆、扇形板带动同步轴转动。

图1 原同步轴结构

图2 优化同步轴结构
3 改进方案分析
同步轴作为折弯机中的闭环结构,对整个产品质量和精度有着关键的作用,优化设计后的同步轴结构如图2所示,主要优化点如下:
(1)轴承1原产品采用的是滑动耐磨套,在旋转过程中,受到过大的偏载荷时出现研磨卡死,以致损坏耐磨套。经过分析认为此处属于面接触,载荷过大且发生偏载时,同步轴端在转动过程中其中心与固定端轴不同心,与耐磨套之间的间隙发生变化,研死耐磨套。
(2)轴体3原产品采用的是实心钢棒,重量过大,浪费材料。经过分析认为,在保证相同强度和刚度的情况下,可以采用空心钢管,适当增加钢管直径,保证截面积不变或适当增大截面积来实现,经过计算,重量明显下降。
(3)连接座与滑块连接采用焊接工艺,效率低,焊接位置不美观。经过分析认为,此配焊这一装配工艺比较落后,调整困难,配焊后影响产品的外观质量,且不适合产品的批量生产,认为可以采用一种更加简捷可靠的结构。
优化方案如下:
(1)轴承1采用滚动轴承,采用线接触,使同步轴运动更加灵活。
(2)同步轴轴体采用空心钢管和两端实心圆钢的组焊结构,如图3。

图3 同步轴轴体
(3)连接座中间增加一道调整垫6,当加工不能保证同步轴装置左右平行时,只需要将调整垫拆下进行修配,就能快速的调整好滑块的精度。
4 同步轴的受力分析
滑块在受到偏载力的情况下,板料给滑块施加载荷P,将P分解为沿连杆方向分力F和水平方向Q,Q被滑块导轨侧向力平衡,F力作用在连杆上,将力分解为与扇形板垂直力F和轴向力F。
通过图4和图5对同步轴进行强度校核:


同步轴抗扭截面系数:

同步轴的材料许用应力为[σ],根据第四强度定理进行校核:

通过图4和图5对同步轴进行刚性校核:

式中:G为钢的抗剪弹性模量;[θ]为许用扭转角;J为抗扭惯性矩:J=,则:

式中:α、β 、a、b、L、L1、L2由所设的结构确定;P 由机床压力确定。
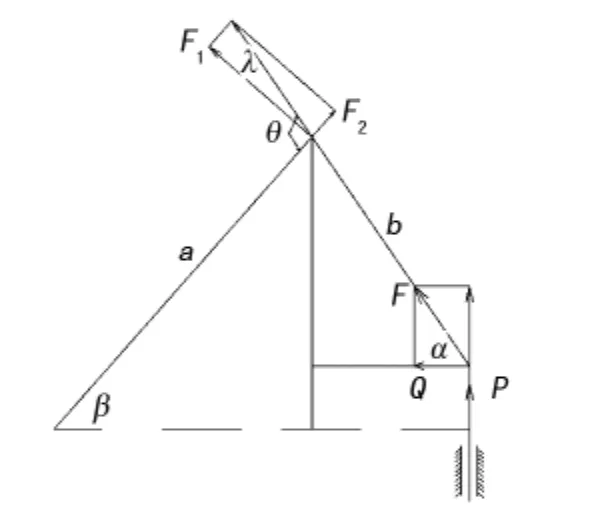
图4 连杆受力简图
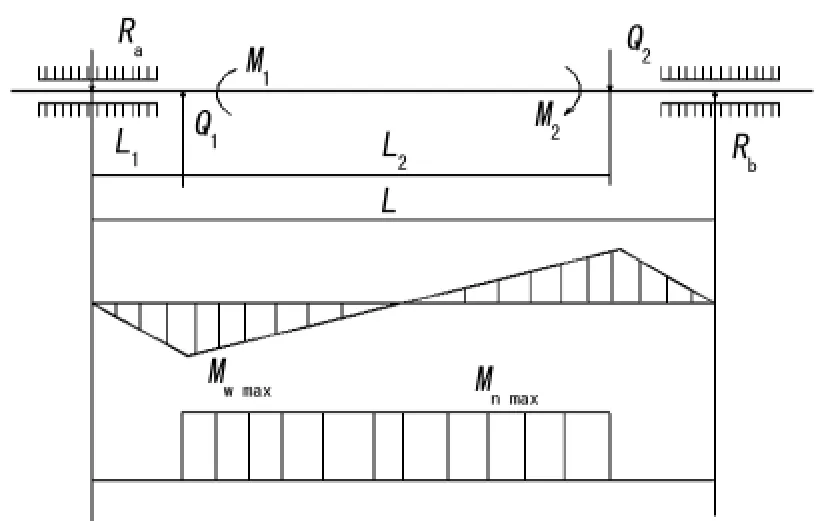
图5 扭力轴受力图
5 结论
通过上述对液压板料折弯机同步轴进行优化,使同步轴结构和重量得到了明显改善,在公司40~320 t液压板料折弯机上采用了此种优化结构,经过实践证明,此优化结构安装及调整更加方便,在机床偏载的情况下运行更加可靠,机床精度也得到了很好的保证,获得了良好的效果。
[1]孙 桓,陈作模.机械原理[M].第六版.北京:高等教育出版社,2001.
[2]单辉祖.材料力学[M].第二版.北京:高等教育出版社,2004.
[3]濮良贵.机械设计[M].第七版.北京:高等教育出版社,2001.
[4]余松敏.自由折弯方式下数控折弯机滑块进深计算和实用公式[J].锻压技术,1994(3):23 -25.
