十二烷基硫酸钠对化学镀镍的影响
2012-12-08线东升李喜太李艳玲
线东升 李喜太 李艳玲
(1.中国第一重型机械股份公司重型装备事业部表处管线分厂,黑龙江 齐齐哈尔 161042;2.齐齐哈尔北方机器有限公司,黑龙江齐齐哈尔 161000)
十二烷基硫酸钠对化学镀镍的影响
线东升1李喜太2李艳玲2
(1.中国第一重型机械股份公司重型装备事业部表处管线分厂,黑龙江 齐齐哈尔 161042;2.齐齐哈尔北方机器有限公司,黑龙江齐齐哈尔 161000)
十二烷基硫酸钠是化学镀镍不可缺少的防针孔剂,较大实心钢铁零件化学镀镍过程中,很容易在零件表面产生白色附着物,影响化学镀镍的质量,而在同一镀槽的化学镀镍试片表面不产生白色附着物;经过多年的探索和分析,找到了白色附着物产生的原因和解决方法。
较大实心零件;化学镀镍;白色附着物;十二烷基硫酸钠
引 言
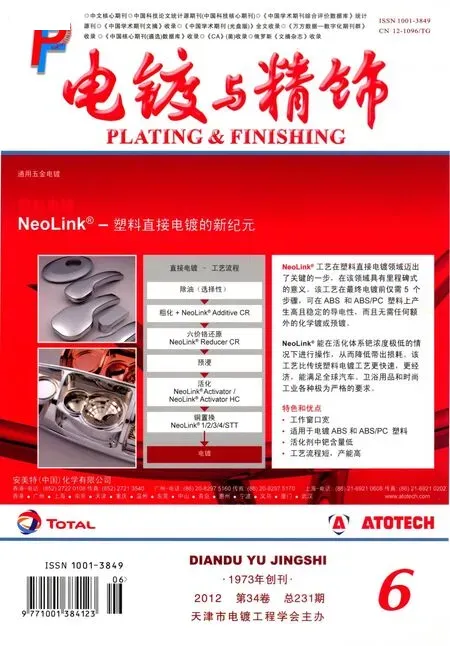
一种双头螺栓,质量76kg,材质40Cr,零件外形见图1。该双头螺栓为较大实心零件,要求化学镀镍,镀镍层 δ为 0.02 ~0.03mm、w(P)为 10% ~13%、孔隙率指标为保护等级8级以上,镀后除氢处理,施镀A为48dm2。但在实际生产中,双头螺栓化学镀镍层表面有白色附着物,严重影响了产品质量,成为化学镀镍的一道难题,经过多年的探索该问题得以解决。
图1 双头螺栓示意图
1 双头螺栓化学镀镍
双头螺栓化学镀镍工艺流程为:工件→化学除油→漂洗→酸洗→阴极活化→闪镀镍→化学镀镍→除氢→抛光→检验。
1.1 化学除油及酸洗
化学除油溶液配方及操作条件为:40g/L氢氧化钠、20g/L碳酸钠、20g/L磷酸三钠,θ为 60~80℃。仔细清洗零件,然后用自来水冲洗干净;检查零件表面质量如有划伤,应及时修复。再置入60~80℃除油溶液浸泡20min,出槽后于70~80℃热水槽中漂洗,再进行手工除油,重复清洗,确保零件清洁,边洗边用自来水冲洗,降低零件温度,避免零件表面产生热碱印。
50%盐酸溶液活化2min。
1.2 阴极活化
立式吊装(利用小端径向孔吊装),自来水冲洗干净后,阴极活化。10%硫酸溶液,θ为15~35℃,阳极为不锈钢板(1Cr18Ni9Ti),Jκ为 2.5A/dm2,t为2min,阳极为不锈钢板(1Cr18Ni9Ti)。
1.3 闪镀镍
闪镀镍溶液配方及操作条件为:250g/L硫酸镍,50g/L氯化镍,30g/L硼酸,0.1g/L十二烷基硫酸钠,pH 为 4,θ为 15 ~35℃,Jκ为 3A/dm2,t为3min,δ为3μm,阳极为纯镍板。
1.4 化学镀镍
化学镀镍溶液配方及操作条件:25g/L硫酸镍,20g/L次磷酸钠,10g/L醋酸钠,5g/L柠檬酸钠,10mL/L乳酸,2mg/L醋酸铅,0.5g/L十二烷基硫酸钠(防针孔剂),pH 为 4.3 ~4.6,θ为 80 ~88℃;沉积速度8~12μm/h,按试验和分析数据调整化学镀镍溶液。立式吊装,自来水漂洗,再用去离子水冲洗,零件入镀槽时水平摆放,每隔15min翻滚1次,连续施镀每隔7min入槽1件,1槽镀8件需56min,同槽镀90mm×5mm的同材质试片4个。
化学镀镍槽为钢槽内衬聚丙烯软塑料,槽底部装有不锈钢蛇形管用于加温镀液,管上缠玻璃丝膜用于隔离化学镀镍液,对传热影响不大;每隔1段距离(根据零件尺寸和摆放的间距计算)在蛇形管上面450mm间距横两根d为30mm的聚四氟乙烯塑料棒做滚杠,并用玻璃丝绳把滚杠固定在蛇形管上,用于零件在其上面滚动,使镀层厚度均匀,避免针孔的产生。
1.5 除 氢
零件出槽后漂洗干净,用经过净化的压缩空气吹干,并在4h内置于热处理炉中,加热至210℃,保温2h。
1.6 抛 光
表面用布轮加绿抛光膏进行抛光,使零件表面达到粗糙度的要求。
