生箔机控制系统的设计与实现
2013-04-16刘相杰罗经津肖麟芬
□ 刘相杰 □ 罗经津 □ 肖麟芬
中船重工集团第707研究所 江西九江 332007
随着信息产业的迅速发展,印制电路板的应用日益增多,铜箔作为印制电路板、覆铜板等不可缺少的主要原材料,市场需求也日益增加。受印制电路板的加工复杂性、工艺要求等影响,对铜箔的生产加工要求严格,不仅要求厚薄均匀,且各项物理、化学性能要求稳定。生箔机作为铜箔生产过程中极其重要的控制设备,其对生产中铜箔张力的精确控制不仅直接影响到铜箔质量,还关系到厂家的生产效益。所以在铜箔生产过程中,需对铜箔卷的张力进行准确监测,对钛辊、收卷辊的转速要求精确调节。
生箔机控制系统在线监控点多、采样精度高、逻辑条件复杂,若用一般逻辑控制方式设计,系统繁琐,故障率高,性能难以满足工艺要求。为此,宜采用先进的计算机技术和控制理论设计,提高系统的稳定性和可靠性;添加通信功能,实时显示各监测点的变化趋势及故障报警画面,形成自动检测、控制、监管相结合的一体化系统。
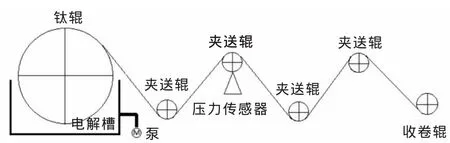
▲图1 生箔机生产工艺
1 生箔机工作原理
生箔机主要由钛辊、阳极、整流装置、传动装置及电控系统等组成,其生产工艺如图1所示。
生箔机工作时,电解槽中充满硫酸铜电解液,由泵稳定调节控制其液面高度。钛辊置于电解槽中,在高频开关电源产生的低电压大电流作用下,钛辊吸收铜离子,生成镀铜层;钛辊在变频器驱动下以一定速度转动,粘附其上的铜箔在张力带动下,自动剥离钛辊生成铜箔带;铜箔带经多个夹送辊输送后由收卷辊牵引缠绕成卷。在铜箔带边沿装有多个不同检测开关,用以检测判断铜箔带是否边缘平整或断裂等。
铜箔带在经过夹送辊输送时会产生一定张力,通过压力传感器实时监测该张力值,并将其输入可编程控制器(PLC)进行解算,反馈输出调节收卷辊的转速,以保证铜箔带在收卷辊牵引过程中保持恒定张力,即可实现铜箔生产的质量控制。
2 生箔机控制系统组成
生箔机控制系统如图2所示,它主要由PLC、触摸屏、压力传感器、变频器、控制电机等组成。PLC选用性价比高的西门子S7-300系列,它采用模块式结构,配置灵活、功能齐全、运行可靠,具有良好的环境适应性和抗干扰能力;软件编程简单,指令丰富,易于学习和使用。触摸屏选用台达DOP-B系列,其编辑软件Screen Editor界面简洁、友好、编辑方便,65536色面板使触摸屏具有较好的显示效果。触摸屏的应用省去了传统面板上的开关按钮、指示灯等,节省了PLC硬件输入输出点,使操作更方便。变频器选用台达VFD-VE系列,体积小、性能稳定、性价比高,且接线方便,安装调试简单。
3 生箔机控制系统的设计与实现
3.1 张力解算
铜箔带生产控制,其张力解算至关重要。铜箔带张力由安装在夹送辊上压力传感器检测得来,压力传感器安装示意图如图3所示。
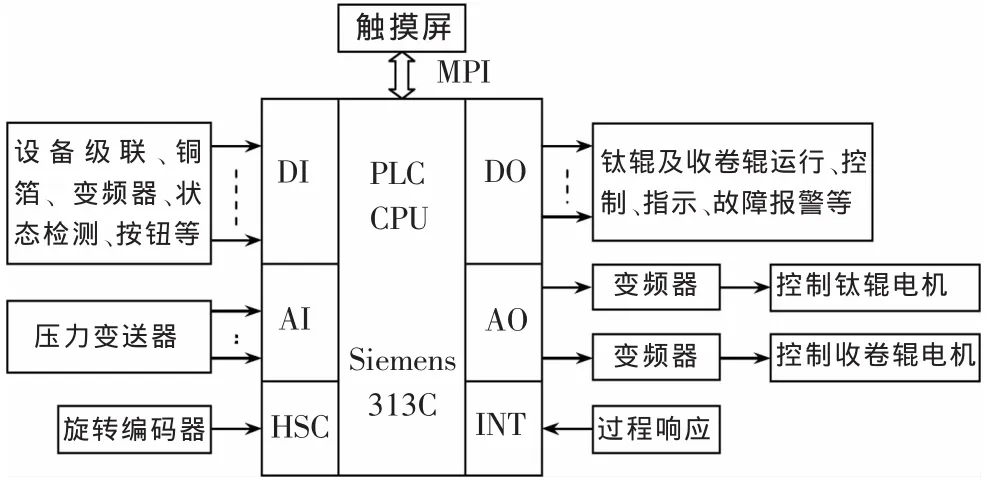
▲图2 生箔机控制系统组成

