酸洗钝化工艺对钛合金氢含量及耐蚀性的影响
2012-12-08张晓云刘明辉杨勇进
刘 江,张晓云,刘明辉,杨勇进
(北京航空材料研究院,北京 100095)
酸洗钝化工艺对钛合金氢含量及耐蚀性的影响
刘 江,张晓云,刘明辉,杨勇进
(北京航空材料研究院,北京 100095)
研究了酸洗钝化工艺对TC4钛合金的氢含量及其电化学性能的影响,并优化了工艺参数。结果表明,经酸洗钝化后的钛合金的氢含量未显著增加,符合氢质量分数增加不大于0.002%的标准;经过酸洗钝化处理的TC4钛合金的电化学性能有了明显提高,维钝电位范围扩大,维钝电流密度减小,钝化膜转化电位提高,阻抗值增大;研究的酸洗钝化工艺,最佳酸洗t为10~20min,θ为35℃,钝化t为60min,在此工艺参数控制下生成的钝化膜具有较好的耐蚀性。
TC4钛合金;酸洗钝化工艺;氢含量;电化学性能
引 言
钛合金作为一种在航空领域广泛应用的结构材料,因其具有比强度高、耐蚀性好等优点,不论是民用飞机还是军用飞机,钛合金所占比重都在迅速增加[1-2]。钛合金经热处理后,表面产生一层氧化皮,从而影响钛合金外观及与其他涂镀层的表面结合力。酸洗是清除钛合金表面氧化皮的重要方法,特别是氢氟酸-硝酸溶液较为常用[3];酸洗后再钝化处理,在钛合金表面得到均一、光亮的外观,形成的钝化膜更加均匀致密,耐蚀性能进一步提高,因此酸洗和钝化是钛合金主要的表面处理工艺之一,需对工艺进行系统的研究[4]。本文选取了酸洗钝化工艺中酸洗时间、钝化时间、钝化液浓度和温度等四个参数,探讨酸洗钝化工艺参数对TC4钛合金氢含量及其电化学性能的影响。
1 实验材料
实验材料为TC4钛合金板材,化学成分见表1。酸洗钝化工艺试样尺寸为100mm×50mm×3mm,测定氢含量试样尺寸为3mm×3mm×2mm,电化学测试试样工作面积为1cm2。

表1 TC4钛合金化学成分
2 实验方法
TC4钛合金酸洗钝化处理工艺流程为:除油→酸洗→清洗→化学钝化→清洗→干燥。
其中酸洗溶液配方及操作条件为:
化学钝化溶液配方及操作条件为:

