高能螺旋压力机与锻造技术
2012-12-15李湘军无锡透平叶片有限公司
文/李湘军·无锡透平叶片有限公司
离合器式高能螺旋压力机特点
离合器式高能螺旋压力机采用液压传动加速飞轮和螺杆部件,飞轮和螺杆部件把旋转动能转变为滑块的线性能量。
载荷和能量特性
螺旋压力机的锻造载荷通过滑块、螺杆和工作台传给压力机框架,给定行程位置上的有效能量由飞轮储存的能量来供应。在锻造行程的末端,反向旋转之前,飞轮和螺杆停止不动。因此,飞轮总能量转变成两部分,一是锻造工艺过程需要的有效能量;二是克服机械摩擦的能量和设备的弹性变形能。如果飞轮的总能量大于完成锻造过程和克服机器损失的能量,多余的能量转变成额外的变形能,使压力机和锻模承受不必要的高载荷。离合器式高能螺旋压力机装有能量调节器,即液压离合器的压力用0~100的数字输入,改变离合器的压力,也就改变离合器的力矩,进而改变压力机打击力。本质上用能量调节器控制飞轮速度和飞轮能量,从而保正压力机在连续打击时可以发出不同的能量。螺旋压力机本质上是能量限定机器,载荷和能量彼此相关。对于给定的压力机,行程末了的有效载荷主要取决于锻造工艺所需要的变形能(即取决于工件的形状、温度和材料)。因此,当飞轮能量一定时,低的变形能引起高的终点载荷;高的变形能引起低的终点载荷。
时间特性
螺旋压力机在负载条件下每分钟的行程数主要取决于具体锻造工艺所需要的能量和加速飞轮及螺杆的传动机构的功率。滑块行程向下时,在压力作用下,速度增加,直到滑块打击到锻件,实际变形开始后,滑块速度的降低取决于锻造工艺所需要的能量。因此,锻件坯料和锻件的几何形状大大地影响滑块的加压速度,这一点上,螺旋压力机和其他压力机有很大的不同,其他压力机滑块是由压力机运动学所决定,锻件需要的载荷和能量对其影响不大。滑块行程次数对压力机的生产率、模具寿命和传动功率有重要影响。为了提高生产率,缩短工作循环时间,希望增加每分钟滑块行程次数。但是,模锻时可能利用的滑块行程次数受到机械化措施的限制,而且传动的安装功率增大,又利用不充分,则降低了设备运行的经济效果。如果进料机构不能保证压力机滑块以最大行程次数工作,那么实际利用的行程次数可以规定按压力机循环时间确定的行程次数的1/3~1/2。
精密度特性
螺旋压力机承受偏载的能力影响锻件表面的平行度。由于汽轮机叶片属于长轴类的扭曲锻件,为了保证叶片锻件各部位均能充足,叶片锻件锻造时,要旋转一定的合理角度,而且不需预锻成形,直接在终锻型腔里成形,故终锻型腔中心与螺旋压力机中心要基本上保持一致。如果锻造需要预锻成形的非叶片锻件,终锻型腔中心要尽可能在螺旋压力机中心。实践证明,SPKA11200型离合器式液压螺旋压力机适合锻造单型腔锻件,因为螺旋压力机平均偏载能力要远小于机械压力机和锤,不适于一火完成几道工序(如去除氧化皮、预成形)。螺旋压力机工作像锤,即每次打击时上下模“打靠”,这样才能保正锻件的厚度公差要求。