▲图3 张力检测示意图
由图3可见,当铜箔带经绕夹送辊时,将使夹送辊产生一个下压力,经压力传感器1、2检测后输出mv级电压信号,再由高精密线性放大器处理后变换为0~10V信号,输入至PLC的A/D采样模块,将其转换为相应的数字量信号S1和S2。
PLC将夹送辊压力信号转换为数字量S1和S2后,需将其解算为铜箔带的生产张力。处理方法为:首先需校准压力传感器,以去除夹送辊本身自重,通过系数校准实现平衡压力传感器线性度,校准后的系数作为铜箔张力解算依据。设传感器1系数为K1,传感器2系数为K2,夹送辊在传感器1、传感器2上自重采样码值为S10和S20;将一重量为M砝码垂直放置于传感器1端,此时传感器1和传感器2的采样码为S11和S21;同样将该砝码垂直放置于传感器2端,此时传感器1和传感器2的采样码为S12和S22。即可通过下列方程组解算 K1及 K2:

得到K1及K2后,可通过式(2)解算出铜箔张力在压力传感器上的垂直向分力N1:

夹送辊受力分析如图4所示。
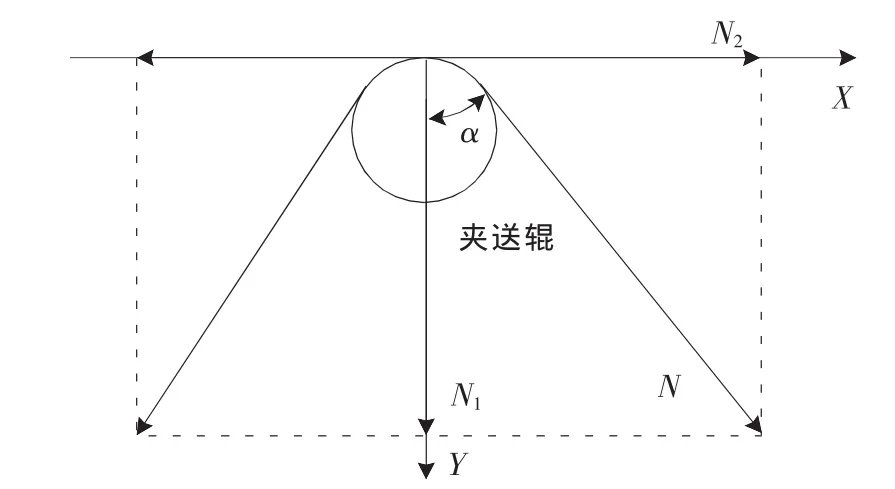
▲图4 夹送辊受力分析
图中α为铜箔与垂直方向的夹角。
由图4受力分析可得,铜箔带张力N为:

