新型海洋植物硬空心胶囊的研制
2012-12-27郭卫强唐鹤生
郭卫强 唐鹤生
(广州市唐士发保健食品有限公司,广东 广州 510175)
新型海洋植物硬空心胶囊的研制
郭卫强 唐鹤生
(广州市唐士发保健食品有限公司,广东 广州 510175)
以超低黏度的海藻酸盐为主料,研制新型海洋植物硬空心胶囊。采用单因素试验和正交试验对其原辅料配比及制备工艺进行优化。结果表明:其最佳原辅料配比:海藻酸盐与卡拉胶的浓度为7.5%,氯化钾含量0.15%,甘油含量3.0%;最佳制备工艺:海藻酸盐与卡拉胶的质量比为8∶2,溶胶温度80℃,保温时间30min。该条件下,制备出的胶囊成型性好,崩解时限≤10min,胶囊壁厚和脆碎性均符合相关标准。
海藻酸盐;卡拉胶;植物硬空心胶囊;凝胶强度
普通胶囊按材质可以分为动物性的明胶胶囊和植物纤维胶囊两大类。目前中国生产硬空心胶囊的主要原料是明胶,而明胶来源于动物(猪、牛)的骨和皮,其主要成分为蛋白质;植物胶囊是以植物纤维为原料制成的硬空心胶囊[1]。
与明胶胶囊相比,植物胶囊具有含水量低、不易滋生微生物、适用性广等优点。特别是近年来席卷欧洲的“疯牛病”,对传统明胶胶囊剂市场一度造成冲击,同时由于植物胶囊不使用明胶,广大穆斯林患者可以放心装药服用[2]。目前海洋植物硬空心胶囊已广泛用于药业、保健业等领域[3]。
超低黏度的海藻酸盐是一种线性多聚糖,它具有形成纤维和薄膜能力,特别适用于植物胶囊的成膜工艺[4]。本试验采用超低黏度的海藻酸盐与卡拉胶为原料,制备植物硬空心胶囊[5],寻找一种明胶胶囊的替代品——植物(海藻酸盐-卡拉胶)硬空心胶囊。
1 材料与方法
1.1 试验材料
超低黏度的海藻酸盐:药品级,黏度为3.0mPa·s,广州市唐士发保健食品有限公司;
卡拉胶:k-型,广州市唐士发保健食品有限公司;甘油、氯化钾、食用色素和二氧化钛等:均为食品级。
1.2 仪器与设备
1#胶囊模具:上海医药仪器有限公司;
薄膜测定仪:CH-I-S千分手式,上海医药仪器有限公司;
旋转黏度计:NDJ-I型,天津利腾达仪器销售有限公司;
智能崩解仪:ZB-1D型,南京皓海科学仪器仪表有限公司。
1.3 方法
1.3.1 工艺流程
海藻酸盐、卡拉胶→溶胶→保温→蘸胶成型→干燥→拔壳、切割、整理→包装→成品
1.3.2 操作要点
(1)溶胶:将纯净水加热至70~80℃,缓慢加入海藻酸盐并不断搅拌直至形成透明溶液,再加入卡拉胶溶液,升温至80℃,并恒温处理30min,使之溶化成均匀的胶液。用150目滤布滤入蘸胶锅内,在50℃水浴保温40min,除去液面上的泡沫,备用。制备有色胶囊时,可在海藻胶全溶解后加入已经滤过的色素溶液。
(2)蘸胶成型:植物胶囊的成型工艺,可分成三步,即胶囊模杆上油、模板下降模杆蘸胶及模板提起转动,翻转数次使之冷却,蘸胶的速度一般以5~6板/min为宜。
1.2.2.3 个案讨论 医院感染管理小组定期对危重症院内感染疑难病例举行医院感染控制措施个案讨论,分析疑难病例发生原因,总结经验教训,提出合理改进措施,并不断提高护理技能,以降低导尿管相关性尿路感染、导管相关性血流感染、相关性肺炎等发生率,以提高危重病例医疗护理水平。
胶囊的模具必须重新涂油后再次进行蘸胶,用适量的芥子油润滑。
(3)干燥:利用流动的冷、热空气干燥,室温应保持30~35℃,热空气的流速约为1~17m/s,一般50~60min即可。在气候干燥时可用喷雾法喷洒水雾使囊坯适当回潮后再拔壳,毛坯含水量一般为10%左右。
(4)拔壳与截割:用特制的胶囊钳将囊坯拔下,再将囊坯用胶囊截割机截成规定的长度。
(5)整理、检查与包装:将已制成的空胶囊置于特制的工作台上,台面为玻璃,下装日光灯,在此台上检查剔去不合格品,将胶囊上下两节套合,盛装于密闭容器中,贮存于阴凉干燥处,包装后即为成品。
1.3.3 测定项目及方法
