轿车侧围上槛翻边整形方式研讨
2013-04-09上海赛科利汽车模具技术应用有限公司201209
上海赛科利汽车模具技术应用有限公司 (201209) 王 勇
轿车侧围上槛翻边整形方式研讨
上海赛科利汽车模具技术应用有限公司 (201209) 王 勇
随着主机厂对成本的压缩,侧围工序的数量也在压缩,大多都采用4道工序(不包含落料模)的侧围冲压工艺,同时需要保证模具结构强度以及冲压零件的产品质量,这就给侧围上槛的冲压工艺带来了更大的复杂性。侧围上槛需要与顶盖以及前后风窗进行搭接匹配,产品上存在负角且形状复杂,后工序需要进行侧翻边整形工艺,侧翻边整形的冲压工艺制定方案以及侧整形质量直接影响着整个零件的外观质量及尺寸精度。
1.一道工序法
一道工序法为侧围上槛在一个工序内采用一个斜楔将负角区域整形到位,此种方法冲压工艺通常为OP10拉延、OP20上槛修边(直修或者侧修到产品),OP30上槛进行侧翻边整形,斜楔方向为车身坐标系,OP40进行上槛法兰面上的侧冲孔或者其他区域的冲孔。此种工艺的优点为能够保证上槛圆角的光顺度,无翻边交刀痕迹,这样模具结构简单并且强度好。
此种工艺的缺点是,OP30上槛由于采用一个斜楔进行侧翻边整形,侧围上槛弧度较大,会造成两侧区域,尤其是A柱区域整形角度差,整形刀块的运动方向与整形轮廓的法线方向存在很大的夹角(见图1),整形过程中整形刀块向夹角较大区域进行赶料,会造成法兰面起皱甚至叠料,能否采用此种工艺方式取决于此处的翻边整形的CAE分析结果的好坏。此种缺陷产生与否与此处的产品形状也有很大的关系,产品特征如果存在吸料坑、吸料凹槽或者法兰面上的工艺缺口就大大减轻了这种缺陷,直到满足质量要求为止,如图2所示。
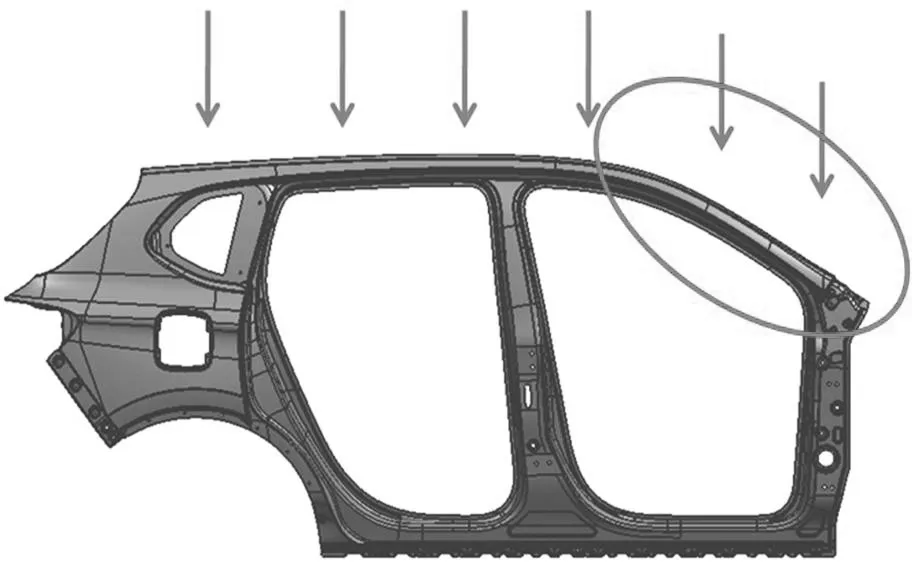
图1 上槛翻边整形方向

图2 产品特征及CAE结果
2.一道工序带下压料法
在高档轿车的白车身焊装中,侧围与顶盖搭接处通常为激光焊接甚至是激光钎丝焊接(见图3),这就要求不但侧围上槛的外观质量及圆角的光顺度要好,而且侧翻边整形的侧壁以及法兰面的平整度也要高。此种情况下通常采用一道工序带下压料法,冲压工艺为OP10拉延,OP20直修(不修到产品,修边处在拉延压料面上,距凹模口切线10mm保证修边压料板强度),OP30上槛侧翻边整形,侧整形刀块下面安装下压料板,压力源为氮气缸,侧整形刀块接触板料前,下压料板先将废料压在下凸模上,然后侧整形刀再进行整形(见图4),OP40上槛侧精修。此种工艺方法不但能够满足上槛的外观质量及圆角的光顺,并且能够满足侧整形侧壁以及法兰面的平整度。此种方法应用于与顶盖搭接处为激光焊且上槛弧度较为平缓的侧围,缺点为OP30模具结构复杂、调试以及冲压生产维护难度大。