螺旋压力机和其他锻压设备的比较
设备的比较和具体的生产条件有关,小吨位的螺旋压力机的公称压力范围比热模锻曲柄压力机低。因此,对于需要的模锻小吨位有色金属零件和小型钢锻件,均可广泛应用螺旋压力机。由于大型螺旋压力机的滑块底面尺寸、公称压力和每分钟滑块行程利用次数均与热模锻曲柄压力机大致相同,所以对于大型不需预成形锻件采用这两种设备任一种均可。由于螺旋压力机具有大的能量储备,为有效动能的1.5~2倍,滑块行程不受运动学上的限制,并且打击力允许超过公称压力25%~100%,因此它的工艺适应性能好。对于模锻同样的锻件,可以选用公称压力比热模锻曲柄压力机小25%~50%的螺旋压力机。螺旋压力机滑块的最大速度和锻件变形前的速度相同,而最大速度大致相同的热模锻曲柄压力机,由于曲柄连杆机构的运动学联系,到接触锻件前滑块速度只有最大速度的1/2.5~1/5。并且在锻件变形过程中,此速度在机构的运动学和压力机零件弹性变形的影响下,按不完全的余弦曲线下降,构成了所谓的爬弧时间。所以,模具与锻件的受力接触时间(变形时间),在锻薄壁锻件时热模锻曲柄压力机比螺旋压力机长很多,但随锻件厚度的增加,时间上的差值在减小。在锻件数量为几千件的小批和中批生产的条件下,采用螺旋压力机比采用热模锻曲柄压力机更为合理,其原因是锻件可以由不经过预锻变形的普通坯料模锻,且允许较大的坯料体积偏差和加热温度偏差,重新调整模具需要的时间短,由于模具制造精度要求低,相应制造成本就低,这样锻件成本就跟着降低。除此之外,对要求精度高以及要求打击力大的锻件,不论生产批量大小,由于压力机机身的纵向弹性变形可以通过滑块的位移自由补偿(不受运动学限制),因此,选用螺旋压力机比其他锻造设备有利。除此之外,离合器式高能螺旋压力机综合了各种锻造设备的优点:

图1 三种不同规格的螺旋压力机
⑴与曲柄压力机一样,飞轮始终按同一方向恒速旋转,以便在锻造结束后,空转时储存能量。
⑵与液压机一样,可在全行程范围内预选任何所需的行程而能量和打击力不受影响。
⑶与其他形式的螺旋压力机一样,没有固定下死点,不会闷车。
⑷同模锻锤一样,可以在同一锻模上进行多次打击,锻件外形轮廓清晰。
⑸对于具有锐角形状的工件,可以突然转换打击力,使材料在锻模型腔中充盈良好,该类设备可以一火连续不同能量、不同行程位置打击。
⑹工件所需打击力可在20%~100%之间进行预选,锻件每次打击力的重复精度高,锻件尺寸精确。
⑺在高能量打击时,功率消耗波动甚小。
⑻上下锻模加压接触时间短,模具寿命长,这一点在其他锻造设备上是不可实现的。
⑼离合器式高能螺旋压力机允许偏载范围尺寸大。
离合器式高能螺旋压力机锻造的工艺特点