1.7 成品检查
零件外观100%检查。镀层应均匀光滑,不应有起皮、结晶粒、麻点(针孔)。试片化学镀镍层的结合强度、厚度、孔隙率及磷含量4项技术指标外委检测。
2 化学镀镍存在的问题和解决办法
2.1 化学镀镍后零件表面的白色附着物
小零件和薄壁零件化学镀镍,镀层表面不会产生白色附着物,只有较大实心件(如双头螺栓)化学镀镍过程中镀层表面产生白色附着物。每槽镀的零件数量越多产生白色附着物越严重,且存在先入槽的零件表面白色附着物较少,后续入槽的零件较重的现象,因此把原来每槽镀18件改为每槽镀8件。在一次出现异常情况时发现,镀液温度降低到75℃时(由于锅炉出现故障75℃),零件表面弥散着大量的白色附着物,零件朝上的一面严重,用手擦拭能去掉的白灰,同槽所带的4个试片表面也有少量的白色附着物。为了验证十二烷基硫酸钠在75℃以下的镀液中是否析出作了一次模拟试验,取配制好的加温到86℃化学镀镍液2L放入烧杯中,在室内环境下自然降温,温度降至室温过程中镀液没有浑浊现象产生,没有物质析出。说明白色附着物的析出是在镀液温度降低过程中零件与镀液接触的界面产生的,镀液温度的逐渐降低则加速其形成。镀液中十二烷基硫酸钠析出是在零件表面和低温镀液接触处。正常情况下,当槽液θ达到86~88℃时,零件开始陆续入槽,加热处于保温状态,8个零件都入槽后测得槽液θ为82℃,后续化学镀镍保温状态可把槽温控制在84℃直至完成。这样的工艺条件下也存在白色附着物,但量较少。由此分析原因是双头螺栓属于较大实心零件,该件需在镀液中浸泡一段时间后整体温度才能达到镀液温度,零件入槽初期正处于吸热阶段,镀液与零件处于相对静止状态(工艺规定零件入槽后每隔15min翻滚1次),槽内镀液的热对流扩散速度慢,零件与镀液接触的界面镀液温度缓慢下降,导致零件与镀液接触的界面镀液中的某种物质析出形成白色附着物,槽液温度在工艺范围内产生白色附着物的量较少。
零件镀层表面白色附着物经布轮加绿膏抛光不能去除,镀层表面粗糙度达不到零件的要求,抛光过度容易露出基底,严重影响了化学镀镍层的质量。
2.2 解决白色附着物的方法
从白色附着物现象的出现怀疑是十二烷基硫酸钠析出形成的,但是一直没有分析出其原因,更没有找到解决问题的方法。十二烷基硫酸钠是一种阴离子表面活性剂。在化学镀镍过程中,镀件表面产生的氢气使镀层产生条纹或麻点(针孔),加入表面活性剂有助于零件表面气体的逸出,降低镀层的孔隙率。十二烷基硫酸钠的配制方法是,按计算量称取125g分析纯十二烷基硫酸钠,加入1L蒸馏水调成糊状,再加2L蒸馏水稀释调成悬浮液,加热煮沸30min完全溶解,当镀液加温到60~70℃时,将已溶解好的十二烷基硫酸钠加入到溶液并搅拌均匀。
最初试图通过降低十二烷基硫酸钠质量浓度来解决,在化学镀镍液0.3g/L十二烷基硫酸钠,其它参数不变,化学镀镍过程中零件镀层表面不产生白色附着物,但镀层上面弥散着可见麻点(针孔),此法没有成功;异常现象的出现,分析出较大实心零件表面产生白色附着物的原因,找到了解决问题的办法;避免较大实心零件化学镀镍过程中镀层表面产生白色附着物的关键,一是要保证化学镀镍液温度在工艺规定范围内,二是让零件表面的镀液不断地更新,零件入槽初期的吸热阶段最为关键,两者缺一不可。
镀槽尺寸12000mm×700mm×500mm,镀液深300mm,零件卧式摆放,一字排列在镀槽中间;用循环过滤机搅拌镀液,槽底沉积物容易上翻回落零件表面,使镀层产生缺陷;用压缩空气搅拌镀液,搅拌管在槽中布置困难,镀液对压缩空气净化要求高,槽底沉积物容易上翻回落零件表面,也会使镀层产生缺陷;零件入槽前增加一道预热序,但是如果处理不好反而会影响化学镀镍层与零件的结合强度 ;移动零件是最好的解决方法,但是由于零件表面粗糙度要求高,卧式吊装不易实现,人工滚动零件频繁会影响镀层的表面质量和结合力。采用立式施镀容易实现,但镀槽浅也实现不了,以后可以对设备进行技术改造。