(1)凝胶强度的测定:将1cm2的玻璃棒垂直固定在一个支架上,与托盘天平左盘烧杯里凝胶表面接触,天平右端添加砝码直至凝胶表面破裂,此时砝码的质量即为凝胶强度。
(2)脆碎性的检测:取50粒空心胶囊,置表面皿中,移入盛有硝酸镁饱和溶液的干燥器内,置25℃恒温24h,取出,立即分别逐粒放入直立在木板(厚度为2cm)上的玻璃管内,将圆柱形砝码(20g)从玻璃口处自由落下,观察胶囊是否破裂,如有破裂,破裂数不得超过15粒[6]。
(3)胶囊成型速度及壁厚:成型速度是用凝胶形成时间表征,采用计时器记录从蘸模至溶胶凝固所需的时间,胶囊壁厚由CH-1-S千分手式薄膜测厚仪测定。
2 结果与分析
2.1 共混比例对胶囊成型壁厚的影响
海藻酸盐与卡拉胶的总质量浓度5%,氯化钾含量0.15%,海藻酸盐(质量为m1)与卡拉胶(质量为m2)分别按不同的共混比例(m1∶m2)在80℃水浴中进行共混并保温30min。共混比例对胶囊壁厚的影响见表1。

表1 共混比例对胶囊壁厚的影响Table 1 Effects of mixed ratio to the thickness of capsule wall
由表1可知,共混比例8∶2及7∶3的比例下均能成型,且壁厚均一,符合要求,凝胶熔化温度均达到50℃以上,考虑综合成本,选定共混比例为8∶2作胶囊的成型。
2.2 溶胶温度对胶囊成型壁厚的影响
海藻酸盐与卡拉胶共混比例为8∶2,总质量浓度为5%,氯化钾含量0.15%,不同温度下溶胶,保温30min,冷却后测凝胶强度,结果见表2。
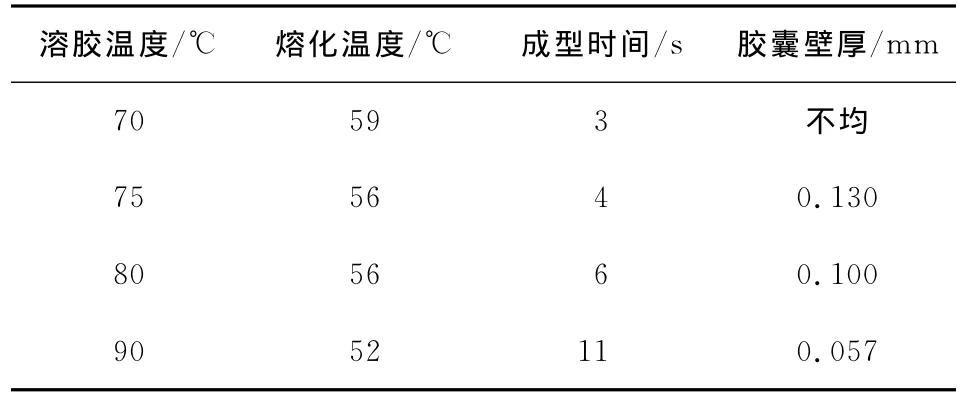
表2 溶胶温度对胶囊成型壁厚的影响Table 2 Effects of dissolve temperature to the thickness of capsule wall
随着溶胶温度升高,溶胶的黏度下降,流变学特性变好,有利于胶囊壁厚的均一[7];温度达90℃,蘸胶成型慢,胶囊壁太薄,不能达标;70℃溶胶时,凝胶强度达到最大值,继续升温则凝胶强度下降,黏度增加,蘸模后溶胶流动性差,凝胶成型太快,且壁厚不均,80℃溶胶条件下,溶胶流动性较好,成型好、壁厚达标见表2。选取适宜的溶胶温度为80℃。
2.3 保温时间对胶囊成型的影响
海藻酸盐与卡拉胶共混比例(m1∶m2)为8∶2,总质量浓度为5%,氯化钾含量0.15%,80℃水浴溶胶,变换保温时间、测定保温时间与凝胶强度的关系,见表4。

表3 保温时间对凝胶强度的影响Table 3 Effects of holding time to gel strength
凝胶强度随保温时间的延长而增大,当保温30min时,凝胶强度达最大值,30min后随保温时间的延长而下降。这是由于保温时间过长,多糖分子在高温下发生部分降解,凝胶强度下降[8],理想的保温时间为30min。
2.4 原辅料配比的确定
通过预试验得出,影响植物硬空心胶囊品质的主要因素有胶液浓度、甘油含量、氯化钾含量。故以此三因素设计正交试验,试验水平取值见表4,试验设计及结果见表5。
由表5可知,A为重要因素,其不同水平对植物胶囊的成型影响最大,其次是C,最后是B,最优工艺条件为A2B3C1,即胶液浓度为7.5%,甘油含量为3%,氯化钾含量为0.15%。恰为表5中的最高评分组。

表4 正交试验因素水平表Table 4 Factor and levels of orthogonal test/%

表5 正交试验设计及结果Table 5 Results of orthogonal experiments
3 结论
(1)由于大多海藻酸盐都非常粘稠,因此使用超低黏度的海藻酸盐配成浓度较高的胶液,更有利于胶囊的蘸模成型。使胶囊的壁厚达标。
(2)海藻酸盐薄膜如果没有经过塑化,形成的薄膜只有强度而没有韧性。因此,可适当的使用增塑剂丙三醇(甘油),以提高其韧性,但过多的甘油又会使产品容易吸潮,对质量产生不良影响。