锻件在离合器式高能螺旋压力机塑性变形的基本特点是由其工作机构的性质决定的。离合器式高能螺旋机构能够在滑块向下空程运动期间,积蓄大量的飞轮转动动能,这些动能在工作行程期间全部被消耗,结果满足了坯料塑性变形锻造能量的需求。螺旋压力机能够发出的克服锻件变形抗力的能力不仅与工作部分的动能储备多少有关,而且还与工作行程滑块的位移大小有关,即与材料的塑性变形、机身和螺旋压力机的其他零件以及模具在滑块位移方向上的弹性变形有关。
锻件塑性变形越小,螺旋压力机的结构刚性就越大,打击力也就越大。当精锻叶片时,叶身变形量很小,只有当螺旋压力机的能量消耗超过叶片塑性变形抗力的需要时,才能够产生很大的打击力,但在叶片的叶根、叶冠处,由于变形量很大,有时在此处相当于镦粗变形,这些部位金属比叶身更易于流动。离合器式高能螺旋压力机有四种不同的压力,即额定打击力(也称公称压力)、连续许可打击力(允许压力)、许可峰值打击力、最大硬击力(最大压力)。额定打击力通常认为是镦粗在滑块运动方向上具有公称变形量的锻件时压力机产生的压力。设备在额定打击力下工作,实际能量的80%~85%可以被锻件塑性变形有效利用。连续许可打击力约为额定打击力的1.3~1.6倍。由于离合器式高能螺旋压力机有摩擦超载保险装置,可以在连续许可打击力下长期工作,但在连续许可打击力下工作时,有用功降低,约为实际能量的45%~50%。许可峰值打击力不能长期在此压力下工作,只能偶而为之。最大硬击力为没有塑性变形时,即模具型腔中没有坯料冷击状态下产生的最大压力,在这种情况下,工作部分的实际能量消耗于摩擦、压力机零件和模具的弹性变形,而有用功等于零。离合器式高能螺旋压力机最大硬击力约为额定打击力的1.6倍,用这个压力工作是绝对不可以的,极易造成设备零件的损坏。由于螺旋压力机的滑块位移不受运动学上的限制,终锻锻件可以一直进行到模具靠合或滑块停下为止。如果工作部分的能量不足,则不等变形结束,滑块就停止了。在这种情况下,如果在终锻温度许可范围内,就要重复几次滑块行程,以便使锻件充足,飞边能够出来。
在模锻过程中,压力机—模具系统沿滑块运动方向上的弹性变形,可由螺杆的附加转角得到自动补偿,实际上影响不到锻件精度。所以在离合器式高能螺旋压力机上得到的锻件,其锻造方向上的尺寸精度比其他锻造设备高1~2级。该类设备模具安装、调整容易,不需要精确确定滑块的最下位置和调整封闭高度或导轨间隙,这些值会随着工作过程中机身的温度变化而变化。离合器式高能螺旋压力机滑块最大线速度为0.5m/s,以这样速度打击,模具承受的应力为其他锻造设备模具的1/5~1/10。由于该设备地基有液压减振缓冲装置,即使锻造进、出汽侧落差大、侧向力大的大叶片需要很大的打击力,也不会产生纵向和扭转冲击,机身不会产生扭角变形。为了保证大叶片锻件的厚度,离合器式高能螺旋压力机模座具有碰模装置,以保证得到所要求的叶片锻件厚度,并且上、下模座四个角或四个侧面带有导向块,导向块精度很高,进一步缓解了滑块导轨间隙和机身扭角变形对锻模错移的影响。
