口腔铸造支架铸造失败原因探讨
2013-03-03王晓勇
王晓勇
黔东南民族职业技术学院,贵州 凯里 556000
口腔铸造支架铸造失败原因探讨
王晓勇
黔东南民族职业技术学院,贵州 凯里 556000
目的:探讨口腔铸造支架失败的常见原因,采用统计方法对牙列缺损模型上的熔模采用铸造工艺制作义齿支架,并对320件铸件中43件出现缺陷与失败的原因进行分析讨论。
高频离心铸造;铸件;失败原因;探讨
可摘局部义齿的熔模精密铸造技术是较复杂的工艺过程,一个铸件制作的成功与否,从模型的设计到最后铸造支架的打磨抛光与中间几十项操作步骤有着直接与间接关系,在制作过程中往往由于操作失误经常会出现缺陷或失败现象。本文就根据近十年口腔工艺教学与临床铸造支架应用中铸件铸造失败原因进行分析。
1 资料统计与方法
以2005年至2010年口腔工艺教学与临床应用中320例牙列缺损患者或标准的牙列缺损模型进行可摘局部义齿支架修复,样本选取采用随机抽取为口腔工艺2006至2008级学生制作游离端缺失大支架为主共320件。以不符合要求的铸件视为铸造失败。
1.1 标准 根据临床应用中,对义齿准确性影响的严重程度分为:
1.1.1 铸造失败为铸造不全、变形、缩孔、砂眼、裂缝。
1.1.2 铸造失误可修复 铸件表面粗糙、非组织面金属瘤、粘砂。
1.2 包埋方法 采用口腔磷酸盐类包埋材料,按照粉液比例(100g:13m l)真空搅拌,震荡灌注,保证包埋材料与耐火模型材料为同一厂家生产同类产品。
1.3 铸造方法 采用高频离心铸造技术,铸造合金 (钴铬合金),包埋材料:磷酸盐包埋材料
2 结果
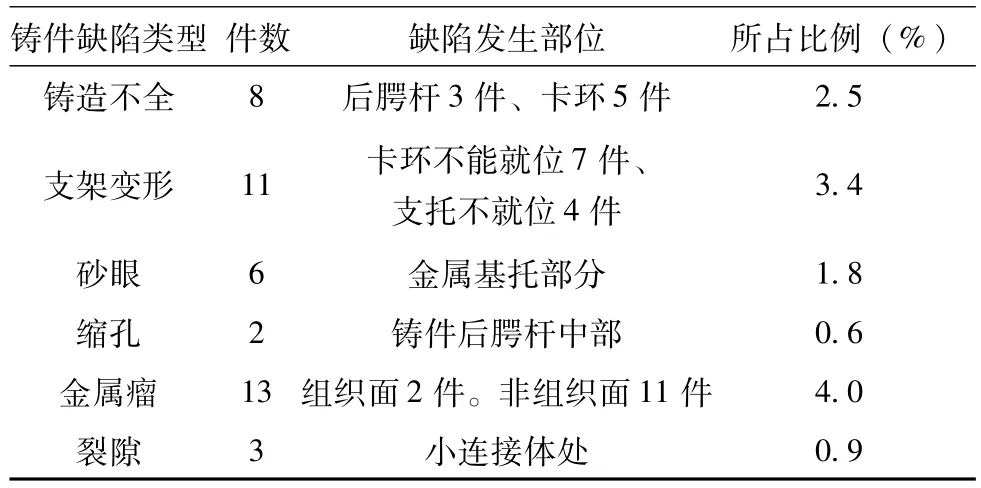
铸件缺陷类型 件数 缺陷发生部位 所占比例 (%)铸造不全 8 后腭杆3件、卡环5件2.5支架变形 11 卡环不能就位7件、支托不就位4件 3.4砂眼 6 金属基托部分 1.8缩孔 2 铸件后腭杆中部 0.6金属瘤 13组织面2件。非组织面11件 4.0裂隙 3 小连接体处0.9
3 讨论
3.1 铸造不全 铸造不全通常出现在铸件的远端或薄弱处,另外,采用钴铬合金进行铸造时,由于熔金的黏度大、流动性差,如操作不当可造成铸件不全。
3.1.1 主要原因 铸造时合金的投入量不足;铸道设置的方向、直径大小和位置不当,造成熔金回流;铸圈焙烧温度不够,熔金注入时发生凝结;合金熔化温度偏低,致使熔金黏度大、流动性差,铸造性能下降;包埋材料透气性差,铸腔内气体难以透出而有残留气体;浇铸时铸造压力或离心力不够;蜡型的远端部分过薄,熔金在充盈前已发生凝固。
3.1.2 预防措施 根据蜡型大小,足量放置铸造合金(一般为熔模重量的10倍);铸道针安插的位置和数量应合理,其直径大小应合适,有利于熔金的顺利注入;铸圈焙烧的温度必须符合高熔合金的铸造要求;掌握好熔金的温度和浇铸的时机;选用透气性高的包埋材料进行包埋,必要时应在蜡型周边增设逸气道;提高离心机的初速度,并增加离心机的转速,加大离心铸造力;蜡型厚度要适当,其远端部分可根据情况适当加厚[1]。