(3)以超低黏度的海藻酸盐为主料,加入卡拉胶和K+组成凝固体系制备植物硬空心胶囊的溶胶工艺条件:海藻酸盐与卡拉胶的质量比为8∶2、总质量浓度为7.5%,氯化钾含量0.15%,甘油含量3.0%,溶胶温度80℃,保温时间为30min。
1 张海洋,吕怡,倪悦,等.明胶/CMC复合凝聚法制备微胶囊研究[J].食品与机械,2010,26(5):44~47.
2 郭燕峰.空心硬胶囊的发展状况[J].明胶科学与技术,2007,27(3):123~125.
3 张献伟,周梁,蒋爱民,等.食品胶特性及其在食品中应用[J].食品与机械,2011,27(1):166~169.
4 何荣军,杨爽,孙培龙,等.海藻酸钠/壳聚糖微胶囊的制备及其应用研究进展[J].食品与机械,2010,26(2):166~169.
5 周涛.非明胶空心胶囊[J].明胶科学与技术,2005,25(3):45.
6 张小菊,姜发堂.植物硬空心胶囊性能检测[J].化学与生物工程,2008,25(12):77~78.
7 黄超民.影响胶囊壁厚的因素[J].明胶科学与技术,2004,24(2):72~73.
8 徐志丽,吴晖.卡拉胶的流变性能[J].广州食品工业科技,2004,20(3):153~155.
Development of new hard and hollow capsule made of ocean plants
GUO Wei-qiangTANG He-sheng
(Guang zhou Tang Shi Fa Food Health Co.,Ltd,Guangzhou,Guangdong510175,China)
A new kind of hard and hollow capsule made of ocean plants was developed,by using ultralow viscosity alginate as raw material.The formula of raw to supplemental materials and preparation processing were optimized through single factor and orthogonal experiments.The results showed that the optimal formulas were as follows:concentrations of alginate and carrageenan 7.5%,KCl 0.15%,glycerol 3.0%.The optimal preparation processing were as follows:mass ratio of alginate to carrageenan 8∶2,dissolve temperature 80℃,heat preservation time 30min.And under the condition,the capsules had good formability,disintegration time limited ≤10min,and the thick of capsule wall and brittleness were both fitted the national standard.
alginates; Crrageenan; hard hollow capsule shell;strength
10.3969/j.issn.1003-5788.2012.01.062
郭卫强(1939-),男,广州市唐士发保健食品有限公司高级工程师。E-mail:wei_qiang2009@163.com
2011-11-01