通过对十二烷基硫酸钠白色附着物产生的原因进行全面分析和试验,探索出简单易行的解决方法,用聚丙烯塑料板制作搅拌工具(如图2)。使用方法在每个零件置入化学镀镍槽后6min,用搅拌工具沿零件摆放方位,周边纵向和横向交替搅拌镀液,使零件在入槽初期(吸热阶段零件由室温升至镀液温度,需6min)其表面与镀液界面的镀液不断更新,镀液温度均匀(镀液加热处于保温状态,θ为83~87℃),避免了十二烷基硫酸钠在镀液与零件接触的界面上析出。

图2 镀液搅拌工具示意图
2.3 镀后零件表面粗糙痕迹
镀后零件两端表面各有1圈粗糙痕迹,原因是零件在滚杠上来回滚动产生的,如果滚杠与零件接触的部位光滑清洁只能产生2圈可见痕迹,用布轮抛光就可去除,不会影响镀层质量;如果零件与滚杠接触的部位,滚杠上有划伤或有沉积物、零件表面上有白色附着物,化学镀镍就会产生影响镀层质量的粗糙痕迹;解决方法,每镀1槽零件对滚杠进行1次检查,有问题及时处理;搅拌镀液避免零件表面十二烷基硫酸钠的析出。
3 结束语
1)经历一次异常情况,分析出化学镀镍零件表面产生白色附着物的原因是,化学镀镍初期零件吸收周边镀液热量而使界面镀液温度降低,界面镀液中的十二烷基硫酸钠析出形成白色附着物。
2)在每个零件置入化学镀镍槽6min,用专用搅拌工具对零件周边的镀液进行搅拌,消除吸热阶段零件表面十二烷基硫酸钠白色附着物的产生,双头螺栓化学镀镍的质量显著提高。
Effects of Sodium Dodecyl Sulfate on Electroless Nickel Plating
XIAN Dong-sheng1,LI Xi-tai2,LI Yan-ling2
(1.Exteior Pipeline Plant,Heavy Equipment Project Department,China First Heavy Industries,Qiqihar,161042,China;2.Qigihar North machinery limited liability company,Qiqihar 161000,China)
Sodium dodecyl sulfate is an indispensable pinhole preventive in the electroless nickel plating.During the electroless nickel plating process,white attachments can be easily produced on the surface of larger solid steel parts,which affects the quality of electroless nickel plating.But no white attachments were found on the surface of test pieces in the same plating bath.The producing reasons and solving methods of the produced white attachments have been found after years of exploration and analysis.
larger solid steel parts;electroless nickel plating;white attachments;sodium dodecyl sulfate
TQ153.12
A
1001-3849(2012)06-0033-03
2011-05-27