本实验参考HB 5297.23-2001《钛合金化学分析方法 脉冲加热-热导法测定氢含量》,利用 RH-404脉冲加热热导氢测定仪测定酸洗钝化处理前后TC4钛合金的氢含量。该测试方法的原理为:将试样置入石墨坩埚中,加入锡粒助熔剂,在氩载气流中以脉冲炉加热,试样释放出的氢,随氩载气经热导池,根据热导的变化和氢浓度的关系检测出氢含量。
应用M273电化学工作站采用动电位极化曲线测试和交流阻抗测试两种方式,在室温3.5%NaCl的溶液中测量酸洗钝化处理后的TC4钛合金表面氧化膜层的性能。其中极化曲线测试钝化后的电位范围、维钝电流密度等参数,交流阻抗测试钛合金氧化膜的抗腐蚀性能,用反应电阻来表征。参比电极为饱和甘汞电极,辅助电极为石墨电极,极化曲线扫描速度1mV/s,交流阻抗测试 f为0.01Hz~100kHz,幅值为5mV的正弦波,为了获得稳定的谱图,测试前试样先在测试溶液中预浸20min。
3 结果与分析
针对酸洗钝化工艺,设计了 t酸洗为 2、5、10、20和 30min,t钝化为 15、30 和 60min,钝化液为 15%、20%、24%和30%的硝酸,θ钝化为 18、35、55 和 65℃四个要素的组合,对TC4钛合金试样进行酸洗钝化处理,通过外观检查、氢含量的检测及电化学性能参数的表征,筛选最佳工艺参数,研究酸洗钝化工艺对TC4钛合金氢含量及电化学性能的影响。经过酸洗钝化后的TC4钛合金表面色泽均一、光滑,宏观尺寸没有变化,且无氧化皮或氧化物,无不规则的腐蚀、点蚀等。
3.1 氢含量
钛和氢的亲和力很大,因此钛合金极易吸氢。当钛合金中的氢含量超过一定数值之后,会导致材料的塑性和韧性明显下降,出现氢脆现象[5]。氢进入材料内部后以间隙原子方式固溶于晶格内,对性能的影响很小,但当固溶浓度达到饱和时氢就会与钛形成钛氢化合物即氢化钛,并在钛合金中渗透扩散,最后导致脆性开裂[6]。影响这一过程的因素可以分为内部因素和外部因素。内部因素如钛及其合金基体的氢含量,氢是钛材发生氢脆的必要因素,若氢含量不高,影响不大;氢含量越高,钛的氢脆敏感性也越高。又如表面状态,对比打磨过的、真空退火和酸洗三种表面状态的试样发现,打磨过的试样氢吸收最多,真空退火和酸洗试样吸氢量最少[7]。打磨会引起试样表面膜的缺陷,而真空退火却使其表面膜更牢固。由此可见,钛表面的钝化膜具有阻滞作用,能减缓氢的扩散渗透。外部因素如温度,从反应热力学的角度考虑,升高温度会提高钛与氢的反应速度和氢在钛中的扩散速度,并影响钛合金氢致裂纹长大速度。又如介质,中性溶液有利于其表面钝化膜的维持和稳定;而强氧化性、还原性溶液对氧化膜有破坏作用,更易于发生氢脆;介质中Cl-离子对钛的耐蚀性影响很大,易使其发生缝隙腐蚀或使钝化金属发生点蚀、应力腐蚀和局部腐蚀[8]。此外应力、变形速率和表面金属污染等都是常见的影响钛合金材料氢脆性能的外部因素[9]。
本研究中氢含量试样的取材与制备均遵循相同的处理工艺,以避免材料内部因素对氢含量变化的影响。经测试未经酸洗钝化处理的钛合金裸材试样的w氢为0.008%。图1分别是酸洗时间、钝化时间、钝化温度和钝化液硝酸质量浓度等工艺参数变化对钛合金w氢的影响。其中,图1(a)为室温下,22%HNO3,t钝化为 15min,t酸洗对 TC4 钛合金 w氢的影响;图 1(b)为室温下,22%HNO3,t酸洗为10min,t钝化对 TC4 钛合金w氢的影响;图 1(c)为 t酸洗为 5min,t钝化为 30min,θ钝化为 35℃,钝化 液中w(HNO3)对TC4钛合金w氢的影响;图1(d)为 t酸洗为5min,t钝化为 30min,20%HNO3,θ钝化对 TC4 钛合金w氢的影响。由图1可以看出,酸洗钝化处理后钛合金w氢随钝化温度的升高有少许增加,这是因为温度提高后钛与氢的反应提高所致,但其增量符合钛合金酸洗后 w氢增加不大于0.002%的标准[10]。其他三个参数,在工艺参数规范内,使w氢呈现波动,与裸材w氢为0.008%基本相同。所以,酸洗钝化工艺不会导致TC4钛合金材料显著吸氢。

图1 工艺参数对w氢的影响
3.2 电化学测试
图2是未酸洗钝化处理TC4钛合金与酸洗钝化处理后的TC4钛合金试样的极化曲线。由图2看出,曲线的变化趋势相同,可以划分为5个区间:a~b区间,a点时裸材和钝化后试样的电位分别为-0.290V 和 -0.284V,基本相同,随着电压的增大电流密度快速增加,说明试样表面处于活化状态;b~c区间,在逐渐增大的电压下电流密度并没有随之增加,说明试样表面进入钝化状态且此区间内钝化膜性能稳定,称为一次钝化区;c~d区间,随电压上升出现了一个电流密度突增,钛合金表面氧化膜出现了活性溶解[11],试样表面再一次进入活化状态,因此c点称为钝化膜转化电位,裸材和钝化后试样的电位分别为1.38V和1.43V;d~e区间,电流密度随电压增大而减小,试样表面在上一个区间被溶解掉的钝化膜很快被修复[12],试样表面从活性状态逐渐转为钝化状态;e以上区间,试样表面再次进入钝化,但此时的维钝电流密度大于一次钝化区,说明二次钝化后膜层的结构和成分发生了变化。综上,与未进行酸洗钝化处理TC4钛合金比较,在不同工艺条件下进行酸洗钝化处理后的TC4钛合金,维钝电位的范围宽,维钝电流密度小,钝化膜转化电位高。