3.2 铸件变形 铸造支架在试戴时固位力较差,或支架有翘起、摆动、旋转等现象,主要是由于支架在制作过程中变形所致。主要原因为:
3.2.1 耐火模型材料、包埋材料、合金材料不相匹配 合金凝固时发生一定量的收缩,包埋材料的凝固膨胀和热膨胀可补偿合金铸造收缩,若合金的收缩与包埋材料的膨胀相匹配则铸件的适合性好,反之则影响铸件精度。采用匹配的合金、包埋材料和正规操作是获得高精度铸件关键。
3.2.2 复制模型不准确 琼脂是复制模型的常用材料其质量是获得高精度铸件的前提和基础琼脂复制后脱水也可引起铸造变形。
3.2.3 熔模在铸型内的位置不当 铸型在凝固膨胀和加热膨胀时铸型不同位置的膨胀率不同,包埋时将熔模置于铸圈下1/3处的位置,可避免铸件变形[2]。
3.2.4 支架蜡型变形 蜡型制作完毕后未及时包埋,导致蜡型变形,尤其采用脱模铸造工艺下。预防措施为蜡型制作完毕后及时包埋。
3.3 缩孔 缩孔是指合金凝固后,由于体积收缩在支架表面或内部留下空穴。缩孔多发生在铸件较厚部分、转角处或安插铸道针处。原因:铸件凝固时体积收缩未得到充分的补偿,在铸件表面或内部形成的空穴。预防措施:制作蜡型时。各部位厚薄差异不可过大;增大铸道直径,设置储金球以补偿金属收缩;提高铸造压力,避免铸造合金过熔[3]。
3.4 砂眼 由于砂粒在铸件的表面或内部造成的孔穴称为砂眼。砂粒可能来自铸型壁脱砂。防治措施:制作熔模时,在铸道安插时,避免铸腔产生内尖角。因为包埋材料易被熔金液冲坏,砂粒进入铸腔;掌握好包埋材料的使用方法和配方,提高铸型的强度和韧性;在烘烤和焙烧过程中防止外界砂粒进入铸腔内;使用规范的铸圈底座,保证铸道
口的质量,防止砂粒暴露而进入铸腔内[4]。
3.5 裂缝 较少见,为包埋料调伴过稠,包埋时间过长导致包埋料凝固或包埋时动作粗暴也可引起蜡型破裂。
3.6 金属瘤 发生金属瘤的主要原因是包埋材料真空搅拌中没有把其中空气抽净,调伴过稠、蜡型未清洗干净或包埋方法不当都会造成。消除方法要严格按照包埋材料粉液比例进行调拌,若采用一次包埋法 (磷酸盐包埋材料)应少量。震荡灌注,防止气泡产生。
[1]米新峰.可摘义齿修复工艺技术 [M].人民卫生出版社,第二版:68-69.
[2]徐君伍,王忠义.口腔修复学[M].北京:人民军医出版社,2001:418—421.
[3]农一浪.可摘局部义齿工艺技术 [M].人民卫生出版社,第一版:53-54.
[4]徐君伍.口腔修复学[M].人民卫生出版社,第三版:83-84.
R783.5
A
1007-8517(2013)13-0110-02
2013.05.17)
王晓勇,男,山西洪洞,1972年1月,高校讲师,大学本科,研究方向口腔修复及口腔铸造.