至此,铜箔带张力由压力传感器采样值解算得出。
3.2 张力控制
铜箔张力控制是生箔机控制系统的关键,将张力控制在一定范围内,直接关系到铜箔的品质,从而影响铜箔的后序处理。控制系统通过变频器调节控制铜箔带张力,即通过输出变频调节收卷辊转速,控制铜箔带保持一定的线速度。
控制系统设有手动和自动两种工种方式。当手动方式工作时,可人为调节收卷辊电机及钛辊电机的运行频率,以调节铜箔张力;当自动方式工作时,系统将依据解算得出的铜箔张力N及设定张力NSp,自动控制调节收卷辊电机频率,控制方法如下:

▲图5 程序流程

式中:FQ为收卷电机频率输出值;FC为收卷电机当前频率值;FP为PID调节值(步距)。
当系统运行时,首先根据所需生产铜箔厚度、电解液浓度及电解电流大小等因素确定钛辊电机的运行频率;将系统控制选为手动方式,手动将铜箔卷绕行至收卷辊上;手动调节收卷辊电机频率,当铜箔张力达到设定张力范围时,切换系统控制为自动方式,系统将自动调节收卷辊电机运行频率。
在自动控制方式下,随着收卷电机转动,铜箔在收卷过程中会在张力作用下存在一定韧性。若采用PLC自带PID调节功能块,易出现收卷辊电机频率调节过快,造成铜箔张力不稳定、易打褶、断箔等现象,严重影响生箔机生产效率,因此需根据生箔机张力特性编写PID功能块。
生箔机张力PID调节采用步距控制,设铜箔设定张力为NSp,实际张力为N,变频器当前输出频率为F,变频器调整步距为F1,则铜箔生产控制流程如图5所示。
系统控制采用定时器T(可根据需要在触摸屏上设定)控制PID输出调节时间:当定时器工作时,检测设定张力和实际张力大小,并分别计数设定张力大于实际张力次数C1及计数设定张力小于实际张力次数C2;当定时结束时,比较C1和C2值大小,从而通过调节步距F1来改变变频器输出频率,达到控制铜箔张力的目的。
3.3 人机界面设计

▲图6 系统主画面
系统人机交互操作、显示界面选用台达触摸屏编辑软件Screen Editor编程,软件提供有丰富的元件图形库,可灵活生动地显示生箔机状态;画面编辑简单易用,显示效果良好,具有较高的稳定性和兼容性,直观的图形界面便于学习和使用。软件编制时以填入式对话建立目标;将画面显示信息与PLC程序控制状态对应,实现操作和控制一致;分别对各功能文档进行配置,即在相应对话框中选择参数,再定制最终显示画面,用于显示设备状态、参数设置、报警信息等。该触摸屏提供故障报警显示控件,能及时反馈当前系统故障报警信息,给维护人员带来极大帮助。各显示画面可由“主画面”自由切换,为了提高系统的安全性,在进入工艺参数、系统参数等重要画面前设有口令管理,使合法操作员才可进入对其修改。系统运行主画面如图6所示。
4 结束语
生箔机控制系统采用PLC控制、触摸屏操作,可大大减少中间接触部件,简化布线,提高系统的可靠性;且操作简单,运行平稳。经用户一年多来使用效果表明,该系统设计合理、性能稳定,完全达到用户提出的生产工艺要求,经济效益和社会效益显著。
[1] 王阿根.PLC控制程序精编 108例[M].北京:电子工业出版社,2009.
[2] 代灵,谭跃刚,陈国良.生箔机人机交互系统设计[J].机械制造,2008 (10):30-31.
[3] 廖常初.跟我动手学 S7-300/400 PLC[M] .北京:机械工业出版社,2010.
[4] Siemens S7-300 (without PC adapter) [Z] .上海:中达电通股份有限公司,2011.
[5] 中达电通股份有限公司.人机界面使用手册[Z].2011.