图2 极化曲线
图3是未酸洗钝化处理的TC4钛合金与酸洗钝化处理后的钛合金的交流阻抗Nyquist图。由图3可见,钝化后的试样的圆弧半径增大,即阻抗值增大,根据欧姆定律可知,在相同外加电压的条件下,钝化后试样发生腐蚀时的电流减小,因此酸洗钝化可以提高TC4合金的耐蚀性能。

图3 交流阻抗Nyquist图
1)钝化溶液中硝酸和温度的影响。设计了t酸洗为5min,t钝化为 30min 时,θ钝化和w(HNO3)对钝化膜转化电位影响的正交试验,测试结果汇总于表2中,并绘制了图4说明钝化膜转化电位随w(HNO3)和θ钝化的变化规律。

表2 θ钝化和w(HNO3)对钝化膜φ的影响
如图4(a)所示,在工艺范围内钝化膜 φ随w(HNO3)的变化不大。但从图4(b)可见,在不同w(HNO3)钝化处理后,钝化膜φ在θ钝化为35℃时出现了最高值。这是由于随着温度的升高,硝酸在TC4钛合金表面的反应速度提高,形成的钝化膜性能也随之提高;但当温度过高时,由于硝酸的腐蚀作用增强,已形成的钝化膜遭到一定程度的破坏,使钝化膜转化电位下降。因此,最佳的 θ钝化为35℃。

图4 钝化处理后钝化膜转化电位变化图
2)酸洗时间和钝化时间的影响。设计了θ钝化为18℃,w(HNO3)为22%时,不同t酸洗和t钝化对钝化膜阻抗值影响的正交试验,测试的结果汇总于表3并绘制了图5和图6说明钝化膜阻抗值随t酸洗和t钝化的变化规律。
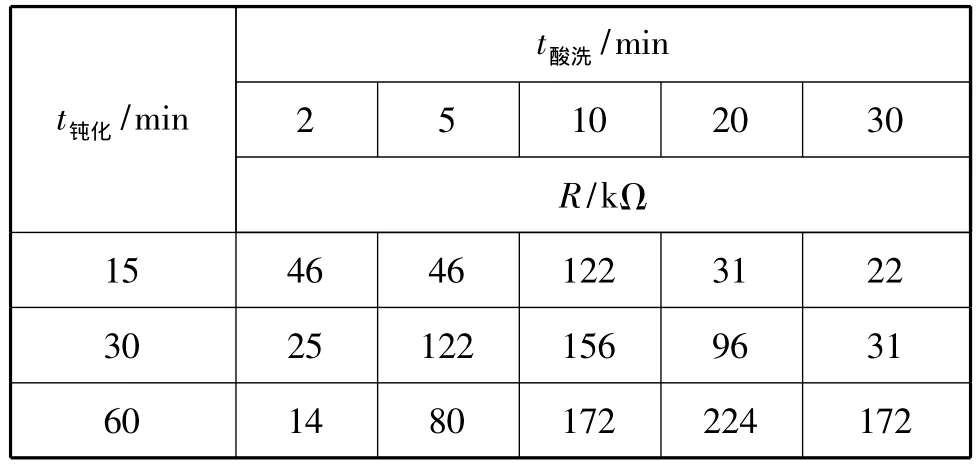
表3 不同酸洗和钝化时间钝化膜的阻抗值
图5为电化学交流阻抗值随t酸洗的变化规律。由图5可见,采用相同钝化处理时间,钝化膜层的阻抗值随着t酸洗的延长先增大后减小。其中钝化15和30min试样的阻抗值在酸洗10min处获得最大值;钝化60min试样的阻抗值在酸洗20min处获得最大值。这是由于酸洗时间较短时,对试样表面自然形成的氧化膜去除尚不完全;酸洗至10~20min时方可彻底地去除TC4钛合金表面自然形成的氧化膜,随后的钝化处理才能在钛合金表面能够形成一层均匀稳定的钝化膜;随酸洗时间的增加,产生了过腐蚀现象,不利于后续生成完好的钝化膜。因此酸洗工艺中,最佳t酸洗应控制在10~20min。
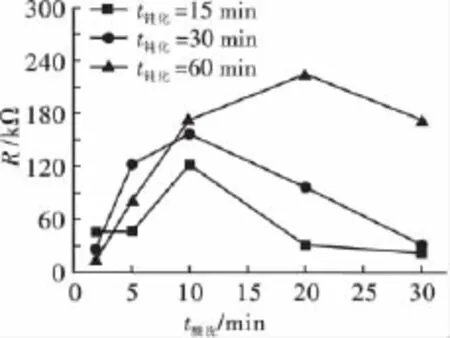
图5 不同酸洗时间阻抗变化曲线
图6显示了电化学交流阻抗值随t钝化的变化规律。未进行酸洗钝化处理TC4钛合金的交流阻抗值为28.46kΩ。当 t酸洗在2~5min时,试样经过钝化后的阻抗值变化无明显规律性;但是当t酸洗在10~30min时,阻抗值随着t钝化的增加而增加。说明当酸洗时间较短时,钛合金表面自然形成的氧化膜未被清除干净,从而影响钝化膜的形成;当酸洗处理清除钛合金表面自然形成的氧化膜后,随着t钝化的增加,钝化处理后形成的氧化膜的厚度和致密性有所增加,从而使阻抗值提高,耐蚀性提高。因此在钝化工艺中,t钝化为60min可以获得较好的钝化膜。