离合器式高能螺旋压力机滑块速度对锻件变形过程的影响
该类设备滑块速度(滑块运动方向上的锻件变形速度),对于锻件变形过程和变形过程中的其他因素,产生重要影响,在提高变形速度的条件下,平均流动应力显著降低,力—位移曲线形状发生了重大改变,主要是因为变形区热交换受到限制而激烈发热,表面摩擦降低。另外,叶片坯料属于长轴类零件,特别是叶身出汽侧顶端依靠金属塑性流动成形,流动部分的加速度引起了惯性力,在变形区就产生附加拉应力,导致变形抗力降低,促使叶片锻件充足成形。在热变形时,锻模和变形金属材料的初始温差会造成接触效应,由于热传导,叶片坯料接触部分必然变冷而难于变形,尤其是当坯料与模具接触表面承受很高应力时,金属材料塑性变形过程中发生剧烈的热交换,这时热交换的强度比自由接触大20~30倍,从坯料放入模具到取出锻件的总接触时间中,其他辅助时间也影响模具寿命,特别是锻造完成后到锻件取出前这段模具和锻件的接触时间,影响更大。由于螺旋压力机滑块速度比较快,一般锻件的厚壁深腔要布置在上模,又因为变形时间短,瞬时打击载荷能量大,在离合器式高能螺旋压力机上锻造扁平的、扭曲的、弯曲的叶片和难变形材料合金盘、结构锻件是极其合适和有利的,这样不仅能保证这些锻件的几何尺寸要求,而且也能保证其使用的性能要求。
离合器式高能螺旋压力机技术路线
叶片锻造技术路线——小余量紧公差锻造
无锡透平叶片有限公司(简称WTB)拥有SPRZ630液压螺旋压力机和SPKA11200、SPKA22400型离合器式高能螺旋压力机,该类设备锻造重复精度高,锻件公差带可波动范围窄,可以实现减少锻件余量锻造,特别是内弧余量,这是WTB技术选择的理论基础。加以综合成本低,其良好的技术经济效果,奠定了WTB叶片锻造的发展方向。图2所示为叶片锻造工序。将原材料棒料在镦头机上按锻件每个截面上的面积按照小余量紧公差锻造成形对面积加放系数的要求,来进行体积分配,达到所需的叶根镦头聚料的作用,得到圆柱+圆台的阶梯形状。数控预成形机是数控自由锻机,拔长时一边旋转,一边轴向移动,并通过行程控制的两个锤头,将镦头后的杆身锻打成所规定的形状。快锻拔长后的锻坯旋转一定的角度将圆形叶根压扁至规定的厚度。将压扁后的锻坯放在天然气转炉内加热后,采用SPRZ630或SPKA11200或SPKA22400的螺旋压力机进行小余量紧公差锻造成形。由于叶片在锻造过程中锻坯在厚度方向不停地变薄,与锻模接触的锻坯区域温度急剧下降,所以要在短时间内可以快速成形,螺旋压力机是最合适的锻造叶片的设备,可以在短时间内一下子给予锻坯很大的变形能以实现高效率、高精度的锻造。WTB已经具备不同等级的螺旋压力机,再辅之以镦头机和预成形机制坯设备就能实现小余量紧公差锻造不同规格大小的叶片锻件。