图3 侧围与顶盖之间激光焊断面
3.一道工序仅A柱区域带下压料法
这种方法与一道工序带下压料法的区别在于此种方法上槛翻边整形仅A柱区域带下压料。此种方法OP20仅A柱区域修边不到产品,上槛其他部位修边到产品,OP30上槛侧整形时,仅OP20修边不到产品区域进行下压料。此种方法应用于侧围A柱翻边整形处产品形状复杂(见图5),A柱侧整形由深到浅过渡小于100,A柱区域侧翻边整形需要采用带下压料板,否则会出现叠料现象。此种工艺方法比一道工序带下压料法稍微简单一点,压料区域略短。

图4 一道工序带下压料法断面图

图5 某侧围A柱区域产品形状
4.两道工序法
两道工序法为整个上槛的负角区域翻边整形通过两道工序完成,两道工序存在翻边整形交刀。此种工艺方法通常为OP10拉延,OP20侧修边到产品,OP30上槛局部侧整形,OP40上槛其余部位侧整形。此种工艺方法应用于侧围上槛弧度较大的情况下,如果采用一道工序法进行侧翻边整形,上槛左右两侧区域由于整形轮廓线与斜楔方向夹角过大,材料流入方向与整形轮廓法线不一致,会造成整形结束后零件产生过渡扭曲,影响零件的整体尺寸精度以及面品质量,采用两道工序法可以在很大程度上避免这种问题。但是此种工艺方法上槛侧翻边整形存在前后工序交刀,在侧壁以及法兰面上容易出现交刀的痕迹,以及圆角不顺,影响产品的外观质量(见图6)。

图6 交刀处痕迹
两道工序法上槛整形又分两种,一种是OP30先整形上槛的两侧区域,OP40整形上槛的中间区域以及灯口鹰嘴区域;另外一种OP30先整形上槛的其中一侧,OP40再整形上槛的另外一侧。第一种应用于侧围上槛整形弧度较为均匀的情况,多用于三厢车,第二种应用于上槛A柱侧区域弧度较大的情况,而其他区域弧度平缓的情况,多用于两厢车(见图7)。
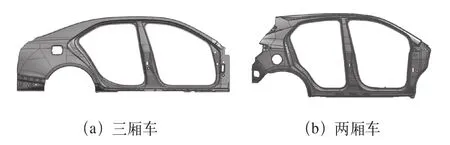
图7 三厢车与两厢车
5.两道工序A柱区域带下压料法
这种方法与两道工序法的区别在于此种方法A柱区域整形带下压料。工艺方法为OP10拉延,OP20上槛A柱处直修(不直接修边到产品),其他区域侧修到产品,OP30A柱处(带下压料板)及侧围后部侧整形,OP40A柱处侧精修,上槛中间侧整形,灯口鹰嘴处侧整形。此种方法应用于侧围A柱区域侧整形轮廓与翼子板匹配处带有明显台阶(见图8),侧整形由深到浅过渡区域小,A柱侧整形侧壁深度大,法兰面宽, A柱区域侧翻边整形必须采用带下压料板,否则会出现叠料现象。此种工艺的缺点是A柱处调试过程中需要调试下压料板的压料力,压料力太大会造成整形开裂,压料力太小会造成整形起皱,调试以及生产维护困难。

图8 某侧围A柱处产品造型
6.两道工序A柱区域切整法
这种方法为两道工序A柱区域带下压料法的改进,此工艺方法与两道工序A柱区域带下压料法的区别在于在OP40进行A柱区域的侧整形,OP30整形上槛其他区域,在OP40中把A柱区域的下压料板改为了下兜料方式,节省了压力源,在整形2mm到底前将废料切除。此种工艺方法适用于OP30不能对A柱区域进行侧整形并且A柱区域法兰面容易出现起皱情况的侧围工艺。此工艺方法的缺点是模具结构非常复杂,在下凸模有回退机构的情况下还要考虑掉废料问题,现场调试以及生产维护困难。
7.结语
不同的侧围产品,其上槛形状也不同;不同的搭接匹配方式,需要的关注点也不同,侧围上槛侧翻边整形工艺需要根据实际产品形状、装车匹配要求以及CAE分析结果定制(本项目由上海市重大技术装备研制专项(ZB-ZBYZ-02-11-1616)资助)。
20130410)