图6 不同钝化时间阻抗变化曲线
4 结论
1)本文研究的酸洗钝化工艺不会使TC4钛合金中的w氢显著增加,符合w氢增量不大于0.002%的标准。
2)经过酸洗钝化处理的TC4钛合金的电化学性能有了明显提高,维钝电位范围扩大,维钝电流密度减小,钝化膜转化电位提高,阻抗值增大。
3)研究的酸洗钝化工艺,最佳 t酸洗为 10~20min;最佳 θ钝化为35℃,t钝化为 60min;生成的钝化膜具有较好的耐蚀性。
[1]陶春虎,刘庆泉,曹春晓,等.航空用钛合金的失效及其预防[M].北京:国防工业出版社,2002:1-100.
[2]赵树萍,吕双坤.钛合金在航空航天领域中的应用[J].钛工业进展,2002,(6):18-23.
[3]林翠,刘枫,赵晴,等.氢氟酸-硝酸体系中TC4钛合金的腐蚀行为[J].失效分析与预防,2008,3(2):11-15.
[4]李荻.电化学原理[M].北京:北京航空航天大学出版社,1999:406.
[5]Takasaki A,Furuya Y.Hydrogen evolution from chemically etched titanium aluminides[J].Journal of Alloys and Compounds,1996,243(1-2):167-172.
[6]崔昌军,彭乔.钛及钛合金的氢渗过程研究[J].稀有金属材料与工程,2003,32(12):1011-1015.
[7]Philips I I,Poole P,Shreir L L.Hydrogen Formation During Cathodic Polarization of Ti-Ⅱ.Effect of Temperature and pH of Solution on Hydride Growth[J].Corrosion Sci,1974,14:533-542.
[8]易中军.氯碱生产中钛的缝隙腐蚀与防护措施[J].中国氯碱,2000,(2):32-33.
[9]Zhang Xueyuan,Du Yuanlong.A New Electrochenmical Hydrogen Permeating Device[J].Corrosion Science and Protection Technology,1996,8(2):158.
[10]ASTM B600-91(2002).Standard Guide for Descaling and Cleaning Titanium and Titanium Alloy Surfaces[S].
[11]李佐臣,李军,周廉,等.新型医用钛合金TZNT的耐蚀性[J].稀有金属快报,2004,23(9):31-33.
[12]刘建华,尚海波,吴昊,等.航空用油介质和NaCl溶液中钛合金电化学特性[J].北京航空航天大学学报,2004,30(10):998-1002.
Effect of Acid Cleaning and Passivity Technology on the Hydrogen Content and Corrosion Resistance of TC4 Titanium Alloy
LIU Jiang,ZHANG Xiao-yun,LIU Ming-hui,YANG Yong-jin
(Beijing Institute of Aeronautical Materials,Beijing 100095,China)
The effects of acid cleaning and passivity technology on the hydrogen content and corrosion resistance of TC4 titanium alloy were discussed in this paper,and the parameters were optimized.The results showed that the hydrogen content in the titanium alloy kept consistent after acid cleaning and passivation treatment,and the increment was below 0.002%.The electrochemical properties were improved due to this treatment,such as the enlarged passivating potential range,the reduced passivating current density,the enhanced transformation potential of passivation films and the increased resistance.The advanced corrosion resistance of TC4 titanium alloy was obtained under the acid cleaning time of 10~20min,passivation temperature of 35℃ and passivation time of 60min.
TC4 titanium alloy;acid cleaning and passivating treatment;hydrogen content;electrochemical properties
TG174.45
A
1001-3849(2012)06-0005-05
2011-12-30
2012-02-24