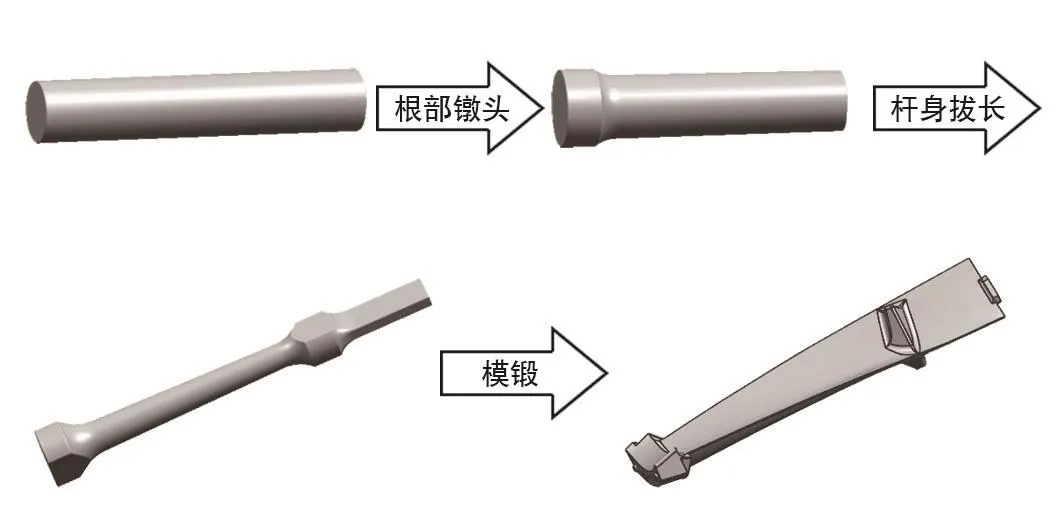
图2 叶片的模锻工序
难变形材料盘件锻造技术路线——小余量模锻

图3 GH4169盘件模锻工艺
SPKA11200、SPKA22400是离合器式高能螺旋压力机,属于大能量作用在中等工作台面利用瞬时的冲击载荷通过模具作用,保证难变形合金盘件的塑性成形,离合器式高能螺旋压力机破碎难变形合金的晶粒能力强、锤击累积效应显著,锤击速度、能级设置和锤击变形量控制(行程设置)可根据难变合金的变形特点和规律进行预先设置,锤击变形量公差1~2mm。现以GH4169直接时效工艺为例,阐述工艺路线,见图3,GH4169盘件是发动机的关键件之一,GH4169盘件的可靠性、安全寿命主要取决于其冶金质量、完整性、均匀性和其热加工成形过程的有效控制。
锻件图设计(余量4~6mm)→下料→平端面→探伤→镦饼→冲孔→模锻→水冷→时效→性能→粗加工→腐蚀→交付。
镦饼和冲孔需根据不同的原材料状况进行适当的火次和变形量的调整,以期达到模锻前预制坯的组织均匀性要求,否则将使不好的混晶组织遗传到最终的模锻件上,从而导致盘件的报废。
难变形材料结构件锻造技术路线——小余量精密模锻
难变形材料结构件一般属于结构复杂、带有厚薄不均的筋槽,锻造难度系数高,成形的关键在于预成形制坯图的设计,在于材料模锻前的分配均匀,否则易造成模锻时的穿筋折叠锻造缺陷,现以TA15框为例,阐述工艺路线,见图4。
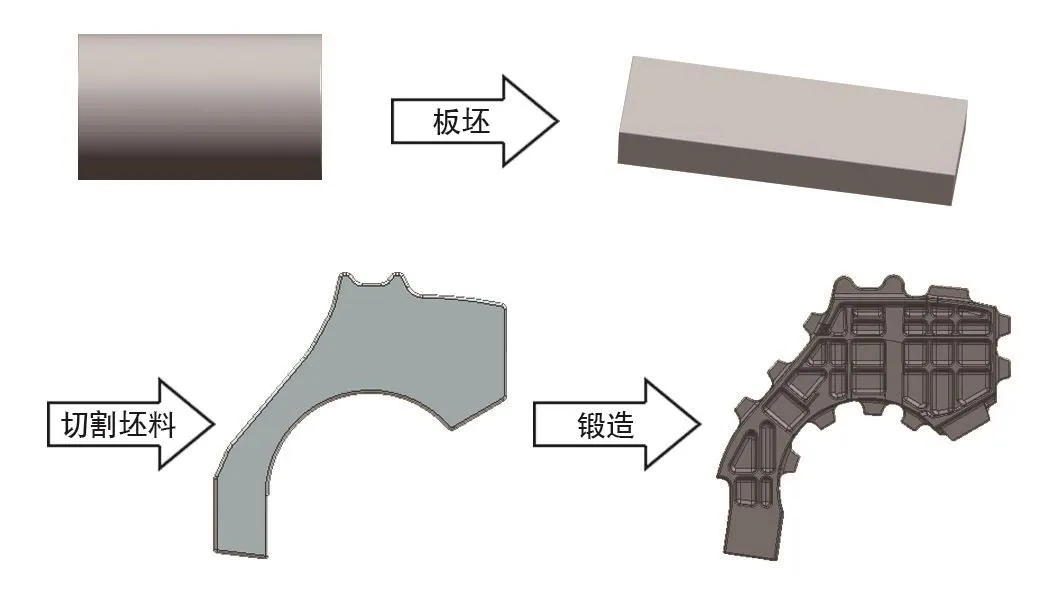
图4 TA15框工艺
锻件图设计(余量4~6mm)→下料→平端面→探伤→板坯→切割坯料→预锻→模锻→退火→性能→无损检测→交付。
结束语
离合器式高能螺旋压力机是当今世界上比较先进的锻造设备,广泛运用于能源电力、航空、航天等领域的关键构件的成形锻造,特别适合于难变形材料的钛合金、高温合金构件的制坯及模锻成形。不仅能成形复杂的飞机框梁构件,而且能够满足高性能的高温合金涡轮盘、压气机盘改性成形。由于其打击速度、能级设置、行程设置能够事先预选,可以很好地与有限元数值模拟技术融合起来预先验证工件的成形方案的可行性,有效地协助工程技术人员适时地调整工艺参数,可靠地达到工程运用的预期效果。目前WTB拥有三条螺旋压力机生产线,具有较强的工艺研发和配套生产能力。未来,WTB将紧紧围绕“国家能源大型涡轮叶片研发中心”这一平台,通过广泛的产学研合作来提升大型长叶片的工艺制造技术能力和难变形合金材料锻件成形改性的工艺制造技术能力,充分配套好离合器式高能螺旋压力机制坯能力、加热能力、工件转移能力及大型模具的制造能力,以期实现大型长叶片锻件和难变形合金锻件的自动化锻造。
